

1. 서 론
2. 과업구간 및 쉴드TBM 장비 개요
2.1 노선 개요
2.2 이수식 쉴드TBM 개요
3. 발진부지 배치 계획
3.1 작업구 계획
3.2 당 현장 발진부지 배치 계획
4. 쉴드TBM 장비 주요 조립공정
4.1 쉴드TBM 본체 핵심부분의 조립 개요
4.2 후방대차(Backup Gantry) 조립 개요
5. 쉴드TBM 조립공정 개선
5.1 갱문 관련 공사 간섭 회피를 위한 쉴드TBM 조립 순서 변경
5.2 커터헤드(Cutterhead) 운반 개선
6. 결 론
1. 서 론
국내에 TBM공법이 도입되어 최초로 적용된 것은 1985년 구덕 수로터널의 Open TBM이었고, 최초의 쉴드TBM은 1987년 연장 1 km의 부산 광복동 전력구 터널공사로 직경 3.5 m 이하의 소구경 유틸리티터널이다(KTA, 2008). 그 뒤 터널의 직경과 연장이 꾸준히 증가해 김포~파주고속도로 한강터널의 경우 굴착직경 14.01 m, 쉴드터널 연장 2,860 m의 2차로 도로터널에 적용되기에 이르렀다. Park (2021)은 TBM터널에서 장비의 직경에 따라 0~3 m는 도구(Tool)의 개념, 4~6 m는 기계(Machine)의 개념, 7 m 이상은 반공장(Semi-Plant)의 개념을 갖는 것으로 기술하였으며, 특히 이수식 쉴드TBM에서의 장비 직경의 증가는 단순한 숫자의 증가가 아닌 전기, 환기, 제어, 동력, 부속품 및 관련 설비, 터널 주변 현황 등 모든 공정에 영향을 주어 단순한 굴착도구로써의 쉴드TBM이 아닌 각종 재료(이수, 세그먼트, 뒤채움, 압기, 냉각, 전기 등)의 공급과 반출을 하는 공장 개념으로 변모한다. 또한 초기굴진과 본굴진을 위한 조립공정에도 큰 영향을 주어 초대구경 단면을 적용한 쉴드TBM 공사에서의 면밀한 조립공정의 산정 및 계획은 쉴드TBM 전체 공정에 매우 중요한 요소이다. 쉴드TBM 조립공정은 쉴드TBM 터널만이 갖는 특수한 공정으로 Drill & Blast 공사에서는 찾아 볼 수가 없다. 쉴드TBM 장비 특성상 조립된 장비의 조립 오류 시 해체와 재조립은 막대한 시간과 비용이 소모되며, 완벽치 못한 쉴드TBM 장비의 조립은 굴진 내내 장비 효율 저하에 대한 우려를 가져 올 수 있다. 또한, 쉴드TBM 장비를 위한 작업구 형식, 크기 및 형상 선정, 지상설비 계획, 후방설비 계획, 지반보강 및 기타 보조공법 등이 결정되기 때문에 매우 신중히 계획 되어야 한다.
본 연구에서는 한강 하저구간을 통과하는 도로터널로 초대구경인 14.01 m, 터널연장 3,860 m의 이수식 쉴드TBM 공사의 초기굴진, 본굴진을 위한 쉴드TBM 조립 시 현장 발진부지 조건에 적합한 조립공정을 쉴드TBM 주요 부분별로 검토하였으며, 엔터란스(Enterance) 설치와 갱문조성 및 가시설 해체로 인한 쉴드TBM 본체 조립과의 간섭공정 발생에 따른 대기시간의 제로화, 커터헤드 운반 및 조립 효율성 향상 등의 공정 개선 사례로 향후 국내에 증가하고 있는 대구경 쉴드TBM이 이와 유사한 조건에서 계획될 경우 참고자료로 활용되기를 기대한다.
2. 과업구간 및 쉴드TBM 장비 개요
2.1 노선 개요
본 연구대상 구간은 김포시 하성면 마곡리에서 파주시 연다산동을 한강하저로 연결하는 노선으로, 왕복 4차로, 총연장 6.734 km의 도로로 쉴드TBM 터널과 나들목, 교량 2개로 구성되어 있다(Fig. 1, Table 1 참조). 수도권 제2순환 고속도로 중 고속국도 제 400호선 김포~파주간 건설공사 제2공구는 국내 최초 하저 도로터널이다. 특히 굴착직경이 14.010 m로 국내 최대 직경인 쉴드TBM 터널이며, 이는 세계적으로도 흔하지 않은 대구경 쉴드TBM이다. 한강하저라는 지질적, 수리적 특수성을 감안하여 본 공사의 장비는 수압 대응성이 우수한 이수가압식(Slurry) 쉴드TBM이 적용되었으며, 해 ‧ 하저구간의 무한한 수원에 대응하여 안정적인 공사를 효율적으로 수행할 수 있는 다양한 첨단장치가 적용되었다(Jun et al., 2021).
쉴드TBM터널공사는 쉴드TBM 장비가 전체공사의 성패를 좌우하며, 현장에 한번 투입되면, 공사 중 장비의 주요사양 변경 및 보수 등이 어렵기 때문에 지반조건과 현장운영조건에 맞는 장비의 사양 설계가 중요하며, 기계적인 트러블을 최소화할 수 있는 개선이 필요할 경우, 현장 투입 전 제작 당시에 반영이 이루어져야 한다.
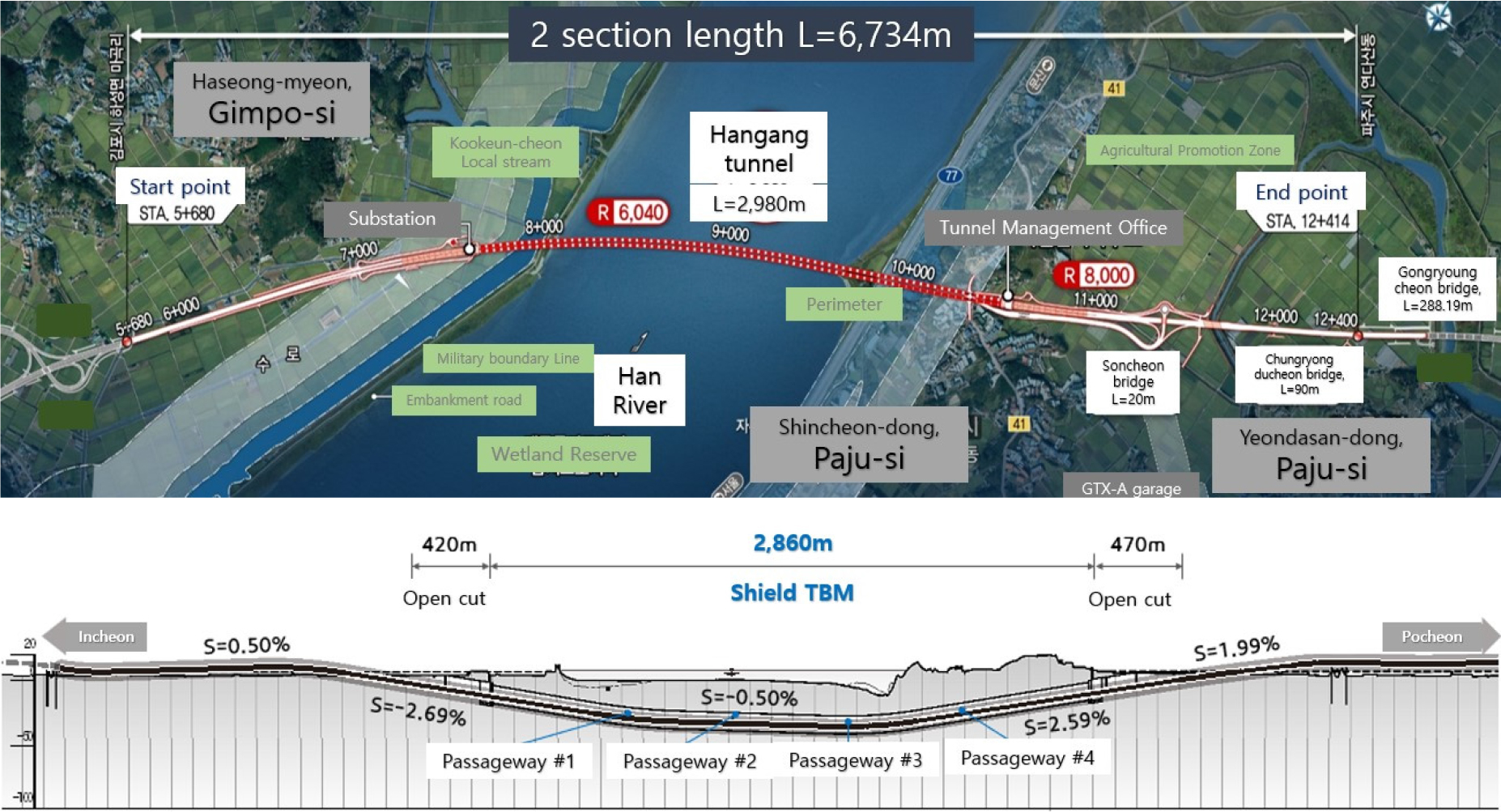
Table 1.
Status of structure
2.2 이수식 쉴드TBM 개요
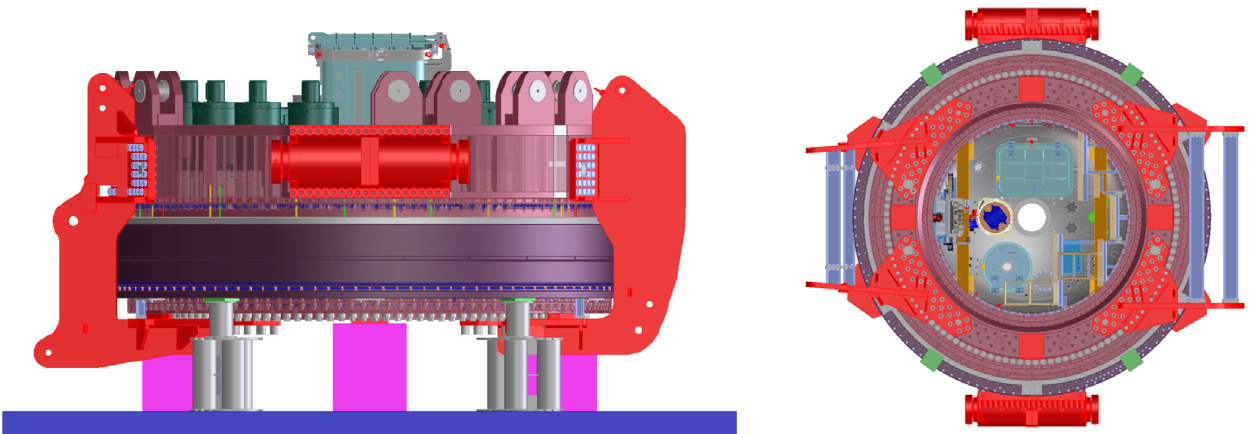
본 과업에 적용된 쉴드TBM 장비는 더블챔버를 사용하는 이수가압식 쉴드TBM으로 최대 막장압 6 bar를 대응할 수 있으며, 쉴드TBM 본체를 포함한 장비 길이는 125 m, 장비 무게는 약 3,200톤이다(Fig. 2 참조). 14 m가 넘는 대구경 쉴드TBM 장비임을 감안할 때 장비의 길이는 125 m로 크게 길지 않은 이유는 유압, 전기, 압력, 크레인 장치 및 후방설비 등의 배치에 대한 공간효율성이 대단면인 사유로 원활한 것으로 검토된다. 쉴드 본체는 세그먼트 외경 13.500 m를 고려하였으며, 굴착경 14.010 m, Front Shield 13.960 m, Middle Shield 13.930 m, Tail Shield 13.900 m으로 원뿔형 쉴드형상을 제작하여 압착성 지반이나 팽창성 지반에 대한 쉴드TBM 장비의 재밍(Jamming)에 대비할 수 있도록 하였다. 본 과업의 쉴드TBM 장비의 주요사양은 Table 2와 같다.
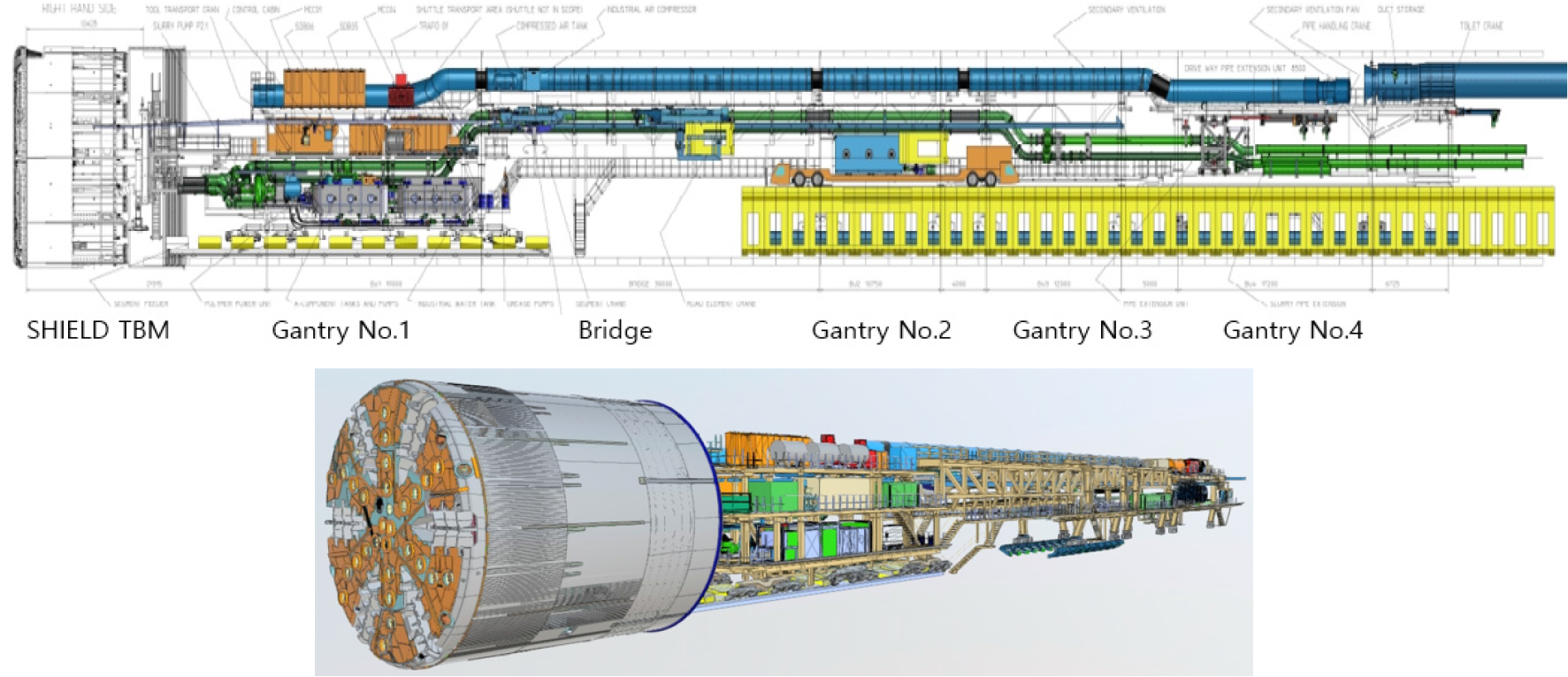
Table 2.
Main specification of slurry shield TBM
3. 발진부지 배치 계획
3.1 작업구 계획
쉴드TBM 공법의 발진준비와 초기굴진은 장비특성과 지반조건에 따라서 안정성과 공기 측면에서 매우 중요한 부분에 해당한다. 특히 선정된 장비의 형식, 후방설비, 버력처리 시스템 등에 따라서 작업구의 형태와 규격 등이 많은 영향을 받게 된다. 발진준비 및 초기굴진 설계 시 장비특성과 시공절차 등을 충분히 이해하지 못한 상태에서 수행할 경우 시공 시에 많은 설계변경이 발생하여 공기지연 및 공사비 증가의 원인이 되고 있다(KTA, 2008). 이러한 작업구는 크게 쉴드TBM의 굴진을 위한 발진작업구, 터널 굴진이 완료된 후 쉴드TBM 장비의 해체와 반출을 위한 도달 작업구로 나누며, 장대터널의 경우 쉴드TBM 작업의 대정비 또는 점검 및 시공조건을 고려한 중간 작업구를 계획할 수 있다. 특히 쉴드TBM 장비의 조립 후 초기굴진이 시작된 발진작업구의 경우 지반조건, 교통, 소음, 민원, 사유지 저촉, 전력의 공급, 지상시설물(Ground facility), 각종 자재의 반입, 진출입 현황을 고려하여야 한다. 이와 같은 사유로 도심지 발진작업구의 경우 규모를 최소화 하고 있으며, 수직구 형태의 작업구의 형상은 공간활용과 시공성에서 유리한 직사각형 형태나 구조적으로 안정한 원형을 적용한다. 해외의 경우는 타원이나 원형을 나열해 놓은 8자 형태의 발진작업구를 계획하기도 한다. 수직구 형태의 작업구 외에도 발진부지를 이용한 작업구도 있으며 Fig. 3은 각각의 작업구 형식의 개념사진이다. 당 현장의 경우 도로터널의 특성에 따라 기존도로 선형 및 구조물과의 연계성을 고려하여 발진부지를 이용한 작업구로 계획하였다.

3.2 당 현장 발진부지 배치 계획
3.1절에 기술한 작업구의 경우 작업구의 크기는 원형 또는 직사각형으로 쉴드TBM 본체가 투입되고 반력을 얻기위한 반력벽과 기타 여유공간을 효율적으로 배치하여 초기굴진이 가능한 최소한의 크기로 계획하며, 반력벽을 통한 가세그먼트의 조립으로 초기굴진을 해나가면서 후방설비를 위한 공간 확보 후 후방설비를 붙여 완전한 쉴드TBM 본체와 후방설비를 완성하여 본 굴진을 준비한다. 근래에는 작업구 뒤에 후방터널을 형성하여 쉴드TBM 본체와 후방설비를 모두 조립 설치하여 본 굴진을 시작하기도 한다.
당 현장은 발진부지를 이용하여 작업구가 설계된 형태로 이를 적극 활용한 조립 및 초기굴진을 계획하였다. 발진부지를 이용한 조립 및 초기굴진 계획 시 쉴드TBM 본체와 후방설비가 굴진 전 모두 완성될 수 있어 장비의 성능을 조기에 발휘할 수 있는 장점이 있다. 하지만 반력벽이 아닌 반력대를 통한 초기굴진으로 쉴드TBM 장비의 규모와 중량을 고려한 반력대의 구조계산과 설치 시 후방대차와 공정이 간섭되는 것을 고려하여야 한다. 또한 쉴드TBM 조립에 필요한 인양장비(크레인)의 배치문제와 쉴드TBM 부속품의 운반에 따른 다양한 조건의 검토가 필수적이다. 당 현장 발진부지를 통한 조립 계획 시 중점 고려사항은 아래에 기술하였다.
3.2.1 TBM 조립을 위한 인양 및 운반 공간 검토
발진부지을 통한 초기굴진 계획 시 쉴드TBM 장비 조립을 위한 인양장비, 운반장비, 평면 및 종단 경사, 작업 필요공간에 따른 중점 고려사항은 아래와 같다.
• 커터헤드 인양을 고려한 메인 크레인(Main Crane)과 보조크레인(Support Crane)의 사양
• 메인크레인과 보조크레인의 회전반경 및 이동
• 커터헤드 및 부속품의 인양을 위한 러그(Lug) 설치 계획 및 반전
• 커터헤드 및 부속품 운반을 고려한 운반차량
• 부속품을 포함한 운반차량의 규모, 대수, 등판가능 경사도, 제동 능력에 따른 종단경사
• 쉴드TBM 후방설비를 고려한 종단경사
• 운반경로 지반보강 및 바닥콘크리트
• 갱문작업과 쉴드TBM 본체 조립 간섭을 최소화한 조립 순서
• 반력대 설치 시 후방설비 간섭을 최소화한 후방설비의 조립 순서
• 메인드라이브와 쉴드TBM 본체(쉴드 세그먼트) 조립 위치 및 필요공간의 확보
• 원활한 조립을 위한 쉴드TBM 본체 및 후방설비의 지상부 배치
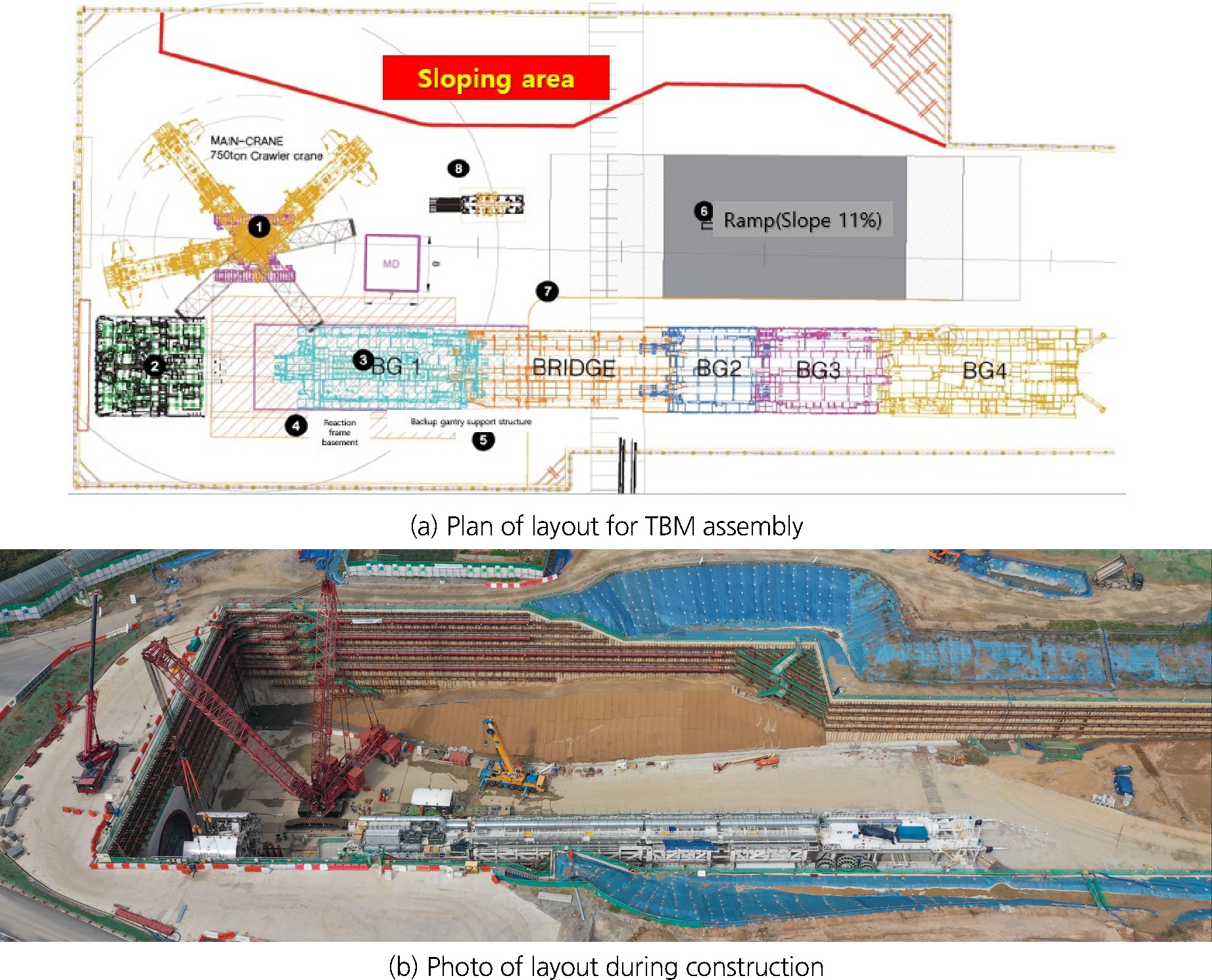
Fig. 4는 당 현장 조립 전 발진부지의 사진으로 매우 넓은 공간으로 인지되나, 하행선(파주방향) 굴진계획을 바탕으로 TBM 조립을 위한 회전반경을 고려한 인양장비(크레인)의 공간배치 및 이동경로, 쉴드TBM 부속품 운반을 위한 운반경로, 평면 및 종단경사를 검토하여 Fig. 5(a)와 같이 배치가 검토되었다. 당 현장 쉴드TBM 장비 중 가장 중량물이면서 공간을 차지하는 커터헤드는 중량 505톤과 직경 14.01 m의 규모로 조립, 인양, 이동의 대한 검토가 핵심이었다. Fig. 5(b)는 배치검토 결과대로 시공했던 사진이다.

3.2.2 조립을 고려한 Packing 계획 및 지상배치 검토
당 현장 이수식 쉴드TBM은 크게 쉴드TBM 본체와 후방설비로 나눠지고, 쉴드TBM 본체는 커터헤드, 쉴드본체(Shield Body), 테일스킨(Tailskin)으로 나뉜다. 후방설비는 백업 갠트리(Backup Gantry) 1번, 브리지(Bridge), 백업 갠트리 2, 3, 4번으로 구성되어 있다. 제작사 TBM 공장에서 쉴드TBM 제작 후 공장 인수 검사(Factory Acceptance Test, FAT)를 마치면 현장으로 조달하기 위한 Packing list를 작성하고 컨테이너에 포장되어 해상을 통해 국내로 반입된다. 이때 현장에서는 조립을 위한 공정 및 규모를 고려하여 지상 배치계획을 수립하여야 한다. 지상배치 계획 시 고려 사항은 아래와 같다.
• 중량에 의한 지반 보강 여부
• 하부 콘크리트 하중분산 및 손상 방지
• 발진부 조립과 별개의 지상조립 사전 가능 여부, 인양장비 규모 및 필요공간(예: 커터헤드)
• 조립순서와 이동을 고려한 배치
• 온도 변화, 습기, 기상 상태를 고려한 장비의 저장방법 선정
• 지상 배치기간을 고려한 저장방법의 선정
Fig. 6은 TBM 부속품을 지상에 배치한 사진이다. 1번 지역은 쉴드TBM 본체 및 커터헤드가 위치한 구간으로 사전조립 후 인양장비와 운반장비의 필요공간을 고려하였다. Table 3은 각 지역별 배치 계획 현황에 대한 것이다.
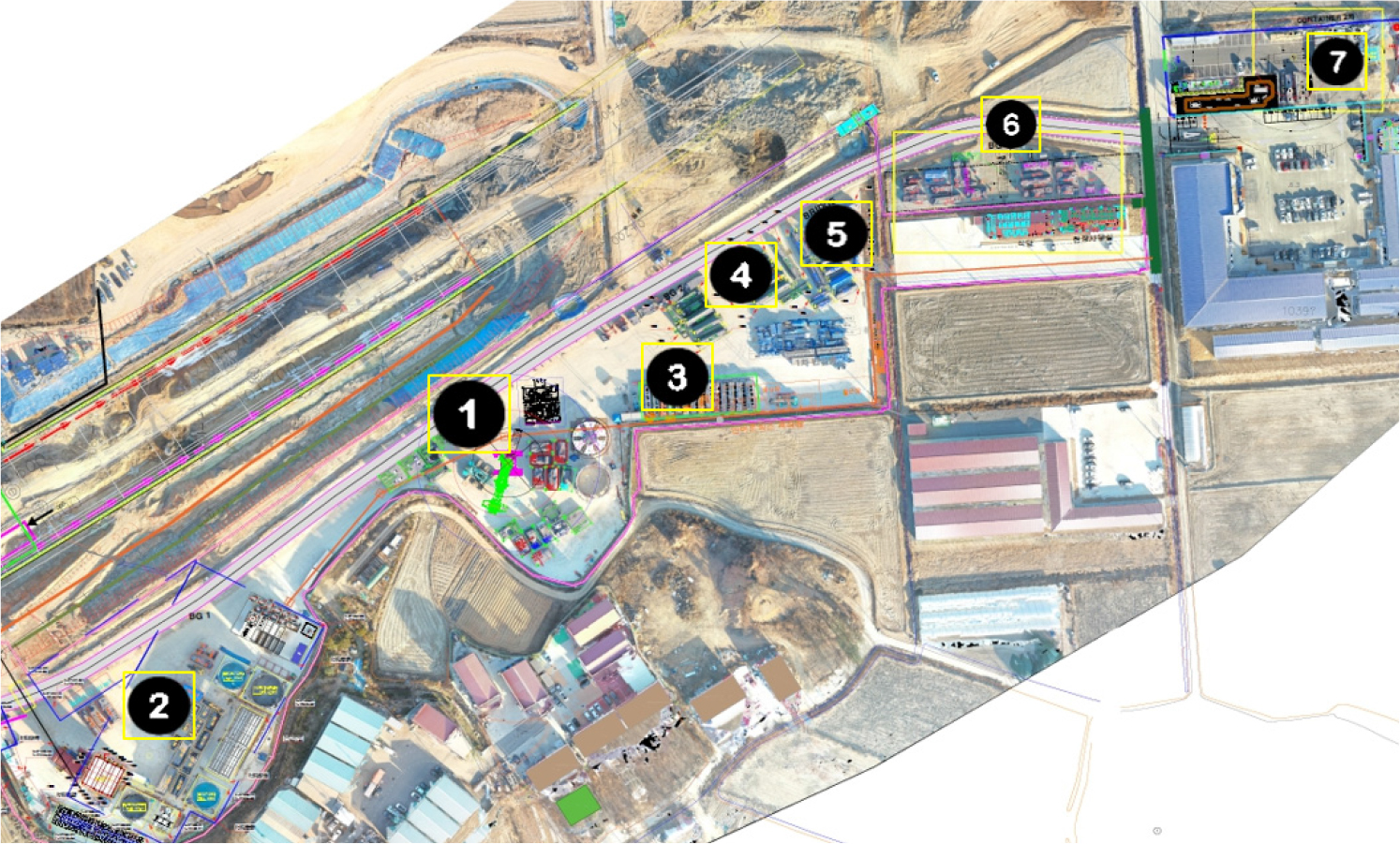
Table 3.
Ground layout plan TBM assembly
4. 쉴드TBM 장비 주요 조립공정
4.1 쉴드TBM 본체 핵심부분의 조립 개요
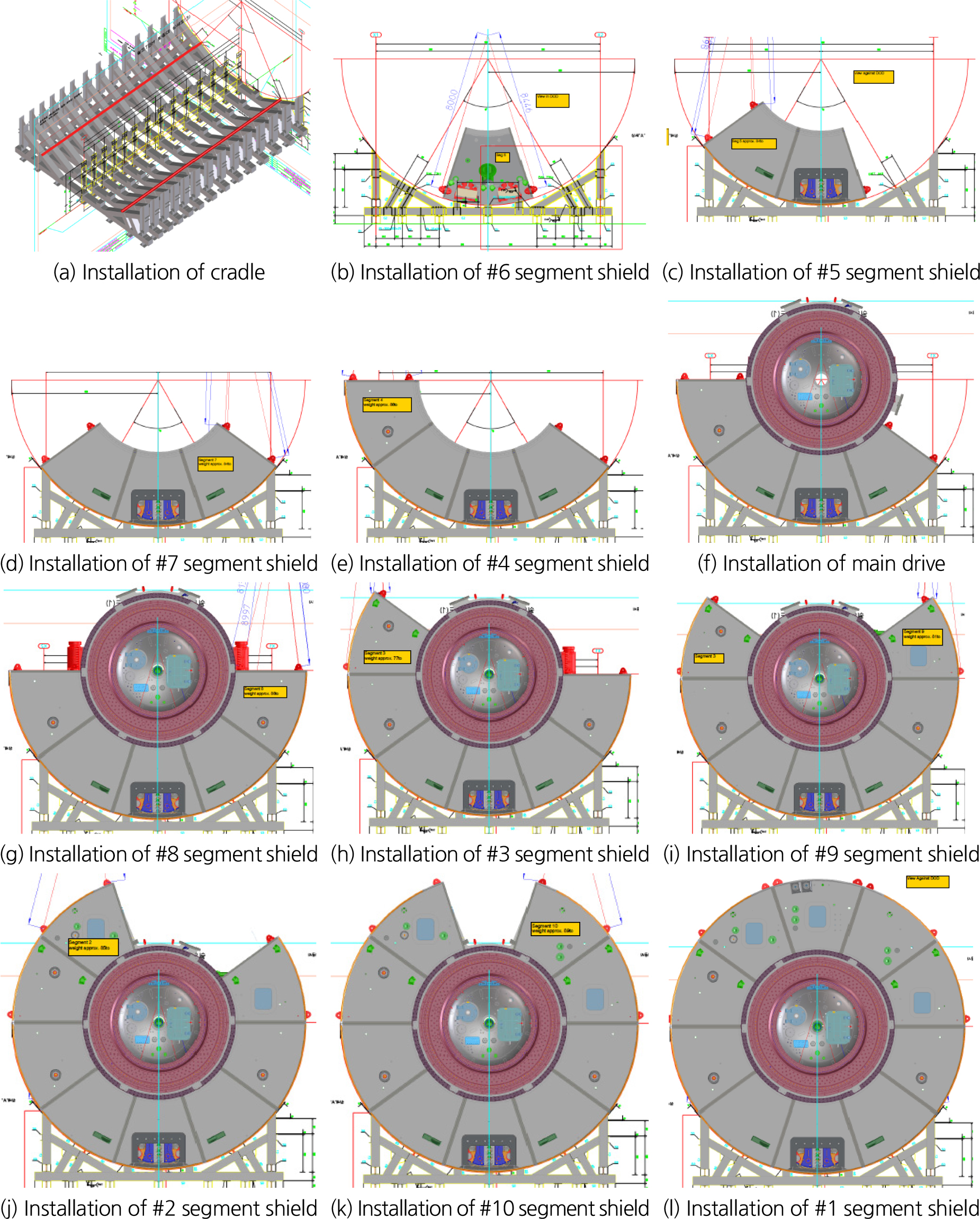
당 현장 장비의 쉴드TBM 본체조립은 갱문에서 커터헤드 삽입을 고려한 위치에서 이루어지며 조립 순서는 다음과 같다.
① 쉴드 받침대 설치
② 하부 쉴드본체(쉴드 세그먼트 #6 → #5 → #7 → #4) 조립
③ 메인드라이브 설치
④ 상부 쉴드본체(쉴드 세그먼트 #3 → #9 → #2 → #10 → #1) 조립
⑤ 커팅휠 조립
⑥ 이렉터 조립
⑦ 테일쉴드 조립
위의 조립순서 중 메인드라이브 조립, 쉴드본체의 조립(총 10개의 세그먼트로 분할) 순서와 커팅휠의 인양에 대해서는 아래에 기술하였다.
4.1.1 메인드라이브 조립
TBM 장비의 핵심인 커터헤드를 구동시키는 일련의 장치를 메인드라이브라고 한다. 당 현장의 메인드라이브는 메인베어링(Main bearing), 스페리컬베어링(Spherical bearing), 센터팟(Center pot), 디스플레이스먼트 잭(Discplacement jack), 구동모터(Electrical motors)로 구성되어있으며, 모든 조립이 끝난 후 인양을 위한 리프팅 디바이스(Lifting device)가 있다. 메인베어링은 구동모터로 커터헤드를 회전시키는 장치로 외부 이물질 및 지하수 침투를 방지할 수 있게 8 bar의 씰링 시스템을 갖추고 있으며, 스페리컬베어링과 디스플레이스먼트 잭은 재밍(Jamming) 및 틸팅(Tilting)을 방지하는 장치이다. 메인드라이브는 커터헤드와 마찬가지로 지지대 위에서 조립이 된 후 쉴드본체의 하부 세그먼트가 조립이 되며 그 위에 얹게 된다. 메인드라이브 조립 순서의 주요 공정은 아래와 같다(Korea Expressway Corporation, 2022).
① 지지대의 설치
메인드라이브 조립을 위한 지지대를 설치한다. 바닥콘크리트의 파손 방지를 위해 필요시 철판을 깔기도 한다. 지지대는 스페리컬베어링용 4개와 메인드라이브용 4개를 설치하며 각각의 설치위치에 따른 높이를 적용하기 위하여 레벨 측량을 실시하여 정확히 설치 되도록 한다(Fig. 7 참조).
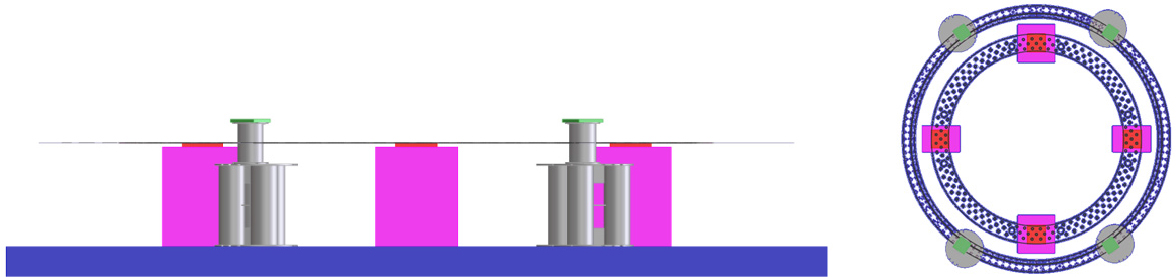
② 스페리컬베어링의 거치
지지대 위에 스페리컬베어링을 거치한다. 스페리켈베어링이 수평으로 설치 될 수 있도록 지지의 높이를 유압잭이나 높이 조정용 철판을 이용한다(Fig. 8 참조).
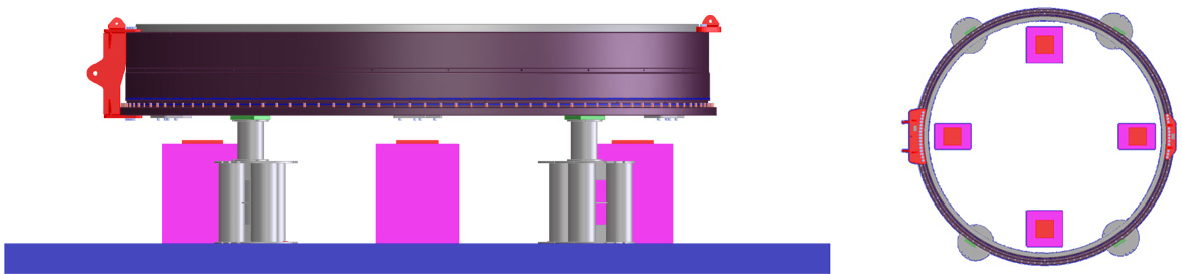
③ 메인베어링의 삽입
스페리컬베어링 내부에 그리스 도포 후 수평을 맞춘 메인베어링을 하강시켜 삽입한다(Fig. 9 참조).
④ 센터팟 및 전기모터의 설치
메인베어링 위로 센터팟을 거치 및 고정 후 전기 모터(350 kW ×17개)를 설치한다(Fig. 10 참조).
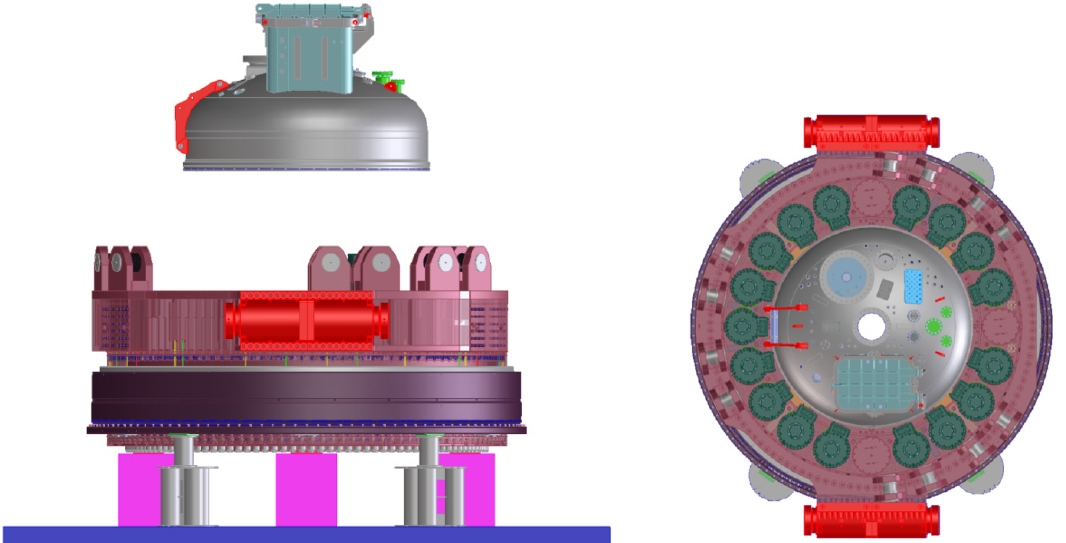
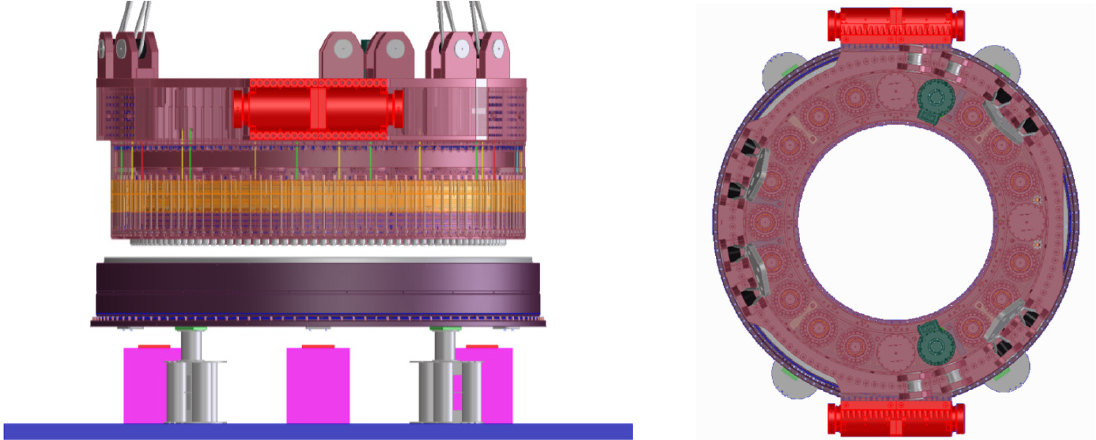
⑤ 인양용 리프팅 디바이스 설치
메인드라이브 인양용 리프팅 디바이스를 설치하고 준비된 쉴드TBM 본체 하부 세그먼트에 장착한다(Fig. 11 참조).
4.1.2 쉴드TBM 본체 조립
제작사에서 제공한 조립순서에 의거하여 받침대 위에 쉴드TBM 본체 세그먼트(Segment)를 순차적으로 조립한다. 쉴드TBM 본체는 총 10개의 세그먼트로 구성되어 있으며 바닥부 6시 방향, #6번 세그먼트 먼저 설치한 후, 단계별로 좌우측으로 조립해 나간다. 하부 세그먼트는 #6 → #5 → #7 → #4 순으로 조립하고, 메인드라이브를 거치하여 고정한 후, 상부 세그먼트 #3 → #9 → #2 → #10 → #1 순으로 조립하여 완성한다. Fig. 12는 쉴드TBM 본체 조립순서 모식도이다(Korea Expressway Corporation, 2022).
4.1.3 커터헤드 인양
지상에서 사전 조립 및 용접이 완료된 커터헤드는 자주식 모듈러 트레일러(Self-Propelled Modular Transporter, SPMT)에 의해 발진부지로 운반된다. 메인드라이브를 장착한 쉴드TBM 본체가 완성되면, 갱문과 쉴드TBM 본체의 굴착챔버(Excavation Chamber)사이에 설치된다. 커터헤드 중량 505톤과 발진부지 내 작업 여건 등 검토 결과, 750톤의 휠타입 카운터 웨잇(Wheel type counterweight)장치를 장착한 메인크레인과 600톤의 보조크레인이 투입되었다. 750톤 메인크레인의 붐(Boom)길이는 54.9 m이며 Table 4를 고려하여 산정되었다.
Table 4.
Estimation of main crane boom length
| Related TBM | Related main crane | ||
| Backup gantry height (m) | Cutterhead Dia. (m) | Wire length (m) | Hook length (m) |
| 20 | 14.01 | 14 | 3 |
| Total: 51.01 m → Calculated 54 m considering the safety factor | |||
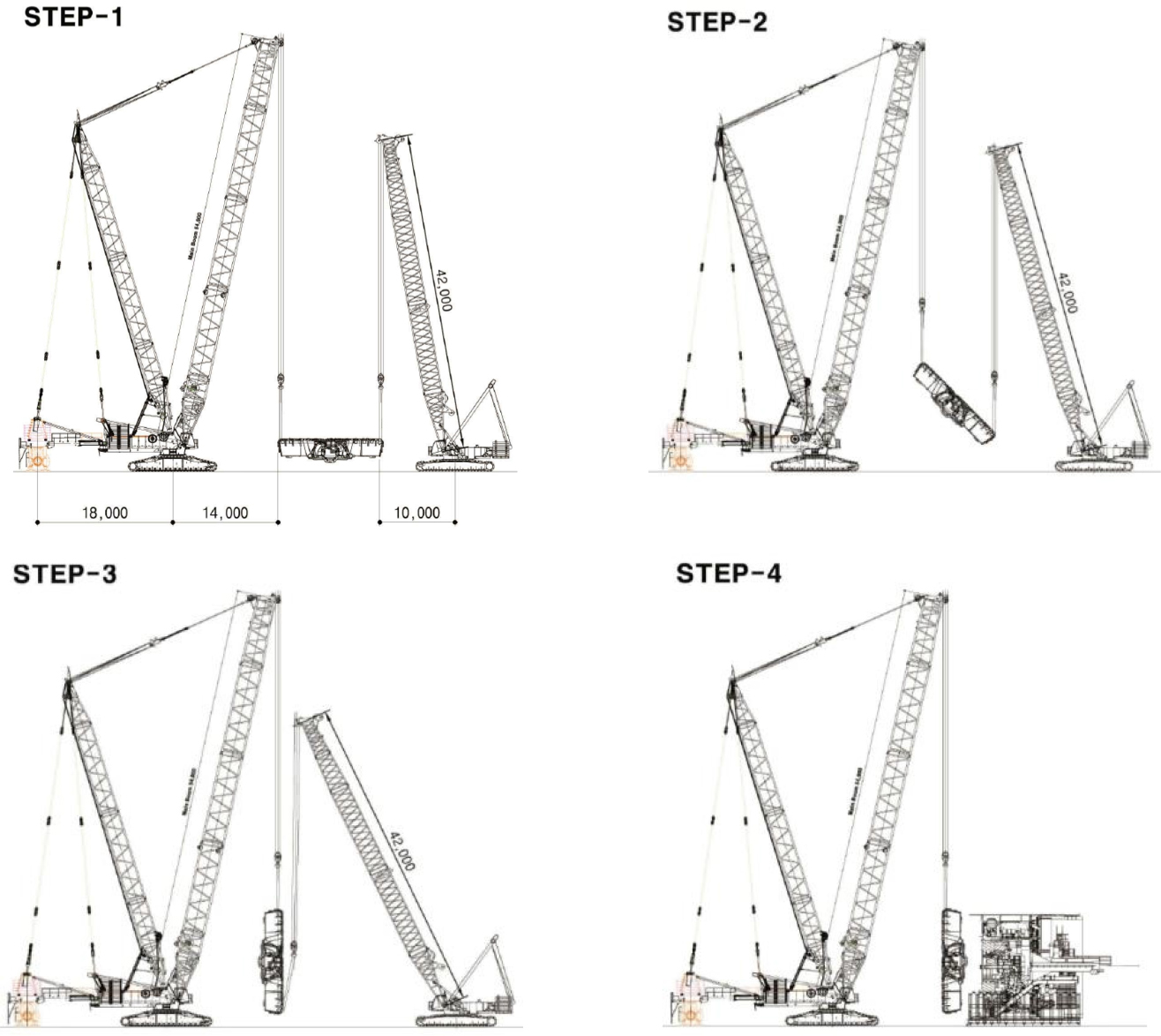
커터헤드는 인양 시 메인크레인과 보조크레인이 동시에 인양을 해야 하며, 수직 상태가 되면 보조크레인의 인양고리를 해체한다. 커터헤드의 조립 위치에 이동 및 거치 후 기존 조립된 쉴드TBM 본체와 결합한다. Fig. 13은 커터헤드 인양 순서를 나타낸 그림이다.
4.2 후방대차(Backup Gantry) 조립 개요
쉴드TBM의 후방설비는 굴착 및 세그먼트 조립을 위한 구동 전력, 버력 반출을 위한 설비 운영, 터널 내 각종 수전설비, 환기설비, 비상장치를 운영할 수 있도록 구성된 거대한 시설이며, 제작사의 경험에 따라 위치를 선정하여 배치되는 경우가 일반적이나, 필요에 따라 옵션 설비는 제작 시 추가할 수 있다. 당 현장의 후방설비는 백업 갠트리 1~4번까지 구성되며, MSV 이동을 위한 인버트 박스 설치와 TBM 장비 이동을 위한 레일을 부설할 수 있는 브리지로 구성되어 있다. 본 장은 후방설비의 주요 기능을 중심으로 검토하였다.
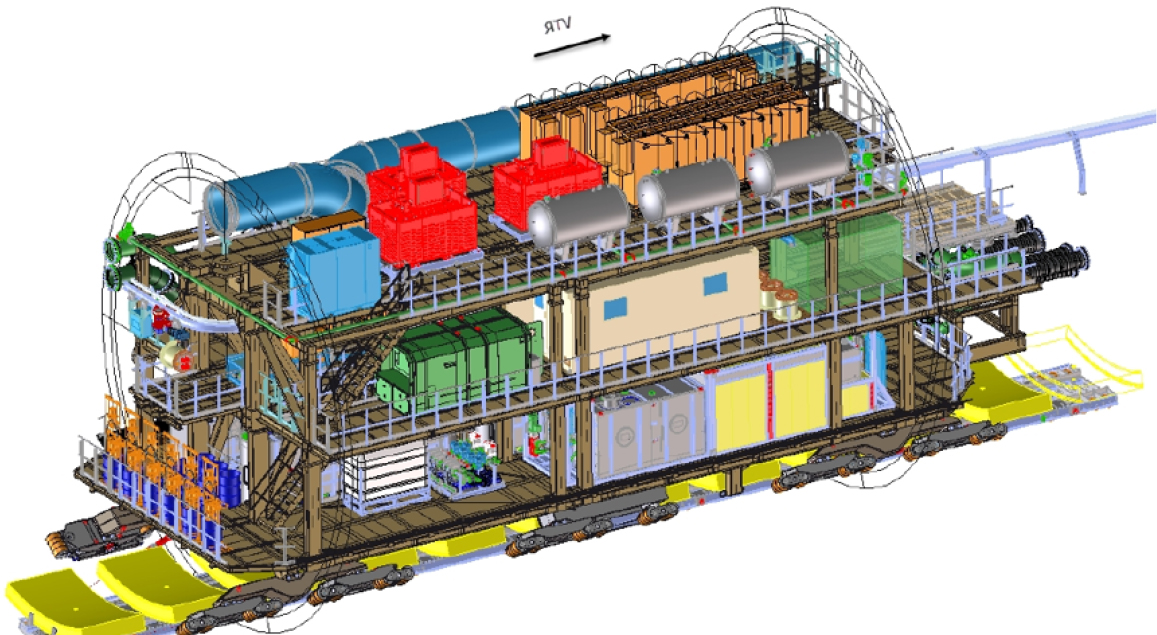
4.2.1 후방설비 1번
후방설비 1번의 주요기능은 TBM본체 운영을 위한 직접적인 장치가 설치되어 있고, 후방설비 중 설치 기자개가 가장 많고 조립기간이 오래 소요되는 구간이다. 후방설비 1번은 다른 후방설비 보다 중량이 무겁고 하부 세그먼트 운반통로로 인한 부기(Boogie)타입의 이동 방식을 채택하였다. Fig. 14는 후방설비 1번의 개요도로 주요 장치는 운전실(Control Cabin), 각종 판넬 및 변압기(Transformer), 슬러리 배니펌프(P2.1), Backfill Grouting 설비 및 탱크 /그리스(Grease) 펌프, 세그멘트 피더, 유압 파워팩, 근로자용 컨테이너, 자재 및 도구 운반용 크레인, 물탱크, 벤토나이트 압력탱크(막장압 유지용)가 있다. 조립순서는 하부 이동장치부터 1층에서 2층 순서로 조립한다.
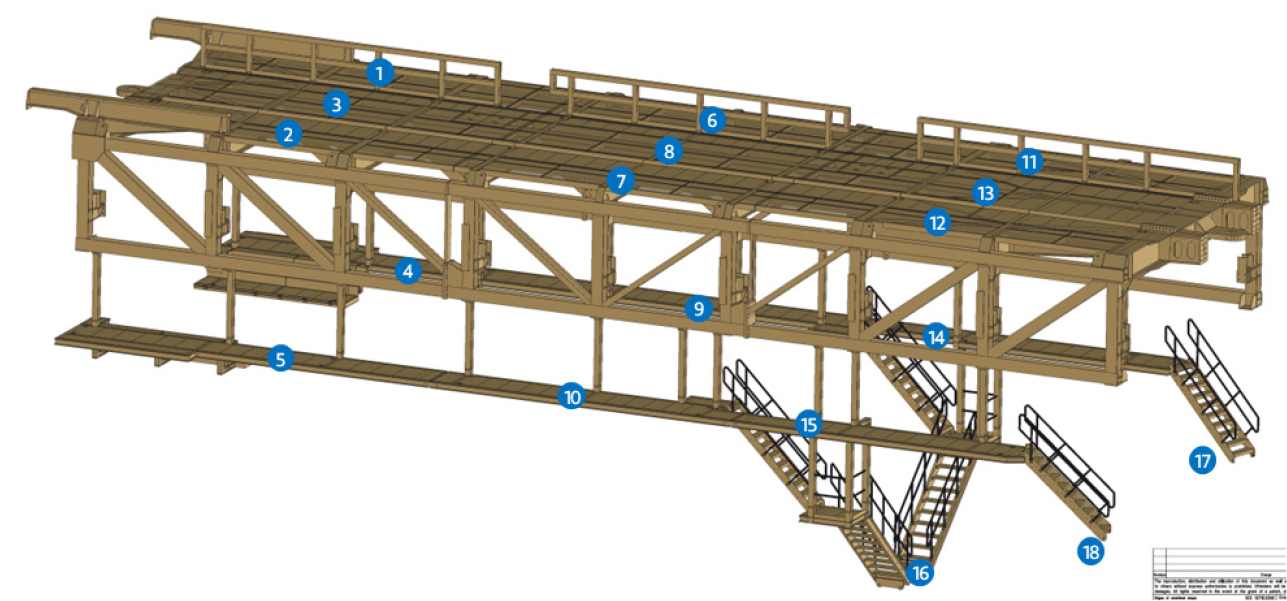
4.2.2 브리지(Bridge)
후방설비 1번과 2번 사이에 설치되는 브리지는 인버트박스와 쉴드TBM을 이동시키는 레일을 설치할 수 있는 공간이다. 브리지의 주요 장치는 에어 컴프레샤, 세그먼트 크레인, 인버트박스 크레인(Road element crane) 등으로 구성된다. 브리지는 총 3분할로 구분되며, 상판을 사전조립(1~3)한 다음 설치하고, 하부에 통로(4~5)를 설치한다. 중간(6~10) 및 전방(11~15)에 대해서도 동일한 방법으로 설치하며, 최종적으로 상하 이동을 위한 계단(17~18)을 설치하여 마무리한다(Fig. 15 참조).
4.2.3 후방설비 2번
Fig. 16에 나타난 후방설비 2번의 주요장치는 터널 구조물인 세그먼트와 인버트박스의 이동장치가 세그먼트 크레인과 인번트박스 크레인이 장착되어 있고, 페수 탱크와 각종 자재의 하차구역이다. 후방설비 2번부터 이동방식은 레일타입으로 바뀌며, 조립순서는 하부에서 상부로 순차적으로 조립한다.
4.2.4 후방설비 3번
후방설비 3번의 주요장치는 비상시 작업자가 대피할 수 있는 피난챔버의 설치로, 터널 내 작업인원을 고려하여 20인용 피난챔버를 설치하였다(Fig. 17 참조). 또한 배관을 연장할 수 있는 파이프가 있고, 인버트박스 크레인이 시작되는 곳이다. 조립순서는 하부에서 상부로 조립한다.
4.2.5 후방설비 4번
Fig. 18에 나타난 후방설비 4번은 2,3번과는 달리 규모가 크고, 주요 장치는 고압 케이블 드럼, 호스릴, 배관연장 시스템, 배관크레인, 폐 ‧ 이수탱크, 화장실, 2차 환기팬(Secondary ventilation fan), 환기튜브 연장용 덕트(Fan-tube extension duct)가 설치된다. 조립순서는 하부 휠부터 상부로 순차적으로 조립되나 각종 부속장치에 따른 조립공정이 세부적으로 발생한다.
5. 쉴드TBM 조립공정 개선
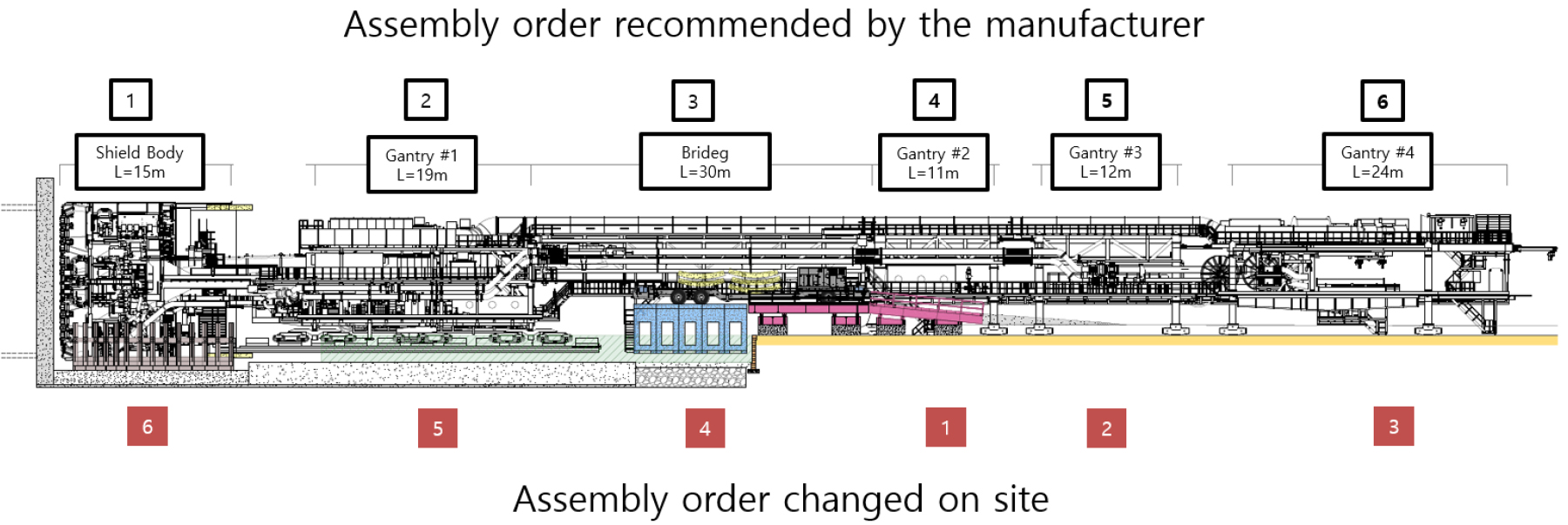
5.1 갱문 관련 공사 간섭 회피를 위한 쉴드TBM 조립 순서 변경
쉴드TBM 터널은 입출구부의 가이드 역할을 하면서 발진시에는 지하수, 이수(Slurry), 토사 및 뒤채움 주입재가 작업구 내로 역류하는 것을 방지(KTA, 2022)하는 엔터란스 패킹(Enterance packing)을 설치하는 공정이 필요하다. 당 현장의 경우 별개로 갱문을 설치하고 CIP가시설 벽체를 해체하는 공정이 설계되어 있었다. 쉴드TBM의 조립은 갱문관련 공정이 마무리 되어야 쉴드TBM 본체의 조립을 시작으로 후방설비를 갠트리 1, 브리지, 2, 3, 4 순으로 조립하는 것이 제작사의 권고 공정이었다(Fig. 19 참조). 현장에서는 갱문 관련 공사 중 14.01 m의 갱문 조성도 국내 최초였지만, 특히 가시설 해체 소요 시간 산정이 다양한 변수로 어려웠다. 쉴드TBM 본체부터 순차적인 공정계획은 차질이 우려되어 Fig. 19와 같은 순서로 변경하였다.
Fig. 19와 같이 작업순서를 변경 할 경우, TBM 장비 하부에 설치된 이동 타입(Boogie 타입, Wheel 타입)에 따라 종단경사와 그에 따른 구조물의 계획이 매우 중요하다. 또한 Fig. 19는 완성 후의 모습으로 커터헤드가 갱문앞에 바로 위치해 있지만, 커터헤드 조립을 위한 공간 확보가 중요하며, 공간확보 후 장비의 조립 및 이동을 고려하여야 한다.
갱문 설치와 엔터란스 패킹 소요예상 공기 20일, 가시설 해체 예상 공기 20일 약 40일의 간섭공정을 개선하여 후방설비 2번의 조립시작으로 3번, 4번, 브리지, 후방설비 1번으로 조립을 수행하였고, 후방설비 2, 3, 4번 조립 시 쉴드TBM 본체와 후방설비 1번의 바닥콘크리트와 반력대 기초를 공정 간섭 없이 시공하였다.
5.2 커터헤드(Cutterhead) 운반 개선
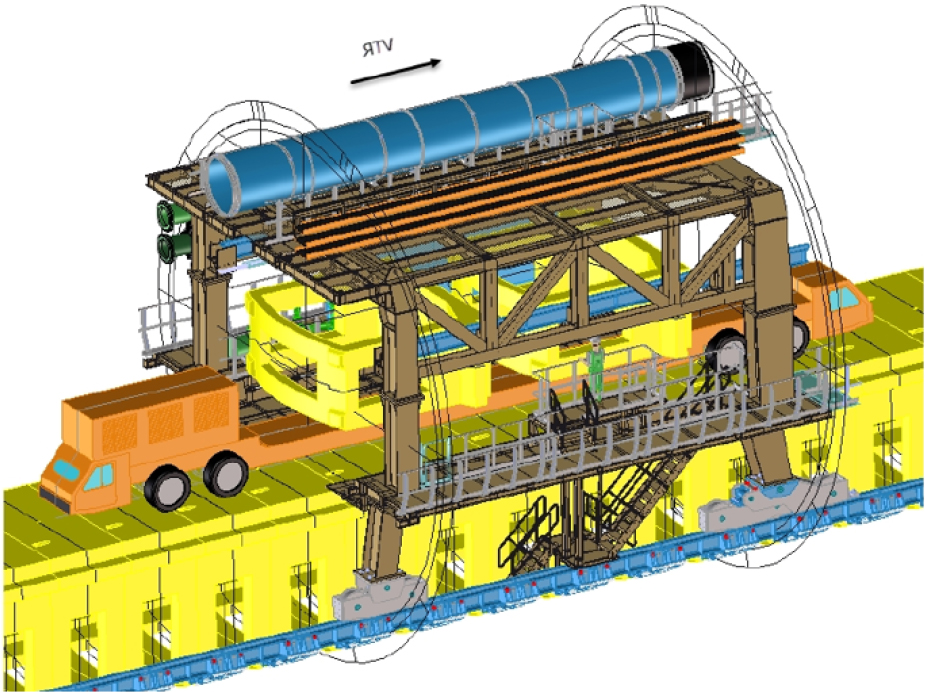
앞서 4.1.3절에 기술한 바와 같이 커터헤드는 중량 약 505톤, 직경 14.01 m에 이르기 때문에 지상에서 발진부지로 이동하는 공정의 개선이 필요하다. 커터헤드 조립 시 운반장비로 이동을 고려한 커터헤드 지지대의 높이를 산정하여 조립 당시부터 최적의 운반을 고려하였다. 최초 커터헤드 조립 시 하중 분산 및 하부 콘크리트 손상 방지를 위한 철판(6 m × 2.4 m × 30 t)을 설치하고, 조립 시 커터헤드의 중량 및 크기에 따른 균형을 고려한 받침대의 레벨 측량을 실시하였다(Fig. 20 참조).
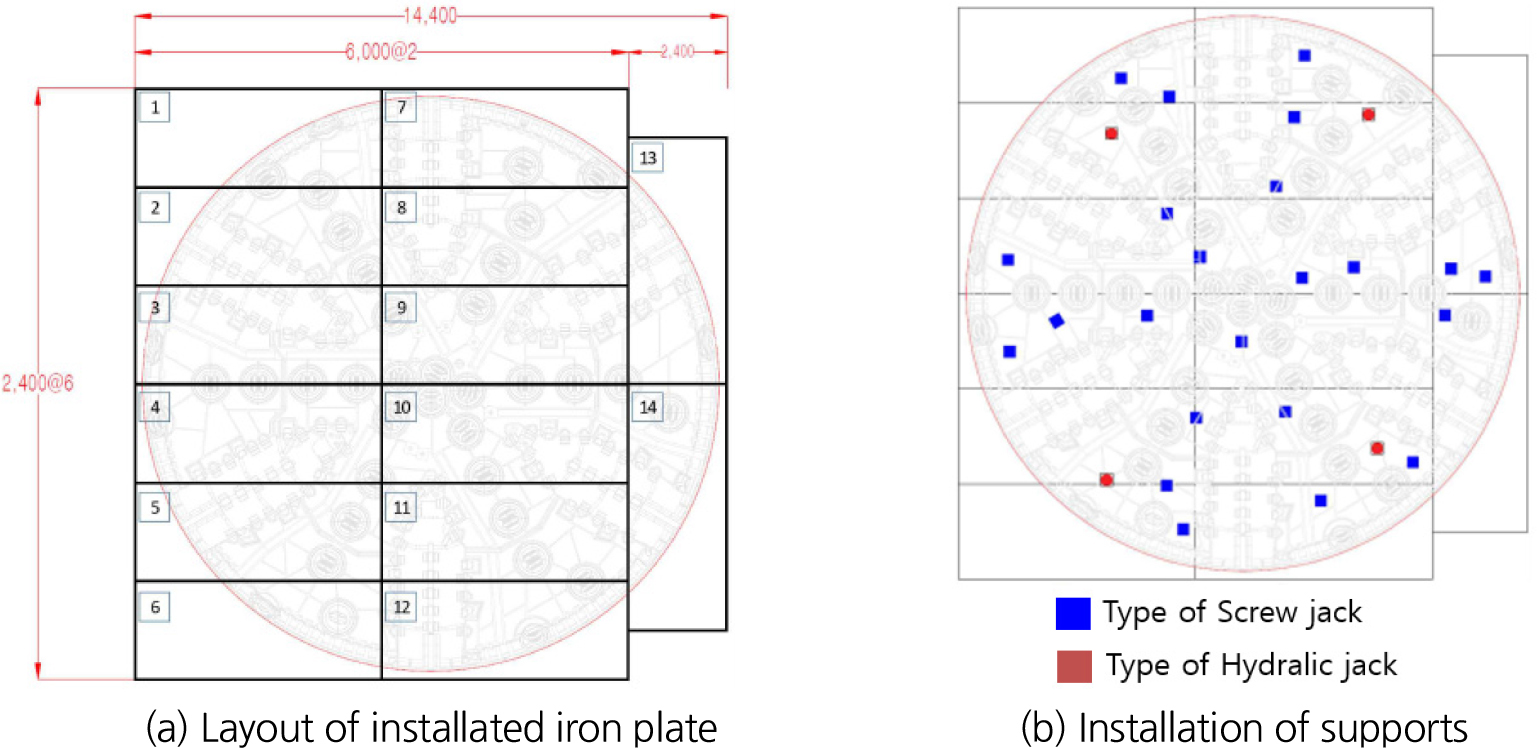
이때, 이동을 고려한 지지대의 지지 위치와 높이를 계획하여 커터헤드 인양 시 필요한 750톤 메인 크레인과 600톤의 보조 크레인의 투입을 배제하였다. 커터헤드 운반장비인 자주식 모듈러 트레일러(SPMT)는 내부에 장착된 잭을 이용하여 ±300 mm의 유격이 가능하므로 커터헤드 상차 및 운반을 동시에 고려하였다. 자주식 모듈러 트레일러(SPMT) 적용 시 중점 고려사항은 아래와 같다.
5.2.1 커터헤드 규모를 고려한 SPMT 제원 및 사양 선정
자주식 모듈러 트레일러(SPMT)의 축하중과 바퀴의 개수 산정을 위한 TBM의 제원 및 중량, SPMT의 제원을 산정하였다. 산정된 각 장비의 데이터는 Table 5와 같다.
Table 5.
Data calculation for SPMT specification
| Classification | Length (m) | Width (m) | Height (m) | Weight (ton) |
| Trailer data | 21,400 | 2,430 | 1,460 | 125 |
| Shield TBM | 14,010 | 14,010 | 3,200 | 505 |
| Calculation | 21,400 | 14,010 | 4,660 | 630 |
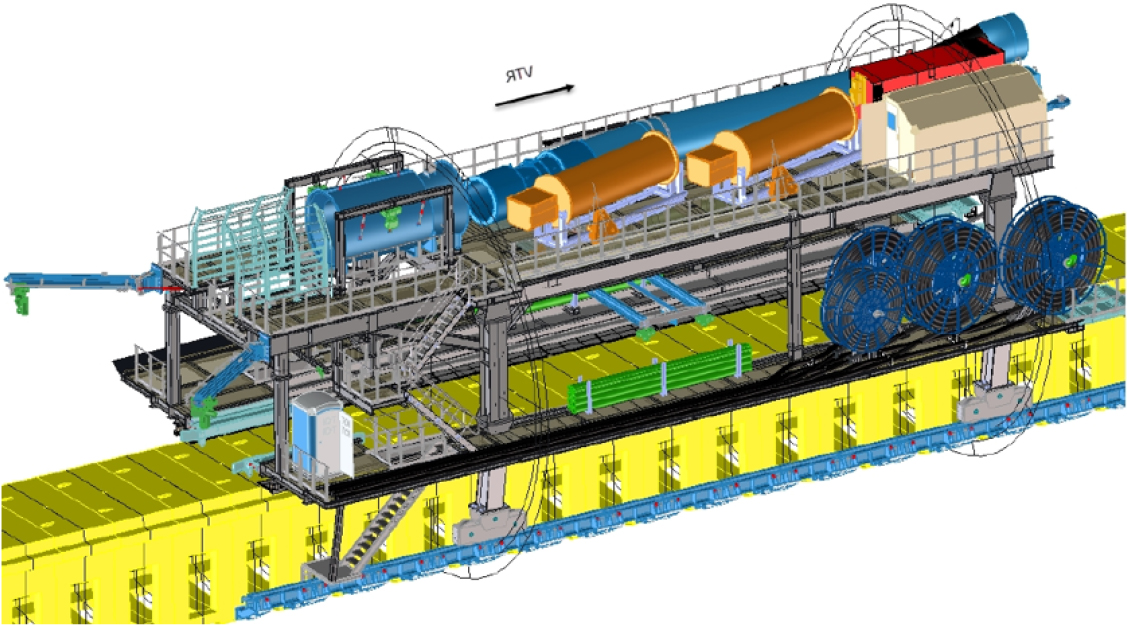
Table 6에 의해 가장 큰 중량물인 커터헤드는 SPMT를 포함하여 총 630톤이 계산되었고, 이를 위한 SPMT의 축과 바퀴의 개수가 산정되었으며, 12축의 SPMT 4대의 연결하여 상차가 가능한 것으로 검토되었다(Fig. 21 참조).
Table 6.
Result of load data
| Classification | Weight (ton) |
| Total load | 630 |
| Axle load | 630 / 24 axle = 26.25 |
| Wheel load | 630 / 96 wheel = 6.56 |

5.2.2 커터헤드의 SPMT 상차 방안 및 제동을 고려한 종단경사 검토
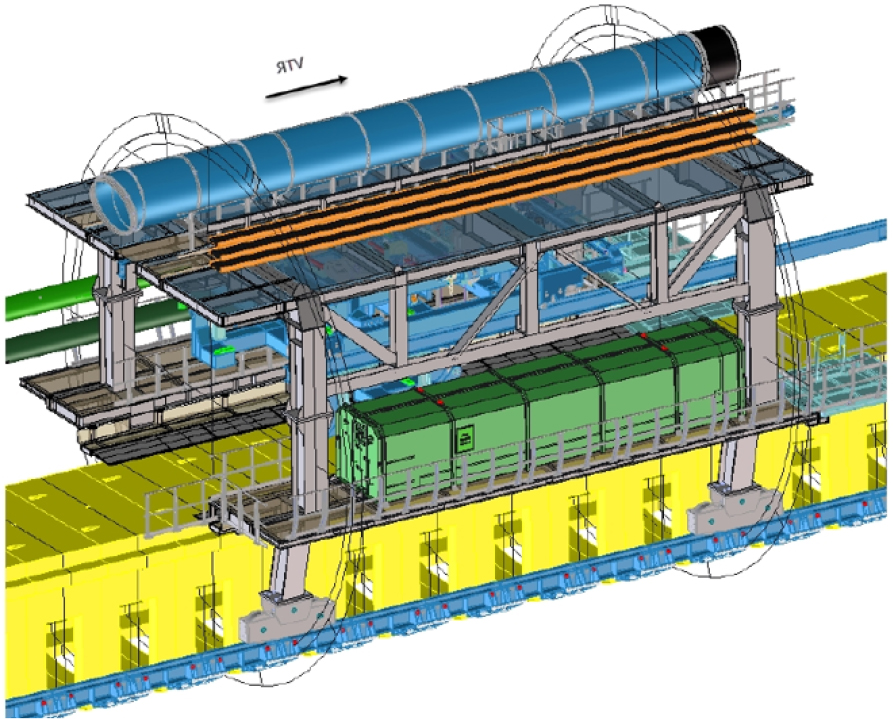
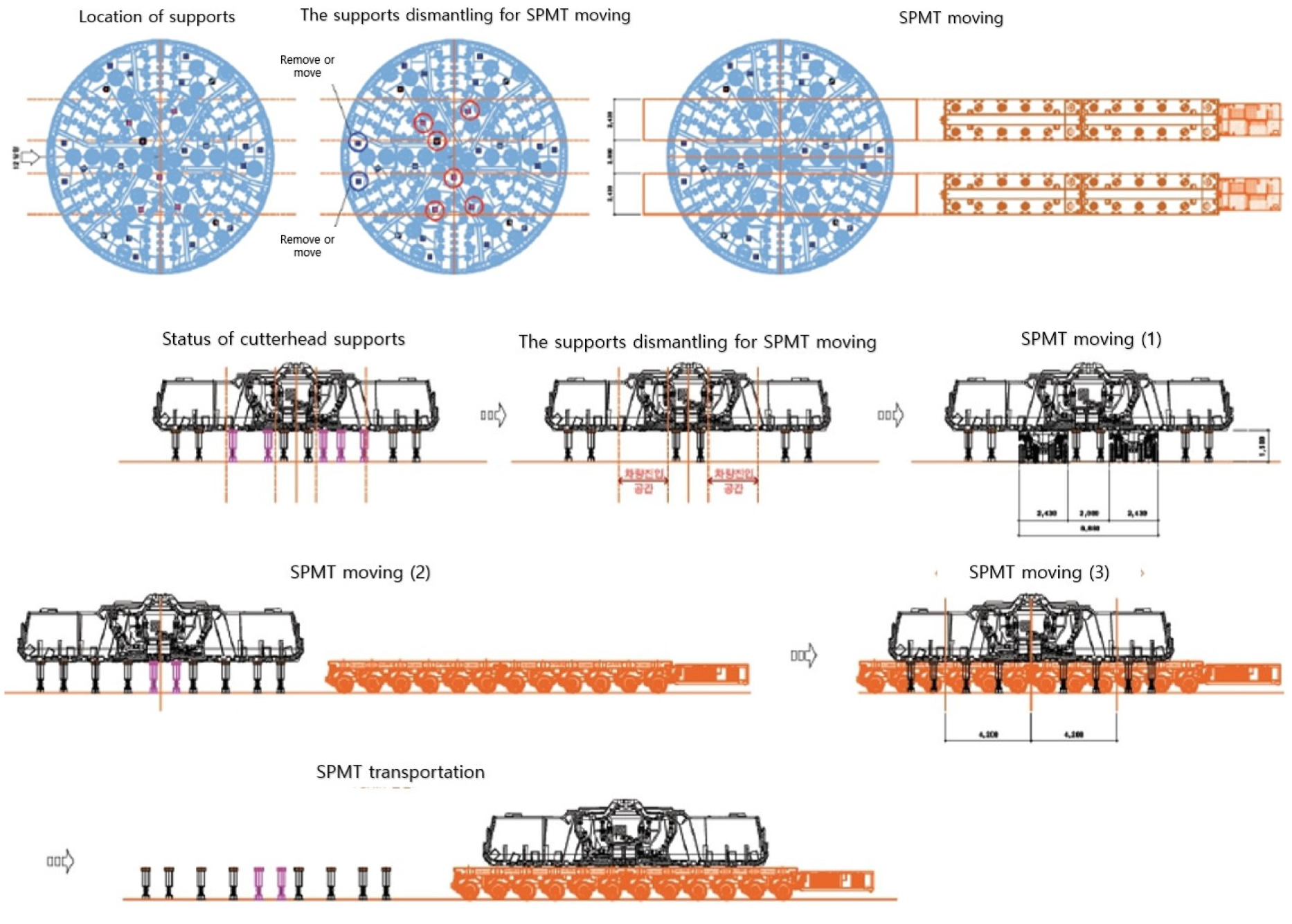
Fig. 20과 같이 커터헤드 지지대를 설치할 때, SPMT의 전고가 1,500 mm 인 것을 감안하여 지지대의 높이를 1,500 mm 이상으로 설치하고, SPMT가 진입하여 커터헤드를 상차할 수 있게 지지대를 제거할 수 있는 배치를 고려하면, ±300 mm의 유격이 가능한 SPMT는 커터헤드 하부로 진입하여 커터헤드를 자체적으로 상차할 수 있다. Fig. 22는 커터헤드 상차방법의 순차적인 그림이다.
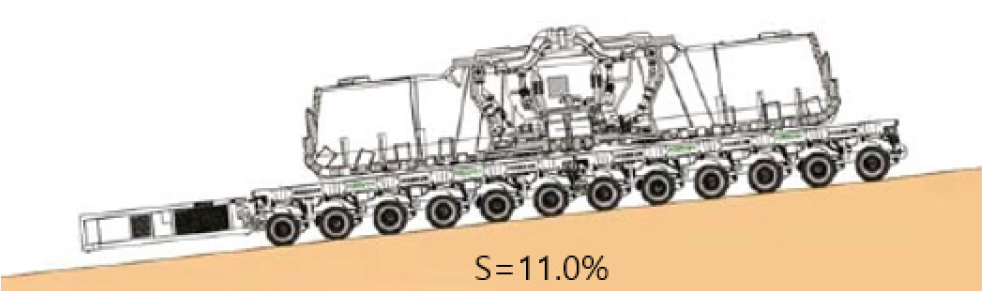
일반적으로 커터헤드를 운반할 때 운반차량은 일정 속도로 이동함에 따라, 제동이 필요할 경우 평지에서는 큰 문제가 발생하지 않지만, 당 현장과 같이 지상에서 발진부 아래로 이동할 경우 종단경사에 대한 제동능력(Brakeage) 검토가 필수적이다. 가장 큰 중량의 커터헤드는 정지 시 관성에 의한 하중의 이동이 큰 문제를 발생시킬 수 있고, 실제 커터헤드를 포함한 쉴드TBM 본체를 지상에서 일체 조립 후 발진부지로 이동하는 계획 검토에도 불구하고 쉴드TBM본체의 중량과 커터헤드 방향으로 집중되어 있는 무게 중심을 고려하기가 쉽지 않아 전체 조립 후 이동은 배제하였다. Table 7은 총 중량과 경사도에 관한 운반회사의 계산 결과로 당 현장은 11%에서 총 11개의 축이 필요한 것으로 분석되었다. Fig. 23은 커터헤드 운반 시 11% 경사도에 대한 개요도이다.
Table 7.
Brakeage review considering weight
6. 결 론
본 연구에서는 국내 최대 직경인 쉴드TBM을 수직구를 통한 작업 방식이 아닌 발진부지를 통한 조립 및 초기굴진 계획 시 현장조건을 감안한 발진부지 및 지상 배치 계획, 실드TBM 장비의 주요 조립공정 계획, 특히 간섭공정에 따른 공기손실을 최소화할 수 있는 개선사항 등을 검토 ‧ 분석하였으며 본 연구에서 얻어진 결론은 다음과 같다.
1. 쉴드TBM 조립을 위한 발진부지의 배치는 쉴드TBM 본체 및 후방설비 외에도 인양 및 운반장비의 필요 공간을 고려하여야 하며, 평면 배치 계획 시에는 인양장비(크레인)와 TBM 장비와의 간섭에 따른 회전반경과 메인붐의 길이를 고려되어야 하며, 종단경사는 커터헤드와 운반장비의 중량과 규모를 반영하여 제동능력을 산정하였다.
2. TBM 조립을 위한 지상배치는 제작공장에서 Packing 시부터 검토되어야 하며 발진부지로의 운반을 고려한 지상 배치가 이루어 져야 한다.
3. 갱문과 엔터란스 패킹의 설치 및 기존 가시설 해체에 소요되는 기간 동안 쉴드TBM 본체 조립의 지연을 고려하여 후방설비 2번부터 3번, 4번, 브리지, 후방설비 1번, 쉴드TBM 본체의 순서로 조립하여 갱문관련 공정에 대한 간섭을 배제하여 공정을 개선하였다.
4. 커터헤드의 경우 규모와 중량 등의 요인으로 발진부지에서 조립이 불가하여 지상조립을 수행하였으며, 지상조립 시 메인크레인과 보조크레인에 의한 SPMT의 상차 공정을 개선하여 지지대의 높이와 제거 가능한 위치를 선정, 자주식 모듈러 트레일러(SPMT)에 상차와 이동을 동시 수행하여 공정을 개선하였다.
