

1. 서 론
2. 적용 대상 현장의 TBM 커터헤드 설계조건
3. TBM 커터헤드의 설계
3.1 TBM 커터헤드의 설계방법
3.2 적용 대상 현장에 대한 TBM 커터헤드의 설계결과
4. TBM 커터헤드의 제작
5. 설계・제작된 커터헤드를 장착한 쉴드TBM의 현장적용 및 성능평가
6. 결 론
1. 서 론
TBM (Tunnel Boring Machine)은 기계화 터널공법(mechanized tunnelling method) 가운데 가장 대표적인 전단면 터널 굴착장비로서, 친환경성과 더불어 고속시공 및 안전성 확보 측면에서 전 세계적으로 그 활용이 급증하고 있다(Gütter et al., 2011; Jodl & Resch, 2011).
그러나 TBM의 설계・제작과 관련된 핵심 기술을 일부 국가에서만 비공개로 보유하고 있는 실정으로서, TBM터널의 건설을 위해서는 외국 기술에 의해 설계・제작된 TBM을 수입할 수밖에 없는 상황이다. 따라서 독자적인 TBM 설계・제작기술의 개발이 시급하다고 할 수 있다(Bae & Chang, 2006).
TBM의 주요 구성 가운데 TBM의 굴착성능을 좌우하는 중요한 부분은 암반 굴착용 디스크커터(disc cutter)와 토사지반 굴착용 커터비트(cutter bit)들이 지반조건에 따라 달리 배열 및 장착되는 커터헤드(cutterhead)라고 할 수 있다(Rostami, 2008). TBM 커터헤드에 대한 연구는 주로 디스크커터의 작용력 산출과 그에 따른 커터헤드의 굴진율과 관련된 내용으로 국한되어 있는 상황으로서(Ates et al., 2014; Chang et al., 2012; Chang et al., 2011; Cho et al., 2013; Rostami, 2013; Wang et al., 2012), 커터헤드의 상세 배열설계와 제작과 관련된 기술들은 일부 연구를(Huo et al., 2011) 제외하고는 좀처럼 공개되지 않고 있다.
최근 들어 Bae et al. (2014)이 독자적으로 개발한 기술에 의해 쉴드TBM을 재활용(refurbishment)하기 위하여, 해저 배출관로 터널을 대상으로 국산 커터헤드를 설계・제작하고 현장에 적용하여 굴착공사를 성공적으로 마무리한바 있다.
본 연구는 이상과 같은 기존 연구의 후속 연구로서, 실제 전력구 터널을 대상으로 설계・제작된 커터헤드를 장착한 토압식 쉴드TBM을 굴착공사에 적용하여 그 성능을 검증한 결과이다. 특히, 본 연구에서는 TBM 커터헤드의 설계를 위한 커터헤드의 설계절차와 그에 따른 현장 굴착성능의 예측방법들을 함께 정리하였다.
2.적용 대상 현장의 TBM 커터헤드 설계조건
본 연구의 대상 현장은 OO송전선로 지중화공사 현장으로서, 변전소 신설을 위한 케이블 설치용 쉴드TBM터널 공사현장이다.
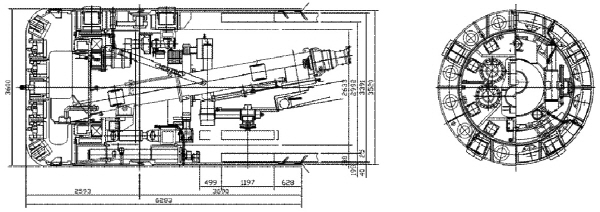
본 연구에서 설계・제작한 국산 커터헤드 장착 쉴드TBM은 굴착 외경이 3.6 m인 토압식 쉴드TBM으로서 종래에 일본 A사가 제작한 기존의 토압식 쉴드TBM (Fig. 1)을 재활용한 것으로 주요 제작 사양은 Table 1과 같다.
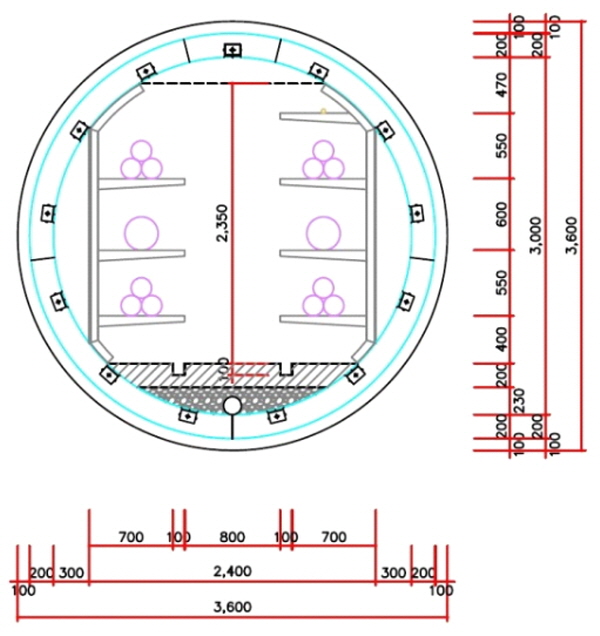
터널 단면 크기를 결정하는 세그먼트의 외경과 내경은 각각 3.4 m 및 3 m이며, 길이는 1.2 m에 5분할로 설계되었다(Fig. 2).
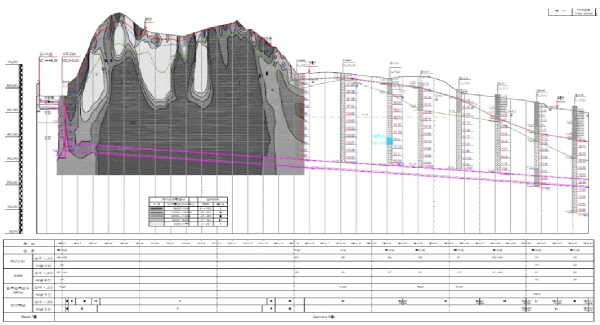
시공연장과 곡선반경은 각각 1,275 m 및 300 m이며, 심도 26 m의 수직구에서 TBM이 발진하여 심도 20 m의 수직구에 도달하는 종단경사 2.24%의 상향구배 굴착조건이다(Fig. 3).
굴착대상 지반조건은 풍화암에서 경암이 존재하는 조건으로 평가되었으며, 지반조사 결과로부터 얻어진 암석의 최소, 평균 및 최대 일축압축강도는 각각 10, 65 및 149 MPa로 나타났다(Table 2). 지질적으로는 선캠브리아기 경기편마암복합체인 흑운모화강편마암이 기반암으로 분포하고, 흑운모편마암, 호상편마암, 편암, 규암, 석회질편암, 대리암, 석회규산염암 등으로 구성된 퇴적기원의 변성암이 협재되어 있는 특징을 가진다. 특히, 현미경 관찰결과, 규암의 경우 석영의 함유량이 약 85%로 나타났다.
3. TBM 커터헤드의 설계
3.1 TBM 커터헤드의 설계방법
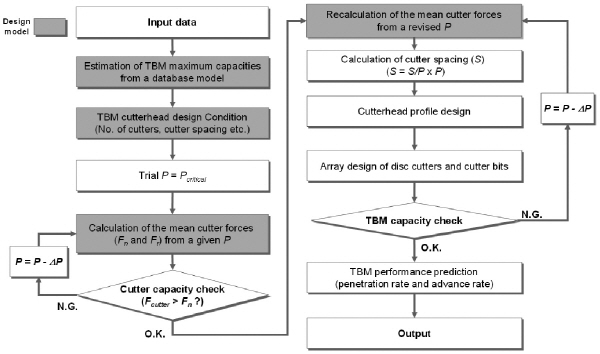
본 연구에서 적용된 TBM 커터헤드의 설계방법을 정리하면 다음의 Fig. 4와 같다. 첫 번째로 2장에 정리된 설계조건과 지반조사 결과를 바탕으로, 전 세계 약 5,000여개의 TBM 설계 및 시공 정보들이 포함된 데이터베이스(MLIT, 2011)를 활용하여 재활용 대상 TBM의 최대 추력(thrust), 토크(torque), 동력(power) 등의 최대 사양들을 추정한다. 두 번째로 설계대상 지반조건 가운데 일축압축강도가 가장 큰 암석을 대상으로 커터헤드 1회전당 디스크커터의 최대 관입깊이(penetration depth)를 초기값으로 가정한 후, 디스크커터에 작용하는 연직력(normal force)이 디스크커터의 최대 허용 용량, 즉 최대 연직력 이내로 발생하는 커터 관입깊이를 도출한다. 이때 관입깊이에 따른 디스크커터의 작용력을 산정하기 위해서 미국의 CSM (Colorado School of Mines)모델로 알려져 있는 Rostami et al. (1996) 모델 또는 Chang et al. (2011) 모델 등을 적용할 수 있다. 세 번째로 데이터베이스나 실물 절삭실험 등을 통해 얻어지는 최적의 디스크커터 절삭조건으로부터 디스크커터의 평균 간격을 도출하고 커터헤드의 스포크(spoke) 형태에 따라 디스크커터와 토사지반 굴착용 커터비트(cutter bit)의 배열을 설계하게 된다. 최종적으로 이상과 같이 설계된 커터헤드에 대해 최대 관입깊이를 적용할 경우에 TBM의 최대용량 이내로 TBM의 추력, 토크, 동력 등의 구동이 가능한지를 확인한 후 TBM의 굴진율을 예측하게 된다.
3.2 적용 대상 현장에 대한 TBM 커터헤드의 설계결과
앞서 정리한 TBM 커터헤드의 설계방법에 의해, 본 연구의 적용 현장을 대상으로 토압식 쉴드TBM의 커터헤드를 설계하였다. 이때 TBM의 굴착외경과 유사 조건에서의 기존 사례조사 결과들을 고려하여, 디스크커터의 크기를 2조건(15인치 및 17인치), 그리고 디스크커터의 간격을 3조건(70, 80, 90 mm)으로 하여 총 6가지 조건에 대해 커터헤드 설계의 적합성을 검토하였다(Table 3). 이때 17인치와 15인치 디스크커터의 최대 허용 연직력을 각각 245 kN 및 220 kN으로 적용하였다.
TBM의 외경과 앞선 2장의 지반조사 결과를 바탕으로, 기존 사례들의 데이터베이스(MLIT, 2011)를 활용하여 도출된 TBM 적합 사양과 재활용 대상 토압식 쉴드TBM의 기존 사양을 비교한 결과는 Table 4와 같다. Table 4의 결과에서 확인할 수 있듯이, 데이터베이스로 예측된 디스크커터의 개수의 상대오차는 7%에 불과하여 기존 설계사양과 거의 일치하는 것으로 나타났으며, 디스크커터의 크기 역시 상대오차가 2%로서 실질적으로 동일한 디스크커터의 직경을 산출하였다. 데이터베이스로 예측된 디스크커터의 평균 간격은 약 70 mm로서 기존의 80 mm와는 10 mm 차이를 보였지만 이 역시 큰 차이는 아니었다. 마지막으로 데이터베이스로 예측된 TBM의 최대 적합 사양들은 실제 재활용 대상인 기존 TBM의 사양들보다 크게 산출되었으나, 뒤이어서 설명한 바와 같이 소요 추력, 토크, 동력 및 회전속도 등을 검토한 결과 모두 TBM의 최대 사양 이내로서 산출되어 기존 TBM의 활용이 가능할 것으로 예측되었다.
앞선 2장의 지반조사 결과와 같이 본 연구대상 현장에서는 암석의 다양한 특성들이 측정되지 못하고 암석의 일축압축강도만이 측정되어, Bae et al. (2014)의 연구와 마찬가지로 암석의 일축압축강도를 활용하는 다음의 식 (1)∼(6)과 같은 CSM모델(Rostami and Ozdemir, 1993; Rostami et al., 1996)을 사용하여 관입깊이에 따른 디스크커터의 작용력을 산정하였다.



여기서  는 커터에 작용하는 총 하중,
는 커터에 작용하는 총 하중,  은 디스크커터의 반경,
은 디스크커터의 반경,  는 디스크커터 tip의 너비이며, 압력분포 상수
는 디스크커터 tip의 너비이며, 압력분포 상수  는 17인치 디스크커터인 경우에 0에 가까운 값으로 가정할 수 있다(Rostami et al., 1996). 이때 암석과 디스크커터 사이의 상호작용이 발생하는 영역을 정의하는 각도
는 17인치 디스크커터인 경우에 0에 가까운 값으로 가정할 수 있다(Rostami et al., 1996). 이때 암석과 디스크커터 사이의 상호작용이 발생하는 영역을 정의하는 각도  및
및  그리고 커터하부에 작용하는 기저 압력
그리고 커터하부에 작용하는 기저 압력  은 다음과 같이 계산된다(Rostami and Ozdemir, 1993; Rostami et al., 1996).
은 다음과 같이 계산된다(Rostami and Ozdemir, 1993; Rostami et al., 1996).



여기서  는 디스크커터의 관입깊이,
는 디스크커터의 관입깊이,  와
와  는 각각 암석의 일축압축강도와 인장강도이다.
는 각각 암석의 일축압축강도와 인장강도이다.
이상의 식들에 의해 디스크커터의 관입깊이별로 계산된 커터 연직력과 커터 회전력(rolling force)로부터 TBM의 소요 추력, 소요 토크 및 소요 동력은 다음과 같이 산정될 수 있다(Rostami & Ozdemir, 1993).


여기서  는 TBM의 소요 추력,
는 TBM의 소요 추력,  는 TBM의 소요 토크,
는 TBM의 소요 토크,  는 TBM의 소요 동력,
는 TBM의 소요 동력,  은 TBM 커터헤드의 1분당 회전속도,
은 TBM 커터헤드의 1분당 회전속도,  는 TBM의 직경,
는 TBM의 직경,  은 커터헤드에 장착된 디스크커터의 개수, 그리고
은 커터헤드에 장착된 디스크커터의 개수, 그리고  과
과  은 각각 커터 연직력과 커터 회전력이다.
은 각각 커터 연직력과 커터 회전력이다.
Table 3의 모든 설계 검토조건들에 대해 게이지커터의 개수는 TBM의 외경을 고려하여 2개로 동일하게 설정하였다. 또한 유사 조건들에 대한 데이터베이스 분석결과로부터 도출된 TBM 커터헤드의 주요 설계조건들을 정리하면 다음의 Table 5와 같다.
Table 3. Cases for TBM cutterhead design | ||
Case No. | Disc cutter size (inch/mm) | Cutter spacing, S (mm) |
1-1 | 15 / 381 | 70 |
1-2 | 15 / 381 | 80 |
1-3 | 15 / 381 | 90 |
2-1 | 17 / 432 | 70 |
2-2 | 17 / 432 | 80 |
2-3 | 17 / 432 | 90 |
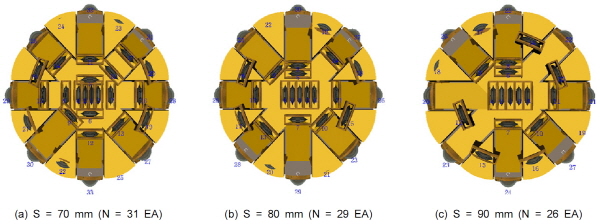
본 연구대상 현장의 지반조사 결과 및 주요 설계조건들을 바탕으로, Table 3의 6가지 설계조건 가운데 디스크커터의 직경이 15인치인 Case 1-1∼Case 1-3에 대한 3차원 커터헤드 설계결과는 다음의 Fig. 5와 같다. 디스크커터의 간격이 90 mm일 경우에는 70 mm일 경우와 비교하여 커터 간격이 넓기 때문에 설계된 디스크커터의 소요 개수가 5개 감소하는 것으로 나타났다. 디스크커터의 직경이 17인치인 Case 2-1∼Case 2-3의 경우에는 디스크커터의 직경에만 차이가 있고 커터헤드의 배열설계 결과는 동일하다.
이상의 설계조건들에 대해 Fig. 4에 정리된 설계방법에 의해 커터헤드의 설계 적합성을 검토한 결과(Table 6), 디스크커터의 직경이 15인치일 경우 암석의 최대 일축압축강도 조건(150 MPa)에서 적용이 가능한 디스크커터의 최대 관입깊이는 4 mm/rev로 나타났다. 반면, 커터 직경이 17인치일 경우에는 커터 간격이 70 mm로서 상대적으로 좁은 Case 2-1의 최대 관입깊이가 8 mm/rev로 나타났으나 커터 간격이 80∼90 mm일 때는 7 mm/rev로 동일하게 나타났다. 이는 디스크커터의 직경이 클수록 최대로 적용이 가능한 허용 연직력이 커지기 때문에 최대 굴진율이 증가하는 것으로 나타났으며, 이와 반대로 디스크커터 간격이 커질수록 디스크커터 1개가 굴착해야 하는 양(burden)이 증가하므로 굴진율은 감소하는 것으로 예측되었다.
암석의 최대 일축압축강도 조건에서 Chang et al. (2011) 모델로 예측된 커터헤드의 회전속도와 CSM모델로 검토된 디스크커터의 최대 관입깊이로부터 계산된 TBM의 최대 굴진속도를 추정한 결과, 디스크커터 직경이 15인치 및 17인치일 경우 각각 7.17 m/day 및 11.04∼12.05 m/day가 예상되었다(Table 6). 이때 TBM의 가동률과 작업시간을 각각 30% 및 120 hr/week로 가정하였다. 또한 각각의 설계검토 조건별로 커터의 최대 관입깊이를 적용하더라도 소요 추력, 토크 및 동력이 재활용 대상 TBM의 최대 용량의 각각 73.4%, 80.1% 및 59.4% 이내로 만족함을 확인하였다(Table 6).
Table 6의 예측결과 상으로만 본다면, 직경 17인치의 디스크커터를 70 mm 간격으로 배치하는 것이 굴착성능 면에서는 가장 바람직할 수 있다. 하지만 앞선 Table 4의 데이터베이스 분석결과에 따르면 직경 3.6 m의 TBM 커터헤드의 크기를 고려한다면 직경 15인치의 디스크커터를 사용하는 것이 바람직하며, 디스크커터의 직경이 동일할 때 디스크커터 간격에 따른 최대 굴진율의 차이는 최대 약 1 m/day(직경 17인치 디스크커터의 분석 결과)에 불과한 것으로 나타났다(Table 6). 따라서 본 연구에서는 커터헤드 제작 시에 디스크커터 하우징 간의 간섭을 사전에 배제하고 적용될 TBM 직경에 적합한 디스크커터의 직경을 결정하고자 하였다. 즉, Table 3의 6개 검토조건들 가운데 직경 15인치 디스크커터를 평균 간격 80 mm로 배치하는 Case 1-2를 실제 제작을 위한 최적 설계조건으로 설정하였다.
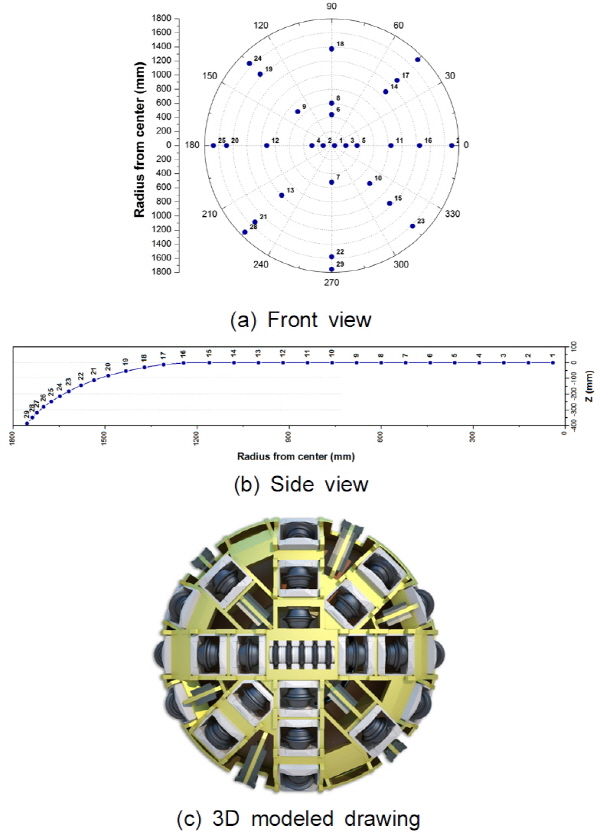
이상과 같이 설계된 커터헤드의 설계도는 다음의 Fig. 6 및 Table 7과 같다. 8개의 스포크에 디스크커터들을 균등하게 배치하되 보조스포크에 1개씩 디스크커터를 배치하는 것으로 하여 2개의 게이지커터를 포함하여 총 29개의 디스크커터를 배열 설계하였다. 이상과 같이 설계된 커터헤드의 구조적 안정성을 TBM의 최대 용량 조건(최대 추력 및 최대 토크 조건)에 대해 3차원 유한요소해석을 통해 평가한 결과, 설계된 커터헤드는 최대 추력과 토크 조건에서도 구조적인 안정성을 확보하는 것으로 나타났다.
4. TBM 커터헤드의 제작
본 연구에서는 선행 연구인 Bae et al. (2014)의 경우와
동일한 과정으로 커터헤드를 제작하였다. 특히, 커터헤드 소재의 경우도 다양한 재료 특성과 용접 작업성을 고려하여 SM490A를 동일하게 적용하여 가공하였다.기본적으로 프레임 용접, 외주면 벤딩 작업, 분할 제작된 소재들의 용접, 커터헤드 용접부 열처리 및 기존 TBM과의 호환부 제작의 순서로 제작을 실시하였다(Fig. 7). 이때 커터헤드의 각 파트별로 정밀한 조립・제작을 위해 구축한 커터헤드 제작용 부속설비를 활용하였으며, 선행 연구인 Bae et al. (2014)에서 적용한 기준과 동일하게 치수검사, 용접부 비파괴검사 및 자분탐사검사를 실시하여 제작된 커터헤드의 품질을 검증하였다. 이상과 같이 제작된 커터헤드에 대해서는 최종적으로 Fig. 7(f)와 같이 디스크커터의 설계 궤적과 일치하도록 제작되었는지를 검증하였다.

5. 설계・제작된 커터헤드를 장착한 쉴드TBM의 현장적용 및 성능평가
이상과 같이 설계・제작된 커터헤드를 장착한 직경 3.6 m의 토압식 쉴드TBM의 전경과 현장에 투입된 쉴드TBM이 총 1,275 m의 터널을 굴착 완료하고 관통하는 장면은 각각 다음의 Fig. 8 및 Fig. 9와 같다.
| |
Fig. 8. Refurbished shield TBM and its field application | |
| |
Fig. 9. Final penetration by the refurbished shield TBM | |


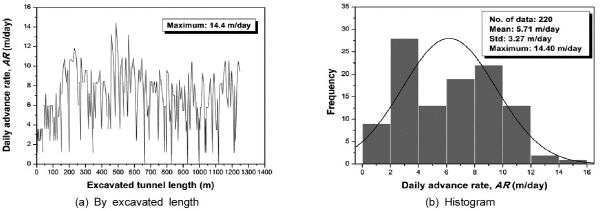
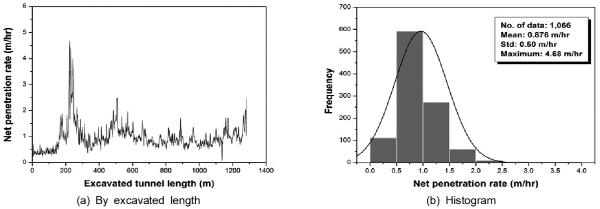
본 연구에서 설계・제작된 커터헤드를 장착한 토압식 쉴드TBM의 현장 굴진자료를 분석한 결과, 초기 굴진구간을 제외하고는 평균적으로 10 m/day 내외의 굴진속도를 나타내었다. 특히, 최대 굴진율은 14.4 m/day를 기록하였으며, 전체 평균 굴진율은 5.72±3.27 m/day로 나타났다(Fig. 10). 쉴드TBM의 평균 순굴진속도(net penetration rate)는 0.88±0.50 m/hr로 나타나 대부분의 경우 세그먼트 1링(길이 1.2 m) 굴착에 1시간 내외가 소요된 것으로 나타났다(Fig. 11).
Bae et al. (2014)의 경우와 마찬가지로, Chang et al. (2011)이 제안한 다음의 식 (10)을 활용하여 현장에서 기록된 쉴드TBM의 순굴진속도와 커터헤드 회전수로부터 현장의 디스크커터 관입깊이를 계산하였다.

여기서  는 커터헤드 1회전당 디스크커터 관입깊이(mm/rev),
는 커터헤드 1회전당 디스크커터 관입깊이(mm/rev),  는 TBM의 순굴진속도(mm/min), 그리고
는 TBM의 순굴진속도(mm/min), 그리고  은 커터헤드의 1분당 회전수(rev/min)를 의미한다.
은 커터헤드의 1분당 회전수(rev/min)를 의미한다.
|
Fig. 10. Daily advance rate of the refurbished shield TBM |
|
Fig. 11. Net penetration rate of the refurbished shield TBM |
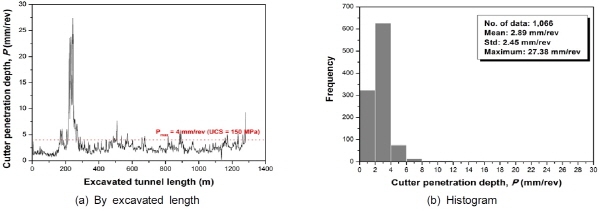
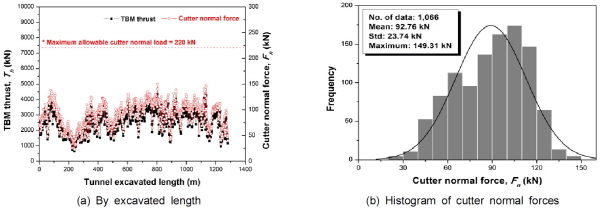
디스크커터의 현장 관입깊이를 분석한 결과, 전반적으로 Fig. 11의 순굴진속도의 경향과 거의 일치하였으며 약 250 m의 굴착 지점에서 출현하였던 토사지반 조건을 제외하고는 거의 대부분의 데이터가 암석의 최대 일축압축강도 150 MPa에 대한 최대 관입깊이 설계조건이었던 4 mm/rev(Table 6 참조) 내외로 굴진이 관리되었음을 확인하였다(Fig. 12). 통계분석 결과에서도 디스크커터의 평균 관입깊이는 2.89±2.45 mm/rev으로 나타나 대부분의 굴진자료가 2∼4 mm/rev에 집중되는 것으로 나타났다(Fig. 12b).
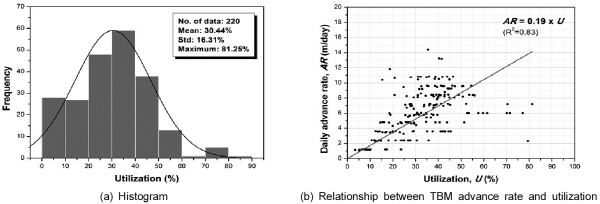
본 연구대상 현장에 적용된 쉴드TBM의 평균 가동률은 30.44±16.31%이었으며 최대 가동률은 81.25%에 달하였다(Fig. 13). 또한 쉴드TBM의 굴진율과 가동률을 분석한 결과, 자료의 분산은 큰 편이지만 Fig. 13(b)와 같이 굴진율과 가동률의 선형 비례관계를 확인할 수 있었다.
본 연구에서 활용된 기존 토압식 쉴드TBM에는 토크 측정센서가 장착되지 않아서 토크를 분석하지는 못하였으나, TBM 구동 추력과 앞선 3.2절의 관계식들로부터 역산된 커터 연직력은 각각 TBM의 최대 추력 용량(9,600 kN)과 디스크커터의 최대 허용 연직력(220 kN) 이하로 관리되었음을 확인하였다(Fig. 14). 특히, 본 연구대상 현장에서 기록된 디스크커터의 최대 연직 작용력은 149.31 kN로서 직경 15인치 디스크커터의 최대 허용 용량인 220 kN의 67.9%에 불과하였다.
|
Fig. 12. Cutter penetration depth of the refurbished shield TBM |
|
Fig. 13. Statistical analyses of TBM utilization |
|
Fig. 14. Recorded TBM thrust and cutter normal forces |
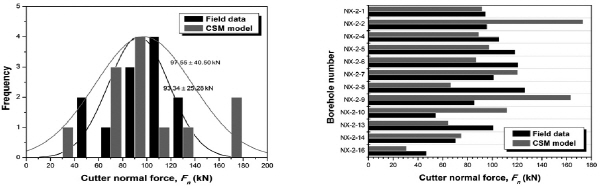
본 연구의 커터헤드 설계단계에서 검토된 Table 2의 시추공 위치별로 CSM모델에 의해 커터 작용력을 분석한 결과, 암석의 압축강도가 30 MPa 이하일 경우에는 CSM모델에 의해 산출되는 커터 작용력이 음수(-)로 산출되었다. 이는 CSM모델의 도출에 사용되었던 자료들의 한계 때문인 것으로 판단되며, 향후에도 압축강도 30 MPa 이하의 연암 조건에서는 CSM모델을 적용하기가 어려울 것으로 사료된다. 따라서 압축강도가 30 MPa 이상으로 측정된 시추공들에 대해 CSM모델에 의한 커터 작용력의 예측결과와 실제 현장 굴진자료를 분석한 결과, 전체적인 통계 분포는 유사하였으나(Fig. 15a) NX-2-2, NX-2-8, NX-2-9 및 NX-10의 경우에는 CSM모델의 상대오차가 상당히 큰 것으로 나타났다(Fig. 15b).
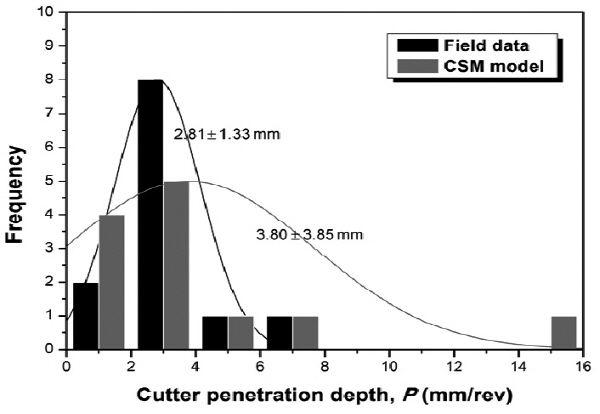
CSM모델에 의한 디스크커터 관입깊이의 예측결과는 식 (10)으로부터 변환된 현장의 굴진자료보다 다소 크게 산출되었다. 특히, 압축강도가 41.4 MPa인 NX-2-16 시추공의 경우 커터 관입깊이가 14.4 mm로 예측되어 실제보다 매우 큰 결과로 예측되었다(Fig. 16). 이는 앞선 커터 작용력의 예측결과에서 언급한 바와 같이, 강도가 매우 낮은 연암 조건에서 CSM모델의 오차가 컸기 때문인 것으로 사료된다.
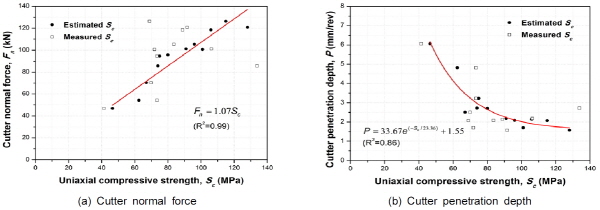
CSM모델에 사용되는 주요 입력변수인 압축강도가 예측결과에 미치는 영향도를 파악하고자, CSM모델에 의해 커터 작용력이 음수로 산정되지 않는 압축강도 30 MPa 이상의 시추공 조건별로 앞선 식 (1)∼(7)의 관계식들로부터 역추정한 압축강도와 커터 연직 작용력 및 커터 관입깊이의 상관관계를 분석한 결과는 다음의 Fig. 17과 같다. 분석 결과, CSM모델로부터 추정된 압축강도와 커터 작용력은 뚜렷한 선형적인 상관관계를 나타내었으며, 커터 관입깊이와는 비교적 양호한 음지수 함수 관계를 나타내었다. 이상의 통계적인 상관관계들을 도출할 때에는 현장 굴진자료를 포함하지 않았으나, 회귀분석 이후에 현장 굴진자료들을 함께 도시한 결과에 따르면 편차는 있으나 통계적인 상관관계와 전반적으로 일치하는 경향이 나타났다. 따라서 그림 Fig. 17의 상관관계들은 설계 단계에서 입력 자료가 제한적일 경우 간단한 관계식들로 사용될 수 있을 것으로 사료된다. 단, CSM모델에는 디스크커터의 형상 치수와 간격이 입력변수로 사용되므로, 본 연구에서 적용한 직경 15인치의 디스크커터를 80 mm의 커터 간격으로 배치한 경우와 유사한 조건에 국한되어 적용하는 것이 타당할 것이다.
6. 결 론
본 연구에서는 직경 3.6 m 토압식 쉴드TBM의 커터헤드를 설계・제작하였고 이를 통해 연장 1,275 m의 전력케이블 설치용 터널 굴착공사를 수행하였다. 지반조사 결과에서 암석의 일축압축강도가 가장 크게 나타난 조건을 대상으로 최적의 디스크커터 간격과 최대 관입깊이를 산정하여 커터헤드를 설계하고 소요 추력, 토크, 동력 등을 산정하여 설계의 적합성을 평가하였다.
이상과 같이 설계・제작된 커터헤드를 장착한 토압식 쉴드TBM의 실제 현장 굴진자료를 분석한 결과, 최대 굴진율은 14.4 m/day로 나타났으며 일부 토사지반 조건을 제외하고 디스크커터의 관입깊이는 암석의 최대 일축압축강도 150 MPa에 대한 최대 관입깊이 설계조건이었던 4 mm/rev 내외로 굴진이 관리되었음을 확인하였다. 토압식 쉴드TBM의 평균 가동률은 30.44±16.31%이었으며, 자료의 분산은 큰 편이었지만 TBM의 굴진율과 가동률의 선형적인 상관관계가 나타났다. 현장에서 기록된 TBM 구동 추력과 디스크커터 연직력은 각각 TBM의 최대 추력 용량과 디스크커터의 최대 허용 연직력 이하로 나타나 굴진 중에 TBM과 디스크커터에 큰 부하가 발생하지 않았음을 확인하였다.
또한 현장에서 측정된 디스크커터의 작용력과 관입깊이를 분석한 결과, 현장의 실제 측정결과와 CSM모델에 의한 예측결과의 통계적인 분포는 유사하였으나 일부 시추공 조건에서는 예측결과의 상대오차가 크게 산출되었다. 특히, 암석의 압축강도가 30 MPa 이하일 경우에는 CSM모델로 예측된 커터 작용력이 음수로 산출되어 현장 굴진자료와의 비교가 불가능하였다. 이는 CSM모델이 개발될 때 활용된 자료들에 연암에 대한 정보가 부족했기 때문인 것으로 사료되는 바, 연암 조건에서 CSM모델을 적용할 경우에는 예측결과의 활용에 주의가 필요할 것으로 판단된다.
CSM모델의 주요 입력변수인 압축강도가 예측결과에 미치는 영향을 평가하고자 현장 굴진자료로부터 역산한 암석의 일축압축강도와 커터 연직력 및 커터 관입깊이를 비교한 결과, 유의미한 통계적인 상관관계들을 도출할 수 있었으며 자료들의 분산을 고려하더라도 현장 굴진자료들이 도출된 통계적인 상관관계들의 경향과 일치함을 확인하였다.
