

1. 서 론
2. 커터 수명 예측 모델 활용 마모저감율 분석
3. 실대형 실험을 통한 픽커터 마모율 변화 분석
4. 현장 실험을 통한 TBM 디스크 커터 마모율 변화 분석
5. 실험 결과 요약 및 고찰
6. 결 론
1. 서 론
기계식 굴착 공법에는 대표적으로 TBM (tunnel boring machine)과 로드헤더(road header)가 있다. TBM은 커터헤드 면판에 장착된 디스크 커터가 암반과 접촉하여 회전하면서 굴착하고, 로드헤더는 픽 커터가 설치된 커터헤드를 붐대로 회전 운동시키면서 암석을 절삭한다. 이러한 기계식 굴착 공법에서 암반면에 직접 접촉하여 절삭을 담당하는 커터는 마찰에 의해 자연스럽게 마모가 발생하게 된다.
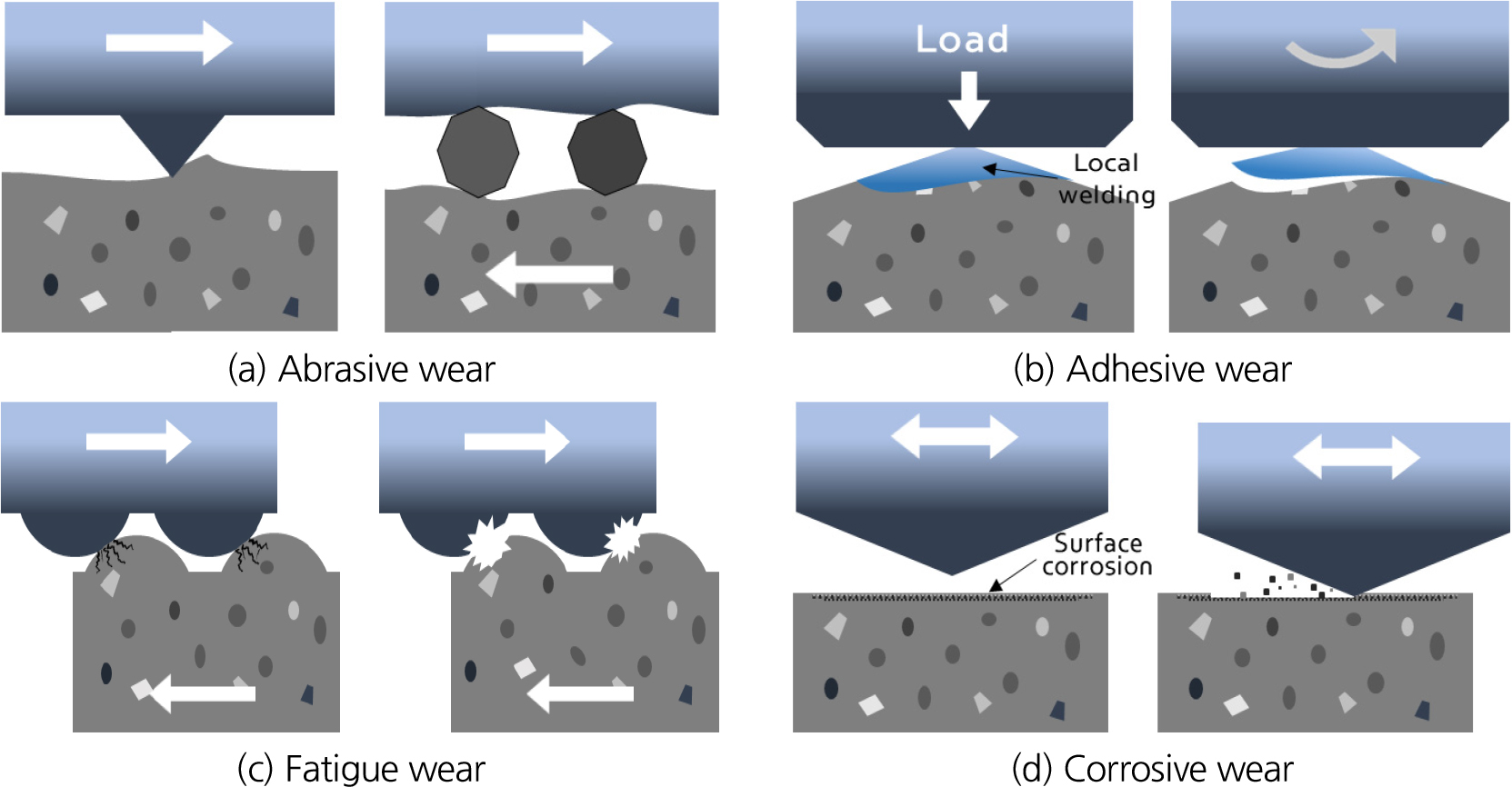
Wen and Huang (2018)은 커터와 암석 간의 접촉 마찰에 의한 마모를 Fig. 1과 같이 네 가지 형태로 분류하였다. 연마 마모(abrasive wear)는 두 재료 중 상대적으로 더 단단한 물질의 입자에 의해 미끄러짐 또는 긁힘으로 재료의 입자가 제거되고 변형되는 과정을 말한다. 접착 마모(adhesive wear)는 국부적인 결합된 요소가 추가적인 상대 운동으로 그 결합이 끊어지면서 표면이 손상되는 현상을 의미한다. 피로 마모(fatigue wear)는 반복되는 동적 하중으로 인한 접촉면의 파괴를 나타내며, 부식성 마모(corrosive wear)는 화학적 또는 전기화학적 반응으로 발생하는 표면 손상을 뜻한다. 기계화 터널 굴착에서는 일반적으로 연마 마모가 주요한 마모 형태로 나타나며, 이는 접촉하는 두 물체 간의 경도 차이로 인해 발생한다(Li et al., 2020; Park and Song, 2022).
커터 마모는 터널 굴착 장비의 과부하와 굴착 효율 저하를 초래할 수 있으므로, 사전에 설정된 한계치에 도달하면 교체가 필요하다. 특히 강도가 매우 높은 암반에서는 커터의 관입이 어렵기 때문에 장비의 추력을 증가시켜야 하며, 이에 따른 마찰력의 증가는 마모를 가속화시킨다. 뿐만 아니라 동일한 굴착량을 달성하기 위해 커터의 회전 이동거리가 증가하여 마모율(굴착량 대비 커터 마모량)이 높아지게 된다.
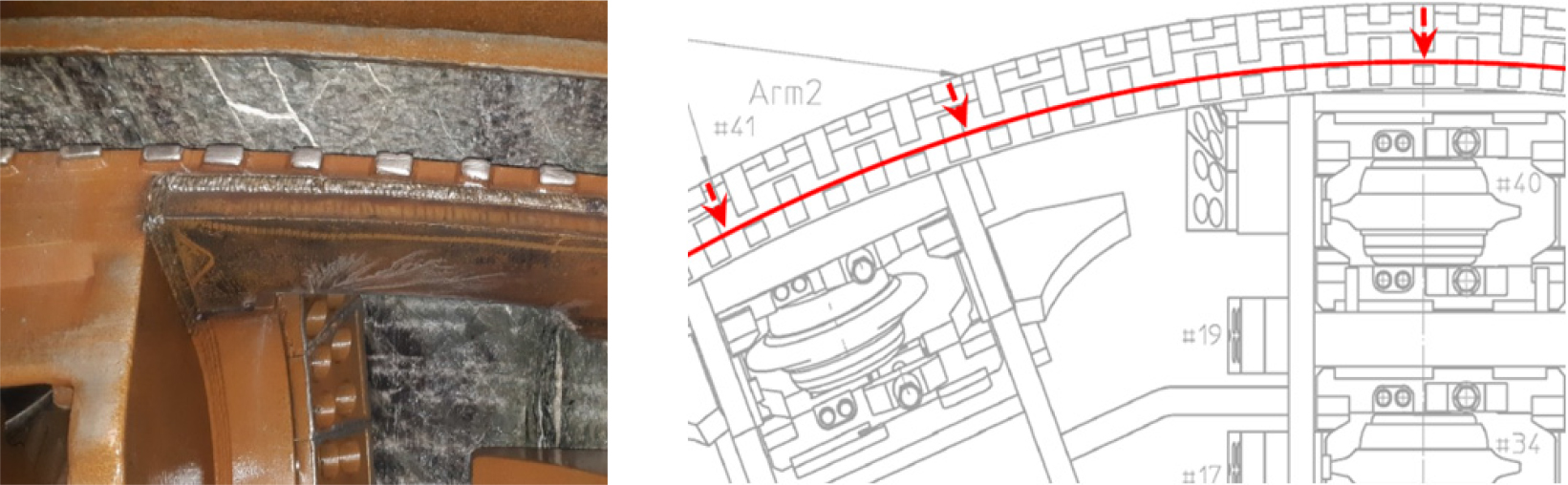
○○ 현장에서 EPB (earth pressure balanced) TBM을 사용하여 암반 및 토사 지반을 굴착한 결과, 디스크 커터가 설계량 대비 약 170% 더 소모되었다. 해당 현장의 굴착 완료 후 커터헤드의 평균 마모율은 17.5–30.8%에 이르는 것으로 조사되었으며, 공사 후반에는 커터헤드의 디스크 커터와 버켓 설치가 어려울 정도로 심각한 마모가 발생함에 따라 공정이 지연되었다(Fig. 2). 추가적으로, 로드헤더가 적용된 ○○ 현장의 경우, 100 MPa 이상의 고강도 암석 구간을 굴착하면서 픽 커터가 설계량의 약 280% 소모되었으며, 이는 픽커터 소모에 따른 추가 비용 뿐만 아니라 픽커터 교체시간 소요로 인한 다운타임의 증가로 이어졌다.
터널 굴착 과정에서 커터와 장비의 과도한 마모는 프로젝트 수행에 심각한 영향을 미칠 수 있으므로, 이를 효과적으로 관찰하고 관리하는 것이 필수적이다. 이에 따라 마모 예측 기술, 실시간 모니터링 기술, 그리고 마모 저감 기술이 적용되며, 이를 통해 커터의 마모를 제어하고자 하는 다양한 연구와 시도가 진행되고 있다. Langmaack et al. (2010)은 마모 저감용 첨가제의 효과를 검증하기 위해 실내 실험과 현장 적용을 수행하였으며, 그 결과 첨가제가 굴착 도구의 마모를 줄이는 데 효과적임을 확인하였다. 연구에서는 폼형 첨가제를 사용하고 NTNU 모델을 적용하여 마모 저감 성능을 평가하였으며, 이를 스페인 터널 프로젝트에 실제로 적용하여 커터의 마모뿐만 아니라 분진 발생 및 온도 상승 등 여러 문제를 동시에 완화할 수 있음을 입증하였다. 이러한 적용 결과는 월 약 40,000유로의 비용 절감 효과로 이어진다고 보고하였다. 다만, 본 연구는 해외 사례와 시료를 기반으로 수행한 것이므로 국내 적용을 위해서는 환경적 차이를 고려할 필요가 있다.
본 연구는 디스크 커터의 마모 감소를 위한 방안으로 마모 저감용 첨가제를 적용하고, 그 효과를 평가하는 데 중점을 두었다. 연구에 사용된 액상 극압 윤활 첨가제(extreme pressure additives)는 고온·고압 환경에서 열과 압력에 의해 활성화되어 금속 표면에 화학적으로 결합하거나 흡착함으로써, 황화물(FeS), 인산염(FePO4), 염화물(FeCl2) 등의 마모 억제 기능의 보호막을 형성한다(Fig. 3). 이러한 고온·고압 조건은 커터를 이용해 고강도 암석을 절삭하는 환경과 유사하다고 볼 수 있다. 생성된 보호막은 금속 표면의 직접 접촉을 최소화하여 마찰과 손상을 효과적으로 저감 하므로(Kim and Ryu, 2003; Han et al., 2016) 커터의 수명 연장에 기여할 수 있을 것으로 판단된다. 본 연구에서는 이러한 특성을 가진 기성 제품을 활용하여 실내 실험과 현장 실험을 통해 실제 마모 저감 효과를 확인하고자 하였다.

그러나 첨가제의 사용은 윤활 효과로 인해 커터와 암석 간의 마찰력이 감소하여, 결과적으로 절삭 성능 저하로 이어질 가능성이 있다. 따라서 첨가제 적용의 효과를 정량적으로 평가하고, 마모 저감 효과가 절삭 성능 저하와 같은 잠재적 부작용을 상쇄할 수 있는지 확인할 필요가 있다. 이에 본 연구에서는 커터 마모 예측을 위한 실험 장비를 이용해 실내 실험을 수행하였고, 이를 토대로 실대형 픽커터 절삭 실험과 TBM 현장 실험을 통해 첨가제 적용 전후의 마모 정도를 비교·분석하였다.
2. 커터 수명 예측 모델 활용 마모저감율 분석
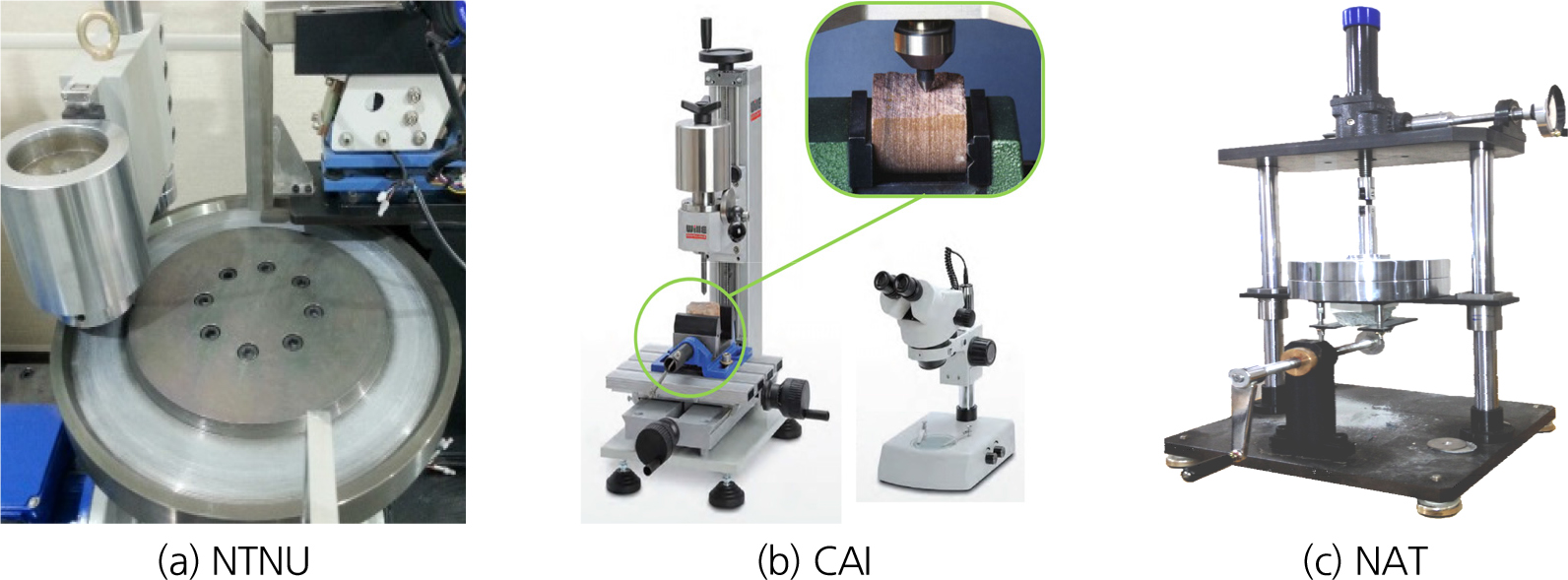
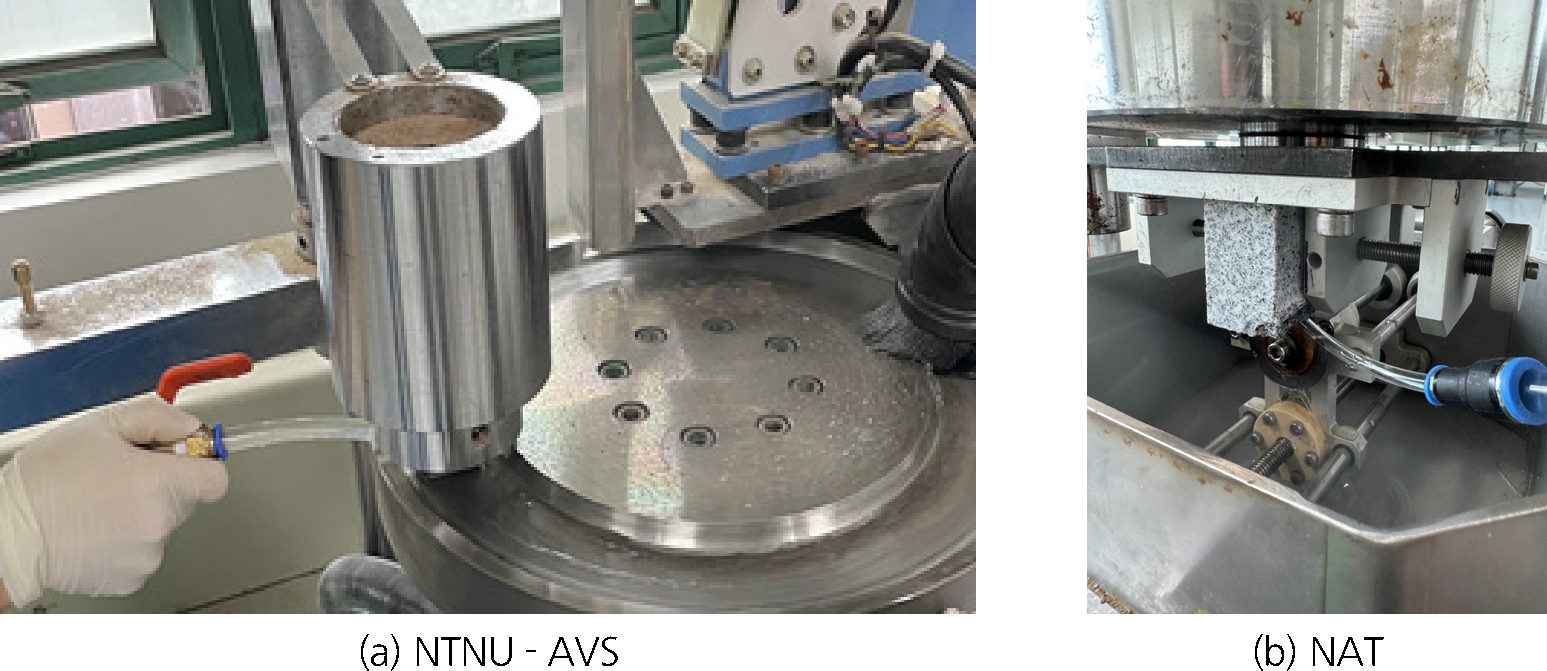
본 절에서는 마모 저감용 첨가제의 성능을 평가하기 위해 커터 마모 예측에 활용되는 실내 실험 장비와 모델을 적용하였다. 국내외에서는 커터의 마모를 예측하기 위해 다양한 모델이 개발되었으며, 대표적으로 세르샤(Cerchar) 시험 기반의 모델과 NTNU 모델(Bruland, 1998) 그리고 NAT 모델(Kim et al., 2017)이 있다(Fig. 4). 세르샤 모델은 세르샤 핀 마모 시험을 통해 산출되는 CAI (Cerchar Abrasiveness Index, 마모지수)를 활용하여 커터의 수명을 예측한다(Rostami, 1993; Ko et al., 2014). 해당 시험은 핀을 암석 표면에 긁는 단순한 방식으로 진행되기 때문에 간편하지만, 핀 이동 거리가 짧아 결과의 변동성이 큰 단점이 있다. NTNU 모델은 SJ (Siever’s J) test, Abrasion test (AVS), Brittleness test (S20)으로 구성되며, 각각의 실험 결과를 조합하여 굴진율 및 커터 마모도를 예측한다. NTNU 모델은 자체적으로 개발된 CLI (Cutter Life Index, 커터 마모 지수)를 AVS와 SJ 실험으로 산출할 수 있으며, 이를 통해 커터의 예상 수명을 계산한다. 현대건설에서 개발한 NAT 모델은 암석 표면을 회전하며 긁어내는 디스크 마모 시험으로 실제 마모량을 예측하는 시험이며 국내 현장에서 검증 과정을 성공적으로 마친 바 있다(Lee et al., 2022).
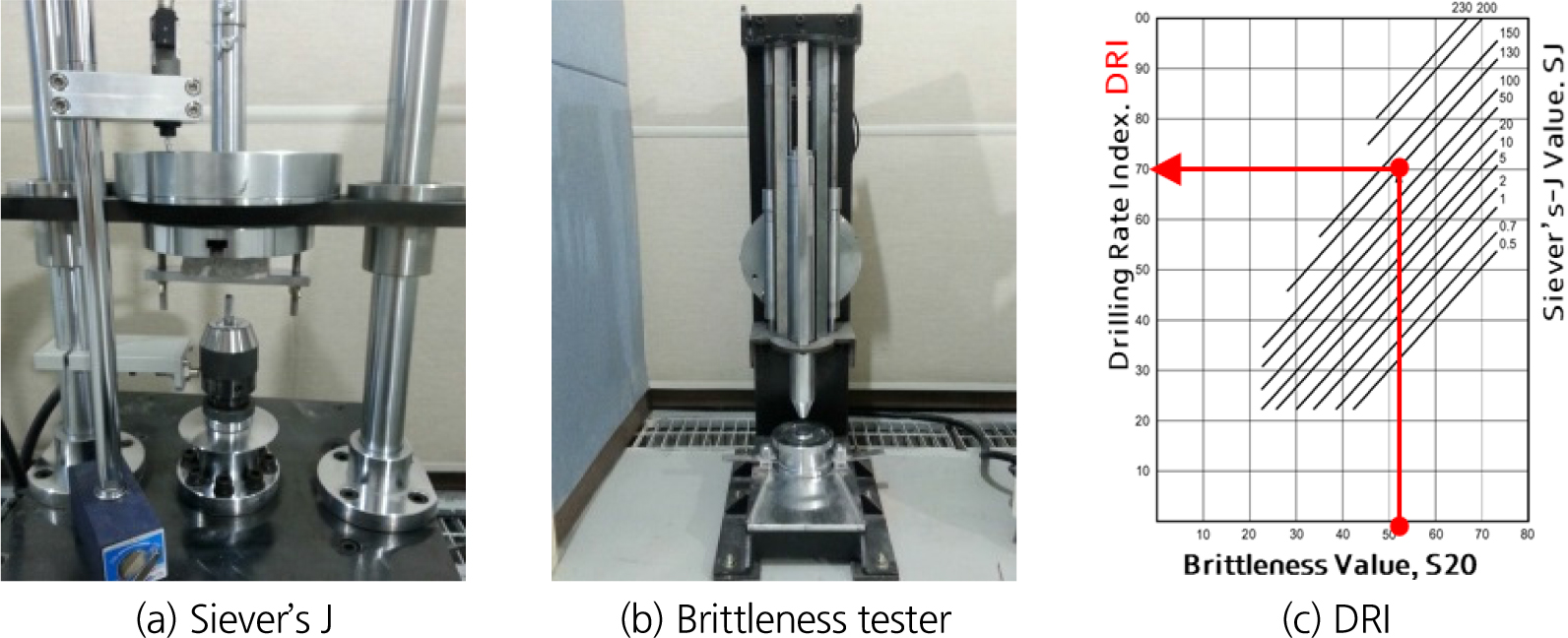
한편 본 연구에 사용된 마모 저감용 첨가제는 마모 저감 효과를 제공하지만, 윤활 효과로 인해 커터와 암석 간 마찰이 줄어들면서 굴착 성능 저하의 가능성을 배제할 수 없다. 이를 평가하기 위해 NTNU 모델을 활용하여 CLI (Cutter Life Index)를 산출함과 동시에, 천공 용이도를 나타내는 DRI (Drilling Rate Index)를 SJ (Siever’s-J) 시험과 S20 (Brittleness 시험) 결과로부터 도출하여 굴착 성능의 변화를 평가하였다(Fig. 5).
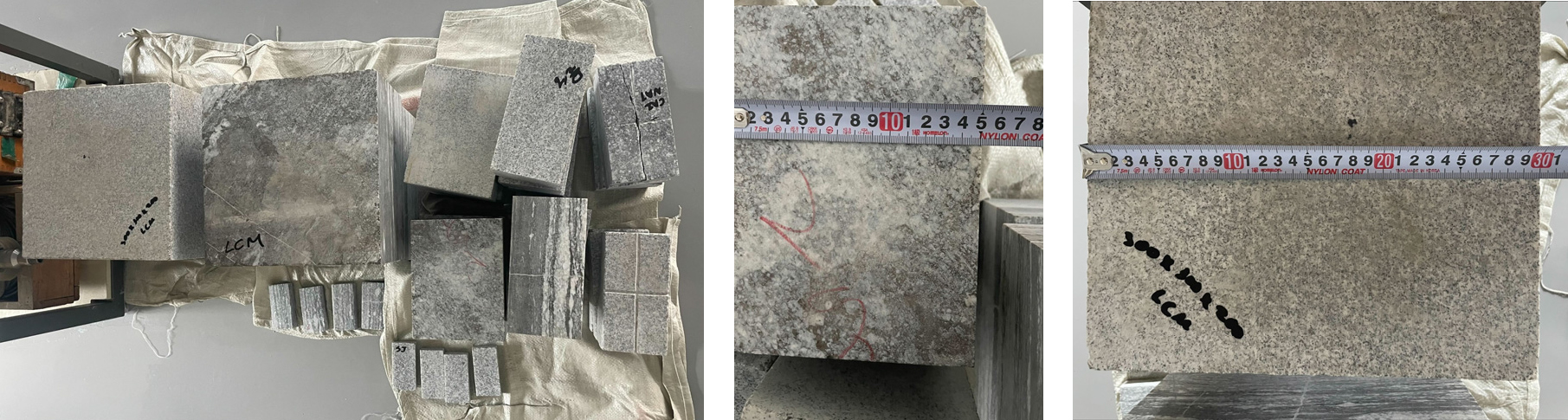
실내 실험에 사용된 암석은 화강암과 편마암으로 선정되었으며, 실험 수행 이전에 암종별 물리적 특성을 파악하기 위해 물성실험을 수행하였다(Table 1). 각 실험은 암석 크기와 표면 상태가 상이한 조건에서 진행되었기 때문에, 사전 성형 작업을 통해 암석 시료를 준비하였다(Fig. 6).
Table 1.
Rock property
| Quartz (%) | UCS (%) | Density (g/cm3) | Water absorption (%) | Elastic wave velocity (m/s) | |
| Granite | 32.6 | 165 | 2.65 | 0.22 | 5,971 |
| Gneiss | 31.6 | 105 | 2.68 | 0.23 | 3,871 |
실험은 일반 조건(첨가제 미적용)과 첨가제 분사 조건을 기본으로 수행하였고, 첨가제 적용 성능을 더 정확히 파악하기 위해 물 분사 조건과의 비교 실험도 추가로 수행하였다. 실험에서는 일정한 유량으로 물과 첨가제를 주입하기 위해 소형 펌프를 사용했으며, 암석과의 접촉면에 물이나 첨가제를 직접 분사하는 방식으로 진행되었다(Fig. 7).
사전 실험 결과, 첨가제 농도와 주입량이 증가할수록 마모율은 감소하는 경향을 보였으나, 동시에 투입 비용이 증가하므로 경제성 측면을 함께 고려가 필요가 있었다. 이에 다운타임 저감 효과와 커터 소모량 절감 효과를 포함한 경제성 분석을 수행한 결과, 첨가제는 주입 속도 160 mL/min, 농도 0.7% 조건이 가장 적합한 것으로 선정되었으며, 이는 일반적으로 현장에서 사용되는 범위와 유사한 수준이다. 각각의 실험 조건별로 5–10회의 실험을 반복 수행하여 평균값을 산출하였으며, 결과는 Table 2에 정리하였다.
Table 2.
Lab test result
| Rock | Injection | Cerchar | NTNU | NAT | |||||
| CAI | AVS | SJ | S20 | CLI1) | DRI2) | DWI3) | CWL4) | ||
| Granite | None | 6.37 | 9.66 | 3.69 | 62.4 | 9.6 | 57.8 | 52.5 | 37.6 |
| Water | 5.47 | 6.52 | 2.69 | 9.8 | 56.5 | 35.2 | 31.6 | ||
| Additive | 4.73 | 3.49 | 2.73 | 12.6 | 57.0 | 21.3 | 25.4 | ||
| Gneiss | None | 6.62 | 5.53 | 2.21 | 47.2 | 9.7 | 40.8 | 26.7 | 28.0 |
| Water | 5.44 | 2.42 | 1.25 | 10.7 | 38.2 | 12.5 | 20.1 | ||
| Additive | 4.80 | 1.59 | 1.66 | 14.1 | 38.5 | 8.7 | 17.2 | ||
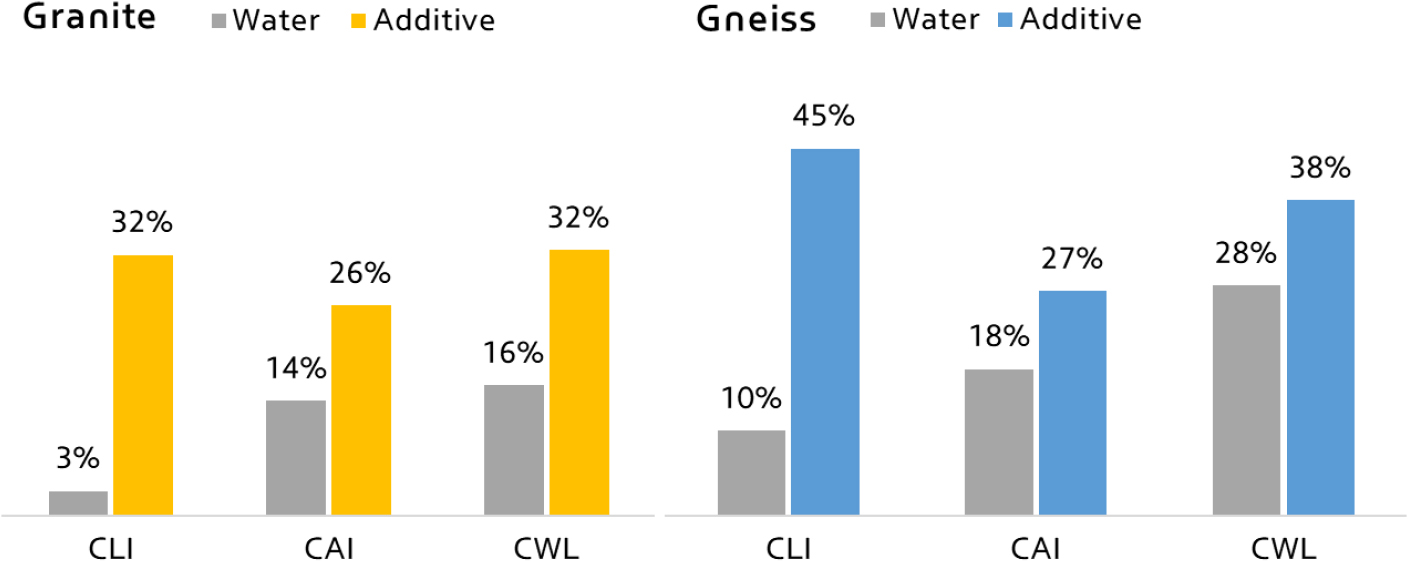
일반 조건과 물 또는 첨가제 주입 조건에서의 결과를 비교한 결과(Fig. 8), 첨가제 적용 시 마모 저감 효과는 화강암에서 26–32%, 편마암의 경우 27–45%로 나타났다. 특히 강도가 낮은 편마암에서 커터 수명 증가율이 더 크게 관찰되었으며, 이는 강도가 낮은 암석일수록 첨가제의 효과가 더 두드러짐을 시사한다. 물 주입 조건과 비교했을 때, 첨가제를 사용할 경우 마모저감 효과가 더욱 높은 것으로 나타났는데, 이는 유체의 마찰열 감소 효과와 더불어 첨가제 고유의 화학적 성능이 역할을 한 것으로 판단된다. 특히 NTNU 모델에서 산출된 CLI (Cutter Life Index) 결과에서 가장 큰 효과가 나타났으며, 이는 암석 분말을 활용한 실험인 AVS 결과에서 마모 감소 효과가 크게 반영된 것으로 해석된다.
한편, 첨가제 도입으로 인한 굴착 성능 감소 가능성을 평가하기 위해 NTNU 모델에서 DRI를 확인하였다. DRI는 천공 실험과 취성도 실험에서 산출되는 굴착 성능 지수로, 값이 높을 수록 굴착이 용이한 지반을 나타낸다. 동일한 암석 시료에서 서로 다른 조건으로 얻어진 DRI 값을 비교한 결과, 물 주입과 첨가제 주입 조건 모두에서 DRI 변화율이 거의 유사하게 나타났다(Table 3). 편마암에서는 두 조건 모두 통제 조건 대비 약 6% 차이가 관찰되어 굴착 효율이 다소 저감될 수 있음을 보여주나, 두 조건 간의 상대적 차이는 없었다. 따라서 첨가제 주입 조건은 물 주입 조건과 비교할 때 굴착 성능에 미치는 부정적 영향이 미미하거나 무시할 수 있는 수준임을 확인할 수 있었다.
3. 실대형 실험을 통한 픽커터 마모율 변화 분석
앞절에서는 커터의 마모를 예측할 수 있는 소규모 실험장비를 활용하여 첨가제 적용에 따른 커터 마모율의 변화를 확인하였다. 본 절에서는 실제 크기의 픽커터와 암석 시편에 대해 첨가제를 적용하여 커터의 마모 저감 효과를 살펴보았다.
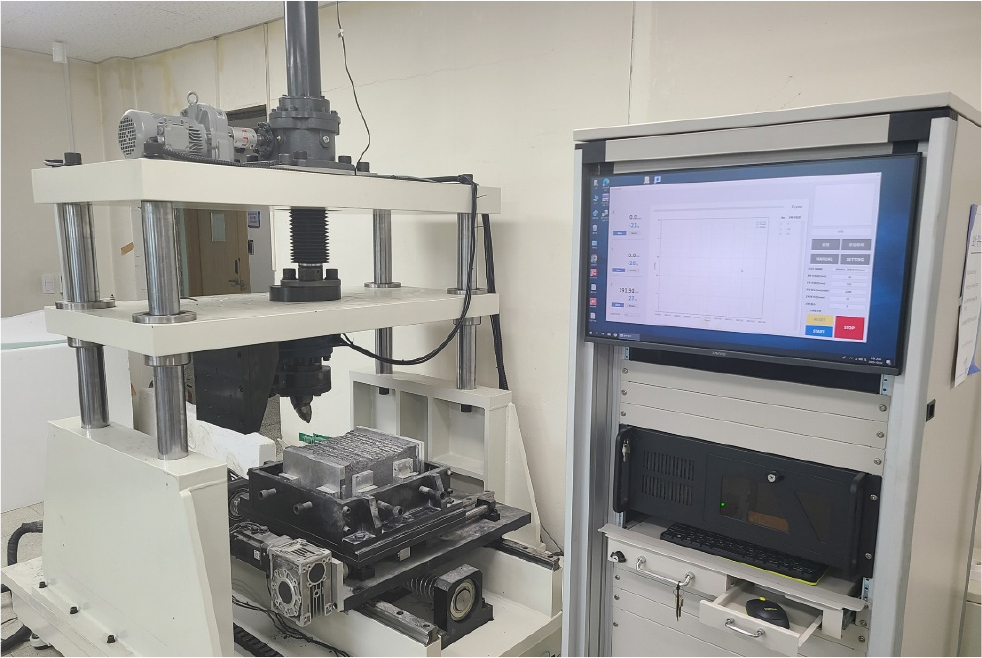
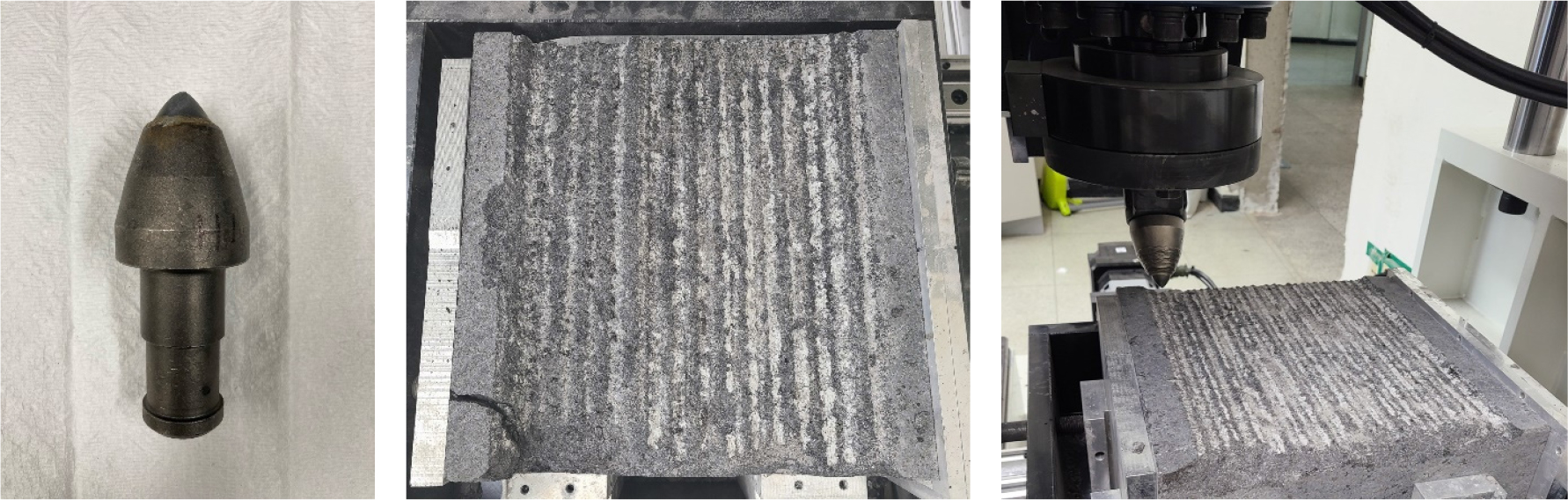
선형절삭시험(linear cutting machine, LCM)은 미국 CSM (Colorado School of Mines)에서 최초로 제안된 시험법으로, 암반에서의 절삭 성능을 평가하고 TBM, 로드헤더와 같은 기계화 굴착 장비의 설계변수를 도출하는 데 활용되고 있다(Chang et al., 2005; Kang et al., 2016; Cho et al., 2023). Fig. 9는 본 연구에서 사용된 선형절삭시험기의 모습으로, 최대 300 mm × 300 mm × 300 mm의 시험편을 거치할 수 있다. 시험기에는 3방향 커터 작용력을 측정하기 위한 로드셀이 장착되어 있어, 시험 중 발생하는 힘을 정밀하게 측정할 수 있다. 해당 로드셀은 3축 200 kN의 하중까지 측정이 가능하다.
시험에 사용된 픽 커터는 SANDVIK社의 P7JU-3870모델이며, 시험편이 강도가 경암에 해당하는 점을 고려하여 픽커터의 받음각(attack angle)은 약 55°로 설정하였다(Choi et al., 2014; 2024). 시험 수행 전에는 절삭면의 동일한 높이를 구현하기 위해 pre-conditioning 작업이 진행되었으며, 이를 통해 일정한 손상이 가해진 상태의 절삭면을 형성하였다(Fig. 10).
픽 커터의 절삭속도는 모든 시험 조건에서 동일하게 1,000 mm/min로 설정되었으며, 1회의 절삭시험에서 1회 절삭 길이는 시험편의 길이와 동일한 300 mm이다.
본 실험에서 수행된 절삭 조건은 아래 표(Table 4)에 요약되어 있다. 실제 로드헤더 현장에서는 픽커터에서 발생하는 마찰열을 저감하고 굴진 중 발생하는 분진을 최소화하기 위해 냉각수를 분사한다. 이러한 냉각수는 픽커터의 마모에 영향을 미칠 가능성이 있으므로, 본 연구에서는 물 주입 조건과 마모 저감용 첨가제 적용 조건을 상호 비교하여 첨가제에 의한 마모 저감 효과를 검토하였다.
Table 4.
Cases of LCM test
| Rock | Injection | Cutting depth (mm) | Cutting space (mm) |
| Granite | Water | 3 | 9 |
| 5 | 15 | ||
| 7 | 21 | ||
| Additive | 3 | 9 | |
| 5 | 15 | ||
| 7 | 21 | ||
| Gneiss | Water | 3 | 9 |
| 5 | 15 | ||
| 7 | 21 | ||
| Additive | 3 | 9 | |
| 5 | 15 | ||
| 7 | 21 |
압입 깊이(cutting depth, d)는 시험기의 용량을 고려하여 3 mm, 5 mm, 7 mm로 설정하였으며, 압입 깊이 증가에 따른 절삭 하중의 증가 경향과 픽커터 마모량 변화 경향을 관찰하였다. 절삭 간격(cutting space, S) 대 압입 깊이(d)의 비(S/d)는 최적 절삭 조건으로 알려져 있는 3을 기준으로 설정하였으며(Jeong and Jeon, 2018), 압입 깊이에 따라 절삭간격을 조정하여 실험을 수행하였다.
본 연구에서는 첨가제의 적용에 따른 픽커터의 마모율을 측정하는 것을 목표로 하므로 절삭이 이루어지는 동안 일정한 유량의 물과 첨가제가 포함된 용액을 분사하였다. 주입량과 농도는 앞서 실내 실험에서 설정한 수치와 동일하게 적용하였다.
시험편의 크기가 크지 않기 때문에, 수회의 절삭만으로는 픽커터의 마모가 충분히 발생하지 않는 한계가 있다. 이에 따라 픽커터의 마모량을 충분히 측정할 수 있도록, 하나의 실험 케이스에 대해 가능한 절삭면을 절삭하는 방식으로 시험을 진행하였다.
또한, 각 실험 케이스 전후에 픽커터의 질량을 측정하여, 매 케이스마다 발생한 픽커터의 마모량을 산출하였다. Fig. 11은 하나의 암석 시편 절삭 과정을 나타내며, 실험 특성상 절삭 면수가 증가할수록 절삭 가능한 면적이 점차 축소되는 경향을 확인할 수 있다.
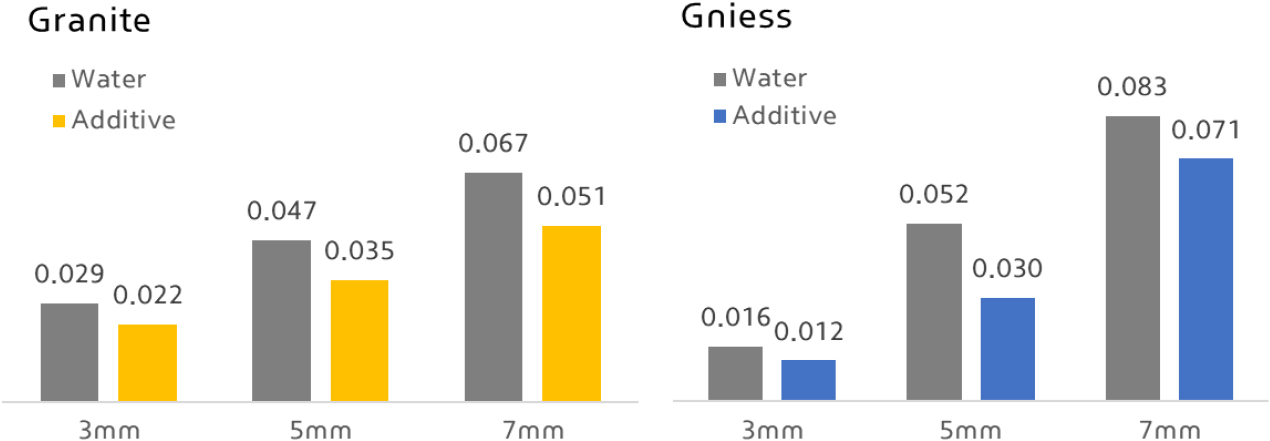
시험 결과를 살펴보면 픽커터의 압입 깊이에 따라 마모량이 상이하게 측정되었으며, 이는 압입 깊이에 따른 작용 하중과 절삭 길이의 차이에 기인한 것이다(Table 5). 이에 따라 각 압입 깊이별 마모량을 절삭 길이로 정규화하여 도표로 나타내었으며, 그 결과 압입 깊이가 증가함에 따라 픽커터의 마모율이 증가하는 경향을 확인할 수 있었다(Fig. 12).
3 mm와 5 mm 압입 실험에서는 화강암이 편마암보다 약간 더 높은 마모율을 보였다. 그러나 7 mm 압입 시험 결과는 실헙 반복 횟수가 상대적으로 부족하여 신뢰도가 낮은 측면이 있는 것으로 판단된다.
물 주입 조건과 첨가제 주입조건을 비교 분석한 결과, 첨가제 주입 시 화강암에서는 마모율이 22–25%, 편마암에서는 26–42% 감소된 것으로 나타났다. 이는 첨가제 주입이 마모를 저감하는데 효과를 발휘했음을 나타낸다.
실제 크기의 픽커터를 이용한 선형절삭시험을 통해 마모 저감용 첨가제 적용에 따른 마모 감소 효과를 확인할 수 있었다. 그러나 본 실험은 로드헤더를 이용한 굴착 현장의 모든 조건을 반영한 것이 아니므로, 실제 현장에서는 마모 저감 효과가 감소할 가능성이 있으며 이에 대한 추가 검증이 필요하다. 이를 확인하기 위해 현장 검증 실험을 계획하였으나, 로드헤더로 굴착하는 현장 확보가 어려워 TBM 프로젝트로 대체하여 실험을 진행하였다.
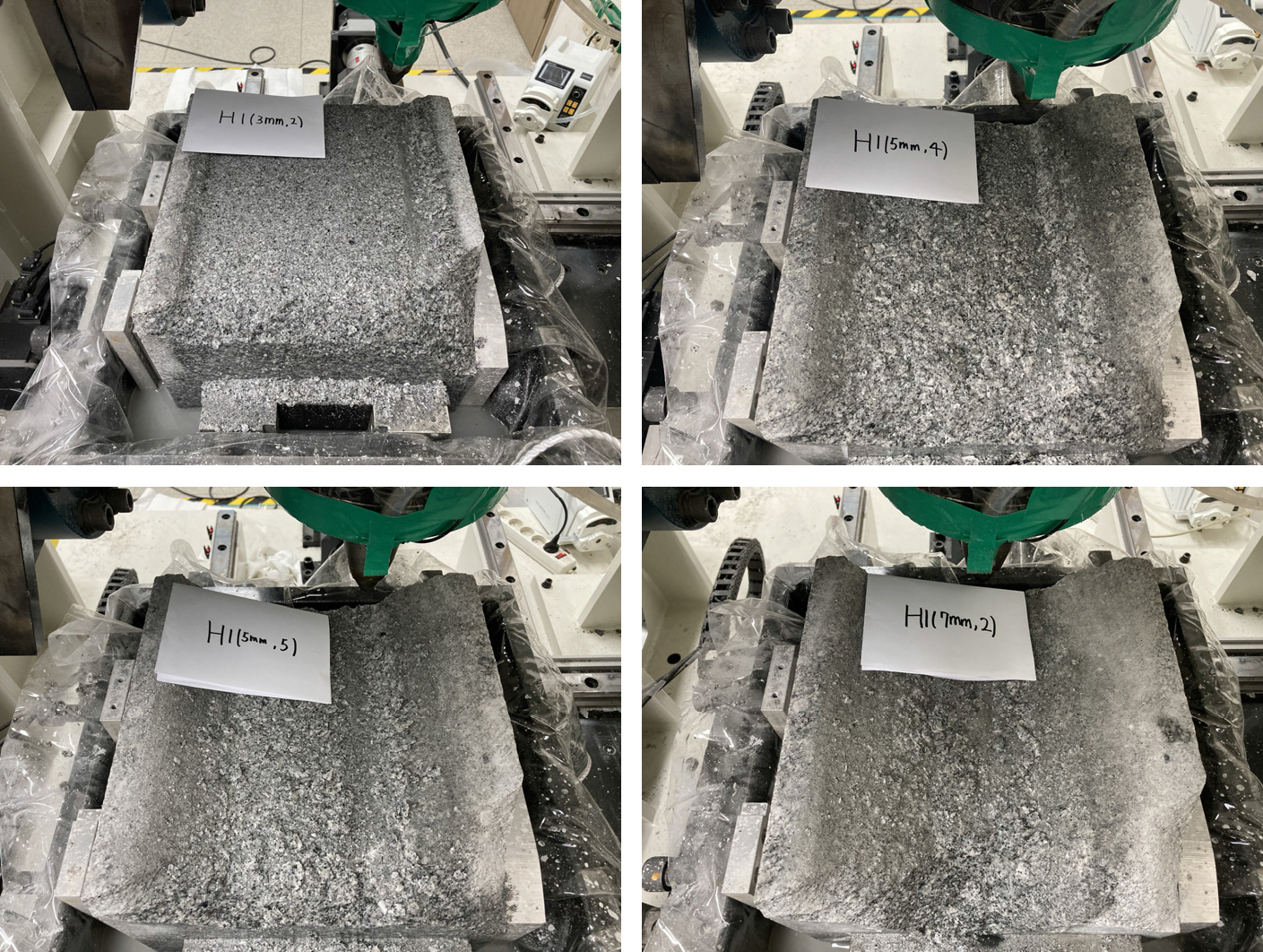
Table 5.
Test results of LCM
4. 현장 실험을 통한 TBM 디스크 커터 마모율 변화 분석
마모 저감용 첨가제의 현장 성능 검증을 위해 첨가제를 TBM을 이용하여 굴착 중인 터널 공사에 적용하고 그 효과를 평가하였다. ○○ 프로젝트의 총 연장은 3,308 m이며 TBM 적용 구간은 1,057 m 길이의 단선 병렬 터널로 구성되어 있다. 본 프로젝트에 적용된 TBM은 EPB (earth pressure balance) 방식으로, 굴착된 버력을 막장압 형성에 활용하여 굴착 안정성을 확보하면서 전진하는 장비이다.
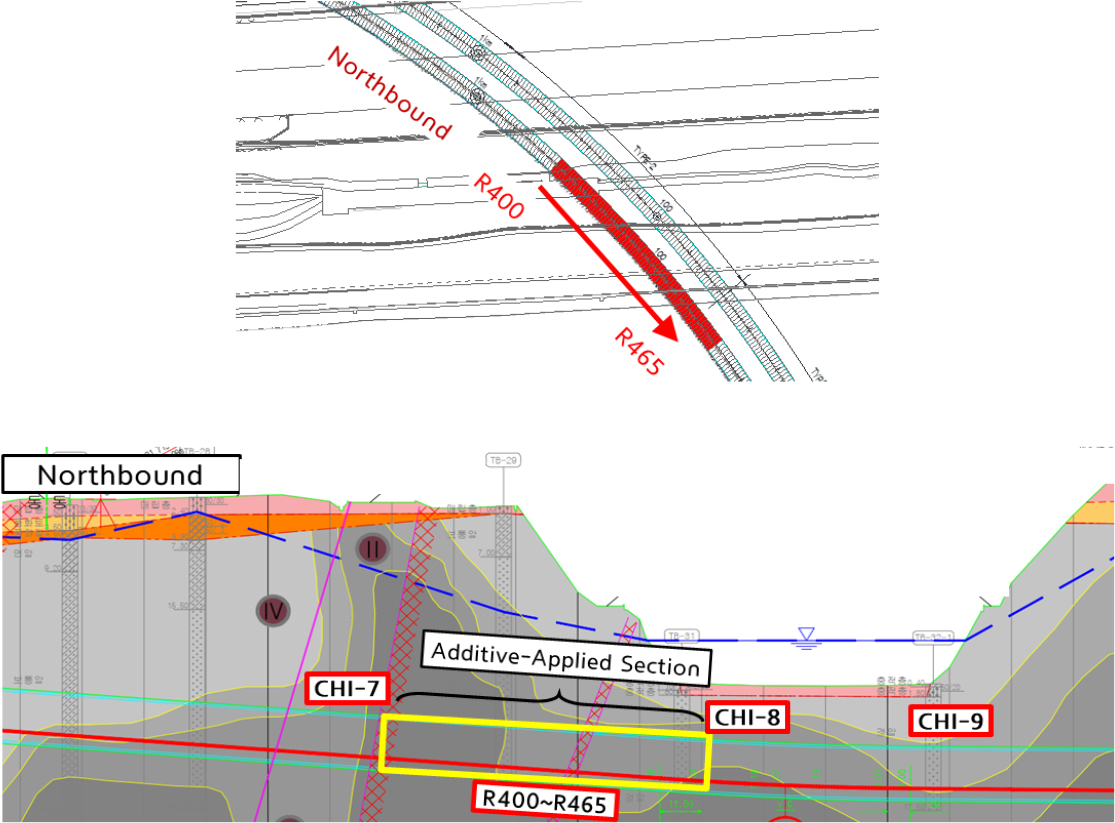
첨가제를 적용한 구간은 후행터널인 상선의 401링에서부터 465링까지(총 65링, 97.5 m)이다. 이 구간은 편마암으로 이루어진 단단한 암반(Ⅰ–Ⅱ 등급)으로, 정상 마모(normal wear) 발생 비율이 높으므로 본 연구의 목적에 적합한 구간이다(Wu et al., 2017). 실험 당시, 상선에서 14 m 떨어진 하선은 이미 동일 구간의 굴착이 완료되어 커터 마모량이 기록된 상태였으므로, 첨가제를 적용하며 굴착하는 상선과 직접 비교할 수 있는 조건이 조성되었다(Fig. 13).
현장에서 기존에 사용 중인 Foam 주입라인을 이용하여 마모 저감용 첨가제를 투입하였다. Foam은 터널을 굴착시 절삭된 토사 및 암반의 배출 유동성 확보를 위해 막장에 주입되는 기본적인 첨가제로, 대부분의 EPB TBM에 널리 사용된다. 마모저감제 원액은 Agent tank에 보충한 뒤, 이를 Mixture tank에서 물과 혼합하여 0.7% 농도의 용액으로 제조하였다(Fig. 14). 준비된 용액은 Foam generator를 통해 분당 472 L의 속도로 커터헤드에 장착된 8개 노즐에서 분사된다(Fig. 15). 첨가제의 농도는 실내 실험 및 선형 절삭 시험에서 적용한 조건과 동일하게 유지하였으며, 용액 주입율 역시 하선에서 확보한 데이터를 바탕으로 동일하게 적용하였다.

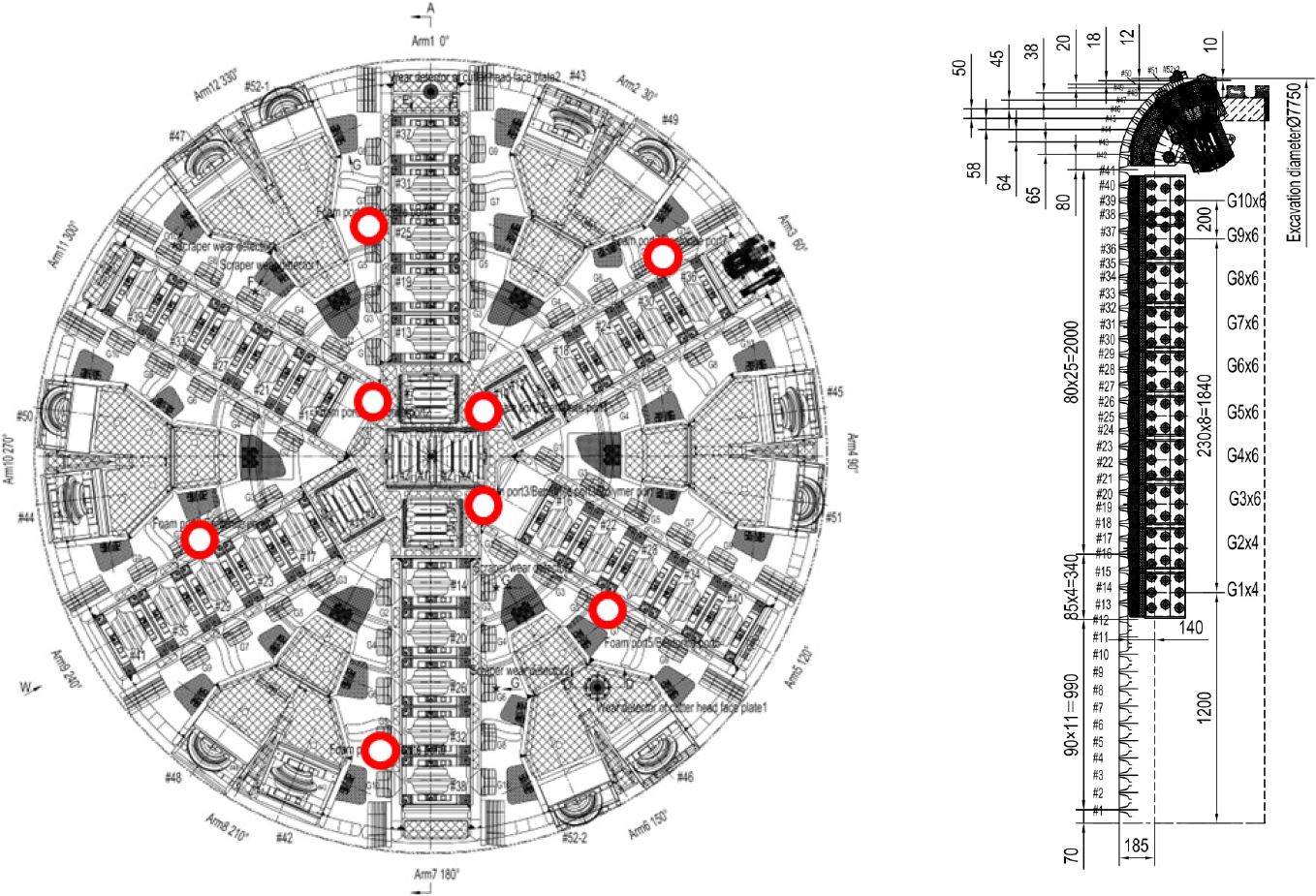
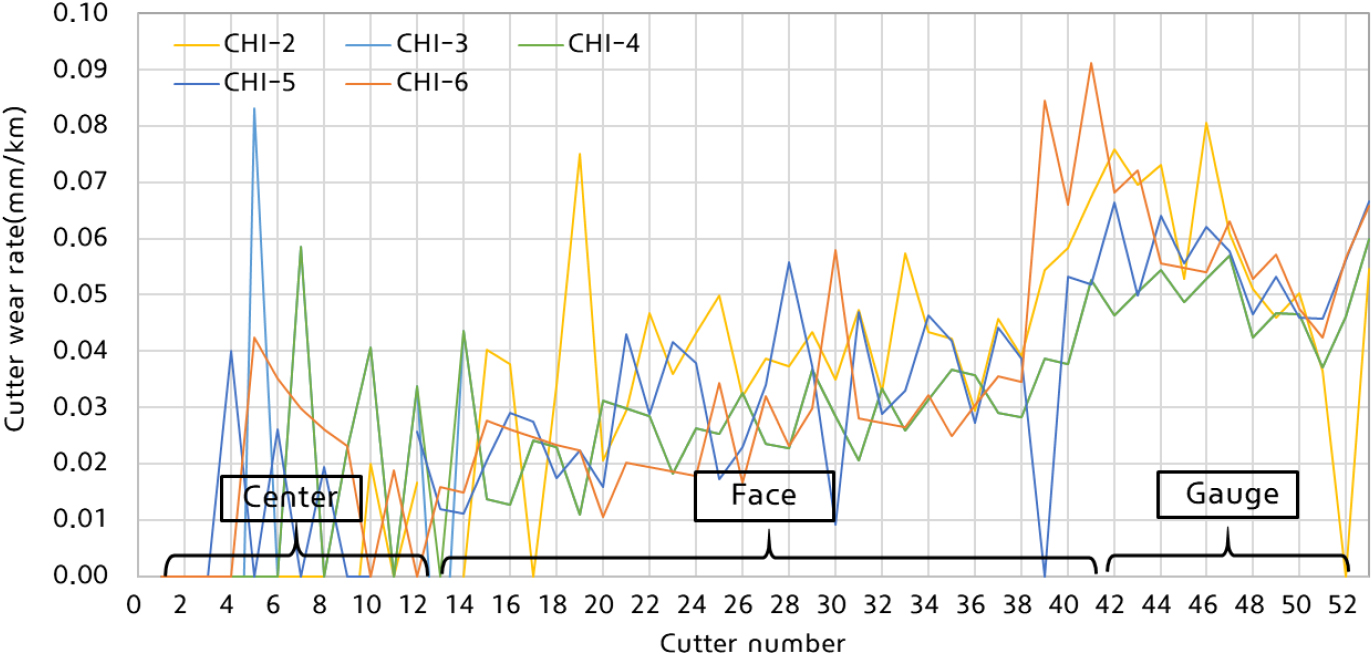
본 현장의 TBM에는 총 53개의 디스크 커터가 장착되어 있으며, 이들은 센터 커터 12개, 페이스 커터 29개, 게이지 커터 12개로 구성되어 있다. 본 연구에서는 디스크 커터의 마모율을 커터의 회전 이동거리당 마모량(mm/km)으로 산정하였다. 커터 위치별 마모율을 분석한 결과, 센터 커터는 회전 이동거리가 짧고 마모량이 적어 마모율 데이터의 신뢰도가 낮은 것으로 평가되었다. 이에 따라, 상대적으로 마모율이 높은 페이스 커터와 게이지 커터(총 41개)를 선정하여 이들의 마모율을 대상으로 비교 분석을 수행하였다(Fig. 16).
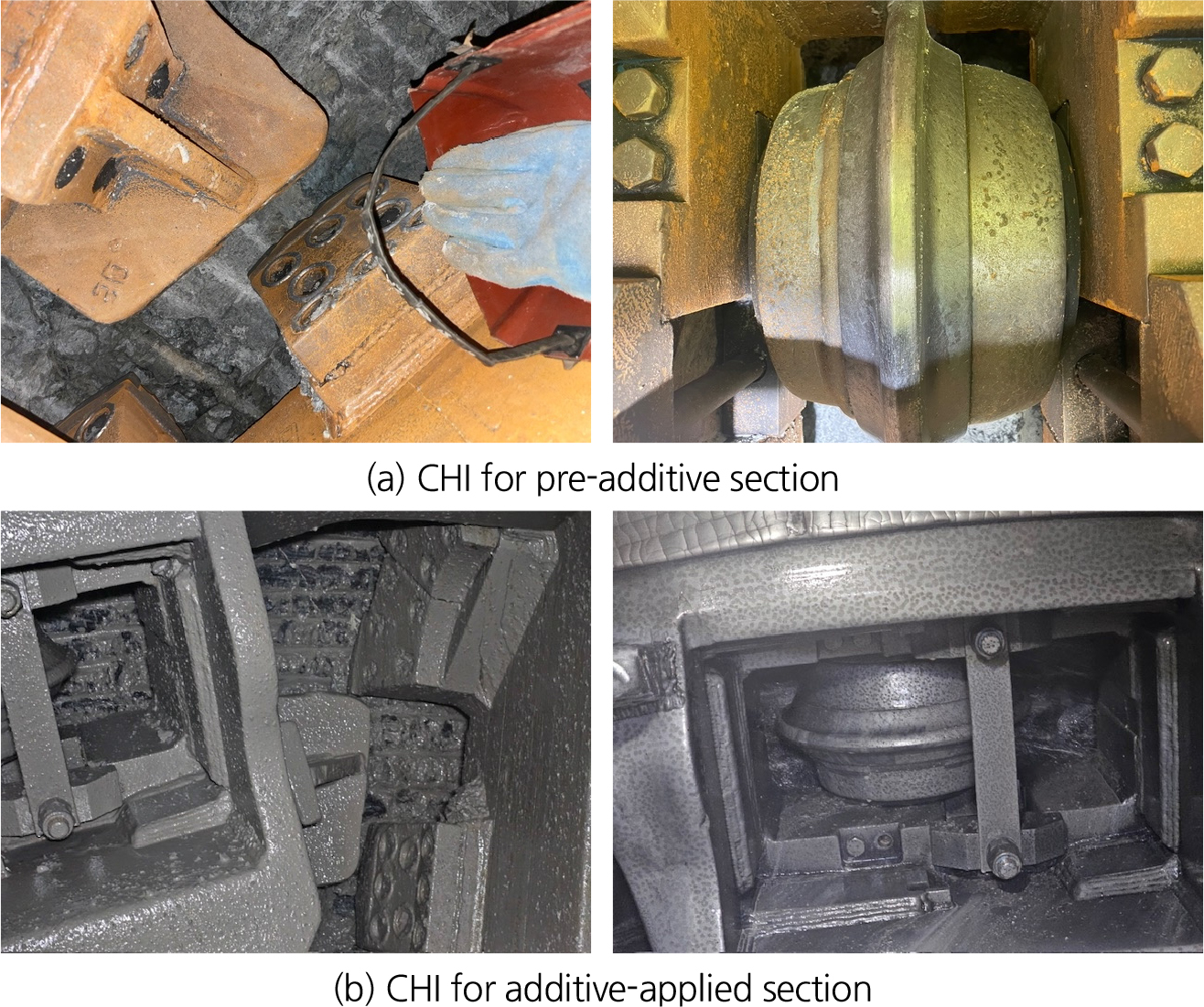
TBM 현장에서는 커터 점검 및 마모량 확인을 위해 CHI (cutter head intervention) 작업을 실시한다. 이에 본 연구에서는 현장 공정에 미치는 영향을 최소화하고 정량적인 마모율 분석을 수행하기 위해, 대상 구간 직전 CHI 작업에서 첨가제를 투입한 후 다음 CHI 작업에 도달할 때까지 첨가제를 지속적으로 주입하였다. 또한, 대상 구간 전 후의 마모량을 측정하여 분석에 활용하였다(Fig. 17).
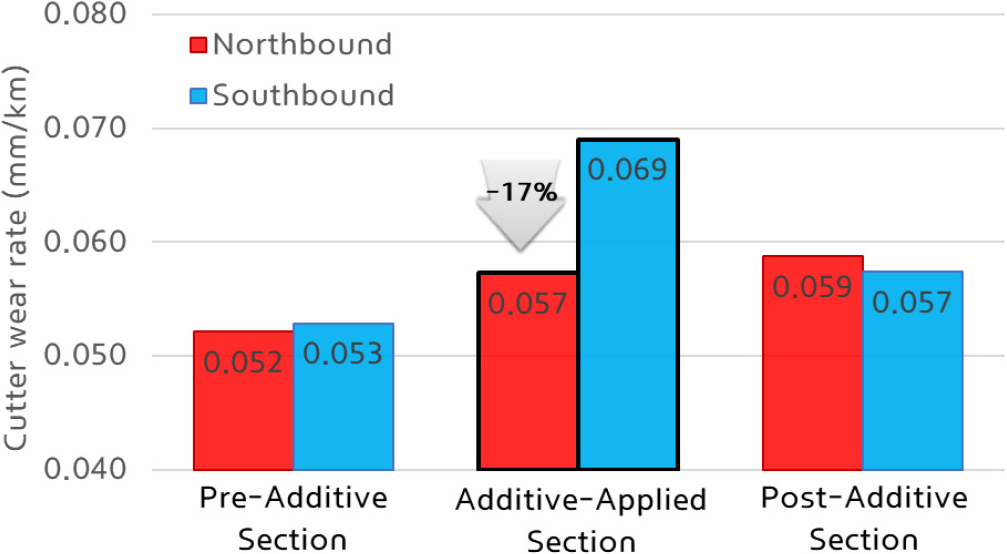
현장 실험 결과는 Fig. 18에 정리하였다. 먼저 굴착이 완료된 하선의 커터 마모율 데이터를 분석한 결과, 본 연구의 대상 구간과 동일한 위치에서 마모율이 상당히 높게 나타났다. 이는 해당 구간에서 전후 구간에 비해 Ⅰ등급 암반의 분포 비율이 높기 때문인 것으로 확인되었다. 반면, 마모저감용 첨가제를 적용한 상선의 경우, 동일 구간에서 마모율 증가가 매우 미미하게 나타났다. 두 노선 간 이격 거리가 크지 않고, 해당 구간의 지반 조건도 거의 변화가 없으므로, 동일 구간에서 측정된 마모율 감소는 상선에 적용된 마모저감용 첨가제의 효과로 판단된다. 분석 결과, 두 노선의 마모율 차이는 약 17%로 나타났다.
다만, 이는 상선과 하선의 측벽간 거리가 매우 근접하여 지반조건이 유사하다고 가정한 결과이므로, 추후 추가적인 현장 실험을 통하여 통계적 검증을 수행할 필요가 있다.
5. 실험 결과 요약 및 고찰
앞서 수행한 전체 실험 결과를 정리하면 Table 6과 같다. 실내 실험과 현장 실험을 통해 마모 저감용 첨가제를 적용함으로써 커터의 수명을 증가시킬 수 있음을 확인하였다. TBM 디스크 커터 마모 예측에 사용되는 NTNU, CAI, NAT 모델을 활용한 실내 실험에서는 첨가제가 커터의 마모를 줄일 수 있다는 가능성을 보여주었으며, 현장 실험을 통하여 이를 검증하였다.
Table 6.
Summary of the overall test results
| Case | Granite (%) | Gneiss (%) | |
| Lab test | NTNU | 32 | 45 |
| CAI | 26 | 27 | |
| NAT | 32 | 38 | |
| LCM (pick cutter) | 22–25 | 26–45 | |
| TBM Field Test (disc cutter) | - | 17 | |
그러나 실제 TBM 현장 실험에서 관찰된 마모 저감율은 실내 실험 결과의 절반 수준에 불과했다. 이는 현장 조건에서 암석의 낙하 충돌 및 챔버 내부 적재 암석으로 인한 추가 마모가 발생하여 첨가제 효과가 낮아진 것으로 판단된다.
로드헤더 픽커터의 선형 절삭 실험 결과에서는 픽커터 마모율 예측에 활용되는 CAI 모델과 유사한 경향을 보여주었다. 다만, 터널 현장의 암석 불균질성과 다양한 환경적 변수들이 영향을 미칠 가능성이 있어 실제 마모저감율은 선형 절삭 실험 결과보다 낮아질 가능성이 있다.
실내 실험과 현장 조건 간의 가장 큰 차이점 중 하나는 암석 절삭 방향이다. 실내 실험에서는 암석을 눕힌 상태에서 디스크나 핀이 상부 면을 긁게 되지만, 일반적인 터널 현장에서는 막장이 세워진 상태에서 절삭이 이루어진다. 이로 인해 첨가제가 유체 형태로 적용될 경우 아래로 흘러내려 암석과의 접촉 시간이 상대적으로 줄어드는 현상이 발생하며 이는 첨가제의 약화시킬 수 있다.
따라서 현장의 마모 저감 효과를 극대화하기 위해서는 부착력이 강화된 Gel 형태나 Foam 타입의 첨가제를 적용하는 것이 효과적일 것으로 판단된다. 이러한 형태의 첨가제는 암석 표면에서 더 오래 머물러 첨가제와 암석 간 접촉 시간을 늘릴 수 있어 첨가제 효과를 향상시킬 가능성이 있다.
6. 결 론
본 연구에서는 커터의 마모를 저감할 수 있는 첨가제를 활용하여 실내 실험과 실증 실험을 수행하였다. 실내 실험에서는 NTNU 모델, CAI 모델, 그리고 NAT 모델을 활용하여 화강암 및 편마암에 대해 첨가제 주입 효과를 평가하고, 첨가제 적용에 따른 커터 수명 증가 가능성을 분석하였다. 실증 실험으로는 로드헤더 픽커터를 대상으로 선형 절삭 실험을 수행하여 대형 암석 굴착 시 픽커터의 마모 저감 성능을 평가하였으며, 추가적으로 해당 첨가제를 EPB TBM 프로젝트 현장에 적용하여 첨가제 적용 전후의 커터 마모율을 비교 분석하였다. 이를 통해 마모 저감용 첨가제가 디스크 커터와 픽커터와 같은 주요 굴착 도구의 수명을 연장시키는 데 유의미한 효과가 있음을 입증하였다. 현장 조건에 따라 첨가제의 마모 저감 효과가 달라질 수 있지만, 농도 및 주입량을 적절히 설계하여 활용한다면 기계화 터널 공사에서 커터 소모량 감소와 장비 안정성을 확보하는 데 크게 기여할 수 있을 것으로 기대된다.
