
1. 서론
2. 암석 절리면 거칠기의 측정
2.1 거칠기 계수
2.2 거칠기의 측정방법
3. 절리면 거칠기의 구분
3.1 거칠기 구분의 기준
3.2 디지털 필터링에 의한 거칠기의 구분
3.3 암반 절리 거칠기 프로파일의 구분 결과
4. 절리면 전단시험
4.1 시험방법
4.2 전단시험 결과
5. 상관식의 제안
6. 결론
1. 서론
암석 절리면의 전단강도 예측을 위한 Barton(1973)의 경험식은 유용한 방법이나, 이후 여러 연구자들(Tse와 Cruden, 1979; Carr와 Warriner, 1989; Maerz 등, 1990; Miller 등, 1990; Lee 등, 1990)이 그 경험식을 개선하려는 시도에서는 여러 가지 문제점이 나타났다. 이러한 문제의 원인은 주로 거칠기 계수들의 특성, 거칠기의 측정 방법에 의하며, 가장 큰 원인은 거칠기의 발현 특성이 제대로 고려되지 못한 것이다(홍은수 등, 2005). 그러므로 이전의 연구(홍은수 등, 2005)에서 거칠기의 구분을 통한 정량화 방법의 개선 방안을 제시하는 등 해결 방법을 찾기 위한 체계적인 분석과 이에 근거한 대안을 제시하였다.
그러므로 이 연구에서는 이전의 연구를 바탕으로 하여 새로운 절리면 전단 강도 예측을 위한 상관식을 제안하는 것을 연구 목표로 하였다. 상관식은 거칠기의 발현(mobilization) 특성과 거칠기 계수 자체의 특성 등을 고려하기 위하여 전체 상관식을 만곡에 의한 전단강도 성분과 요철에 의한 전단강도 성분, 기본마찰각에 의한 전단강도 성분의 합으로 규정한 것이다.
연구에 사용된 절리면 자료는 3D 스캐너를 사용하여 얻었으며, 디지털 필터링 기법을 사용하여 절리 프로파일을 만곡을 나타내는 프로파일과 요철을 나타내는 프로파일로 구분(classification)하였다. 거칠기의 구분은 이전에 연구된(홍은수 등, 2005; Hong et al., 2006) 돌출부의 소성파괴 개념과 인공 삼각 돌출부 모델에 근거하였다. 구분된 거칠기 프로파일을 사용하여 전단시험을 위한 시편을 제작하였으며, 시편은 고강도 석고를 재료로 금속 주형을 사용하여 복제하였다. 금속 주형의 가공에는 WEDM을 적용하여 프로파일의 굴곡진 모양을 미세하게 가공할 수 있었다. 제작된 시편으로 낮은 연직응력 범위와 높은 연직응력 범위에서 각각 절리면 전단시험을 실시하였으며, 그 결과를 바탕으로 거칠기 구분의 타당성과 새로운 절리면 전단강도 예측을 위한 상관식을 연구하였다.
연구에 사용된 이론과 방법 가운데 3D 스캐너를 이용한 거칠기 자료의 획득과, 디지털 필터링을 통한 거칠기의 구분, WEDM을 사용한 절리 프로파일의 정밀 재현 등은 이전의 연구에서 전혀 사용되지 않은 것으로 추후 이와 유사한 다른 연구에서도 충분히 효과적으로 사용될 수 있는 것으로 판단된다.
2. 암석 절리면 거칠기의 측정
2.1 거칠기 계수
거칠기 프로파일의 분석에는 RL과 RL,P를 사용하였다. 단면거칠기 계수(profile roughness parameter), RL은 Eq. 1과 같이 실제 프로파일의 길이(L)와 수평면에 투영된 프로파일의 길이(L0)의 비로서 정의된다.
 (1)
(1)
일정 연직 하중조건에서 암석 절리면의 전단강도는 절리면의 전단 방향에 따라서 각기 다른 전단강도를 보여주므로 여러 연구자들(Huang과 Doong, 1990; Kul-atilake 등, 1995; 이상돈, 1990; 김대영, 2001)이 이러한 이방성을 절리면 거칠기의 정량화에 적용하여야 한다고 주장하였다. 따라서, 이 연구에서는 단면 거칠기 계수, RL을 이용하여 이방성을 고려하는 거칠기 계수를 제안하였다.
Fig. 1에서와 같이 전단 방향에 따라 전단강도 값이 달라지는 프로파일에서 전단방향과 같은 방향의 양(+)의 경사를 갖는 단위 길이에 의한 RL을 RL,P 라고 하고, 그 반대의 경우는 RL,N으로 정의 할 수 있다. 이 경우 RL,P와 RL,N은 Eq. 2, 3과 같다.

Fig.1 Concept of RL,P and RL,N.
 (2)
(2)
 (3)
(3)
RL과 평균거칢각, Ai는 밀접한 관계를 가지고 있으며(Eq. 4), 마찬가지로 RL,P, RL,N는 전단 방향에 대하여 양의 기울기를 나타내는 Ai인 Ai+와 전단 방향에 대하여 음의 기울기를 나타내는 Ai인 Ai-와 관련이 있다. Ai+, Ai-가 이방성을 고려하는 양호한 거칠기 계수가 될 수 있음은 이미 실험을 통하여(이상돈, 1990; 김대영, 2001) 증명된 바 있다. 그러므로, RL,P와 RL,N 역시 거칠기의 이방성을 나타내는 거칠기 계수로 사용될 수 있다.
 (4)
(4)
2.2 거칠기의 측정방법
절리면 거칠기의 측정에 사용된 암석은 대보화강암의 일종인 함열석이다. 함열석의 인공 인장 절리면으로 부터 100 × 100 × 40mm 크기인 4개의 거칠기 복제물(No. 2-1, No. 2-2, No. 2-3, No. 2-4)을 제작하였으며, 이때 절리면의 복제는 몰드용 실리콘 고무, KE-1402 (Shin Etsu Co., 일본)를 사용하였다.
4개의 복제물(replica)을 카메라 방식의 3D 스캐너를 사용하여 각각 측정하여 Fig. 2와 같은 3차원 자료를 작성하였다. 절리면 거칠기의 측정에 사용된 3D 스캐너는 ATOS II(GOM mbh, 독일) 시스템이다(홍은수 등, 2006). ATOS(Advanced TOpometric Sensor) II 시스템은 고정밀도와 높은 재현성을 제공하면서도 빠르고 사용이 간편하다(Reich 등, 2000). 엘리어싱 효과와 만곡의 굴곡각에 의하여 요철의 거칠기 계수가 과소평가되는 것을 억제하기 위하여 측점 간격을 0.15 mm 이하로 유지할 필요가 있었으며(홍은수 등, 2005), 여기서는 약 0.12 mm로 하였다.
Fig. 2. Measured 3D data(No. 2-3).
거칠기의 구분은 2차원 프로파일을 사용하여야 한다. 따라서 4개의 인장절리 복제물에서 얻어진 3차원 자료를 사용하여 각각 가로방향 각 20개, 세로방향 각 20개의 2차원 프로파일을 추출하였다.
3. 절리면 거칠기의 구분
3.1 거칠기 구분의 기준
거칠기는 전단 강도에 관계하며 소성거동을 나타내는 요철(unevenness: small scale roughness)과 전단 방향을 규정하는 만곡(waviness: large scale rou-ghness)으로 나뉜다(ISRM, 1981). 홍은수 등(2005)은 이전 연구에서 Barton 등(1985)의 전단강도와 변위에 대한 무차원 모델과 Brown과 Sholz(1986)의 거칠기의 소성파괴 개념을 조합하여 만곡과 요철의 구분이 주파수 영역에서 이루어 질수 있음을 보인 바 있다. 이 연구에 의하면 만곡과 요철을 구분하기 위한 주파수, f3에 해당하는 전단 변위는 시료길이(Lsample)의 1 %로 추정할 수 있다.
그러나 임의의 수평변위의 크기와 그 변위로 인하여 파괴되는 돌출부의 폭의 크기는 같지 않다. Hong 등(2006)은 삼각 돌출부 모델을 사용하여 첨두 전단변위를 1 mm로 가정하였을 때 돌출부의 전단거동과 파괴되는 돌출부의 크기의 관계에 대하여 연구한 바 있다. 이 모델은 경사각, θ를 가지는 만곡 위에 경사각, α를 갖는 삼각형 요철이 존재하는 경우 연직응력의 크기에 따라 파괴되는 요철의 크기, 경사각, 강도와의 관계를 힘의 평형이론을 사용하여 단순화 한 것이다. 연구 결과는 Fig. 3과 같다. Fig. 3에서는 전단변위가 1mm일 때 서로 다른 θ와 α를 가지는 돌출부에서 파괴되는 돌출부 폭의 1/2, λf가 초기 연직응력과 절리면 압축강도의 비, σ0/JCS의 변화에 따라서 변화되는 양상을 보여주고 있다. 이 결과에 의하면 전단변위 1mm일 때 파괴되는 요철의 크기는 연직응력, 요철의 크기, 경사각, 강도의 함수인 것으로 나타났으며, 가장 큰 영향을 미치는 요소는 연직응력으로 판명되었다. 요철의 전단파괴 양상은 미끄럼이 발생하는 경우와 발생하지 않는 경우로 크게 구분할 수 있으며, 미끄럼이 발생되지 않고 요철이 전단파괴 되는 경우는 전단되는 돌출부, 요철의 폭이 급격히 증가하는 양상을 보이는 것으로 나타났다. 그러나 일반적으로는 미끄럼이 먼저 발생하고 뒤이은 압축파괴에 의하여 요철의 파괴가 발생하는 것으로 나타났으며, 요철의 폭은 전단변위의 크기보다 다소 큰 결과를 보이고 있다. 그러므로 대부분의 경우에서 전단변위 1mm일 때 파괴되는 요철의 크기는 1mm 보다 큰 값으로 추정된다.
Fig. 3. Shearing asperity base length versus normalized normal stress(Hong et al., 2006).
암반공학적 문제에서 관심 대상이 되는 연직응력의 범위는 대체로 0.1 - 2.0 MN/m2 이며(Barton, 1973), 4 MN/m2 이내(Barton, 1976)이다. 최대 3 MN/m2의 최대 연직응력(암반의 단위중량이 27 kN/m3 일 때, 111 m의 토피고를 가지는 경우임)을 고려할 때 10 cm 시편의 평균적인 λf는 1.5mm 이므로 파괴되는 돌출부의 폭, 2λf의 최대값은 시료길이의 3 %인 3mm로 추정된다. 그러므로 10 cm 시편의 경우, 만곡과 요철을 구분하기 위한 주파수, f3는 1/0.03 Lsample 인 약 0.3 Hz이다.
3.2 디지털 필터링에 의한 거칠기의 구분
신호로부터 필요한 성분만을 추출해 내는 것을 필터링(filtering)이라고 하며, 임의간격으로 측정된 신호인 이산신호를 필터링하는 장치를 디지털 필터(digital filter)라고 한다(이채욱, 1999). 필터의 종류에는 저역통과 필터(low-pass filter) 등이 있다(Fig. 4). 프로파일 자료 즉, 거칠기 프로파일에서 만곡의 성분을 분리하는 것은 주파수 영역(frequency domain)에서 특정한 주파수보다 작은 주파수 성분의 돌출부 들을 분리하는 것과 같으므로 저역통과 필터(low-pass filter)를 사용하는 것과 같다.
Fig. 4. Amplitude characteristics and filter types.
임의의 동력학계(dynamic system)에 충격(impul-se)이 입력으로 주어질 경우 나타나는 출력을 충격응답(impulse response)이라고 한다(Eq. 5). 여기서, h는 충격응답, x는 충격이며, y는 그 결과이다. 충격은 모든 주파수 성분을 동일하게 포함하고 있기 때문에 충격 응답은 그 계의 고유 특성을 나타낸다고 할 수 있다(Santamarina와 Fratta, 1998).
 (5)
(5)
선형 시불변 시스템(linear time-invariant sys-tem)에서는 시간영역과 주파수 영역에서 신호의 분리와 조합이 선형적인 결과를 주며, 변환 전후에 물리량의 변화가 없는 경우이다. 충격응답은 이 시스템의 일종이므로 주파수 영역에서 필터링으로 신호를 분리하고 시간영역에서 프로파일을 재구성하여도, 분리 전 프로파일의 물리적 특성은 분리된 프로파일의 물리적 특성의 합이 일치하는 선형 관계가 성립한다.
한편 주파수 영역에서는 이러한 관계가 Eq. 6에서와 같이 표현 될 수 있다. 여기서 H(z)는 h의 퓨리에 변환 결과이며, X와 Y는 각각 x, y의 퓨리에 변환 결과이다. 이때 Eq. 6의 H(z)를 전달함수(transfer function)로 정의하며, 디지털 필터는 이러한 전달함수의 하나이다. 여기서, M은 자료의 개수이며, a는 계수이고, f는 주파수이다.
 (6)
(6)
여기서, 

디지털 필터의 종류는 크게 유한 임펄스 응답(Finite Impulse Response, FIR)과 무한 임펄스 응답(Infi-nite finite Impulse Response, IIR) 필터가 있다. 이 중 무한 임펄스 응답필터는 충격응답이 무한하므로 순회형 또는 재귀형으로 불린다. 무한 임펄스 응답필터는 안정성이 다소 떨어지나 적용이 쉽다(이채욱, 1999).
무한 임펄스 응답 필터의 일종인 Butterworth 필터는 필터링 전후 신호의 진폭변화가 적어 가장 많이 사용되는 필터이다(이채욱, 1999). 이 연구에서는 Butter-worth 필터를 사용하여 거칠기를 구분하였으며, Ma-tlab 6.0® 프로그램의 ‘Filter Design & Analysis Tool’에 내장된 ‘butter’ 함수를 이용 하였다.
Butterworth 필터에 사용된 전달함수는 Eq. 7과 같다. 여기서 a, b는 계수이고 n은 차수이다(The Math-works Inc., 2000). 계수 a와 b는 내장함수인 ‘butter’함수에 의하여 계산된다. 이때 ‘butter’함수에 대한 입력 값으로는 차수, n과 차단주파수(필터링 하고자 하는 기준 주파수)가 사용된다.
 (7)
(7)
Butterworth 필터를 사용하는 경우, 거칠기의 구분을 위한 차단 주파수(cutoff frequency)가 0.3 Hz일 때에 대한 차수, n의 영향을 알아본 결과 차수가 높을수록 정보를 얻고자 하는 주파수 영역과 정보를 버리고자 하는 주파수 영역사이의 천이구간이 작아 훨씬 정밀한 필터링이 가능하였다. 그러나 차수가 6이상은 큰 차이를 보이지 않았으며 차수가 10 이상인 경우 불안정한 결과를 나타내었으므로 차수는 8을 사용하였다. 디지털 필터링을 위하여 이산화 된 자료의 간격은 추후 방전가공(EDM)의 가공 정밀도를 고려하여 0.1 mm로 선정하였다.
자연 절리면 프로파일에서와 같이 만곡과 요철이 동시에 있는 경우에 Butterworth 필터를 사용하여 거칠기의 구분이 가능한가의 여부를 확인하기 위한 검토를 하였다. 검증을 위한 프로파일은 소규모 거칠기(높이 1 mm, 너비 2mm)와 중규모 거칠기(높이10mm, 너비 20mm)와 대규모 거칠기(높이 40mm, 너비 200mm))를 중첩한 것(홍은수 등(2005)의 Fig. 7)을 사용 하였다. 프로파일 측점간격은 0.1mm로 하였다. 그 결과 작은 크기의 거칠기와 중간크기의 거칠기에 대하여 모두 양호한 구분 특성을 나타내는 것을 확인 할 수 있었다(홍은수, 2005).
3.3 암반 절리 거칠기 프로파일의 구분 결과
Fig. 5는 전체 거칠기(original profile)가 만곡과 요철의 프로파일로 분리된 거칠기 구분 결과의 사례이다. Fig. 5에는 대체로 구분된 요철의 크기는 그 높이가 보통 0.4mm 이내이며 평균적으로 0.2mm 정도인 것으로 나타난다.
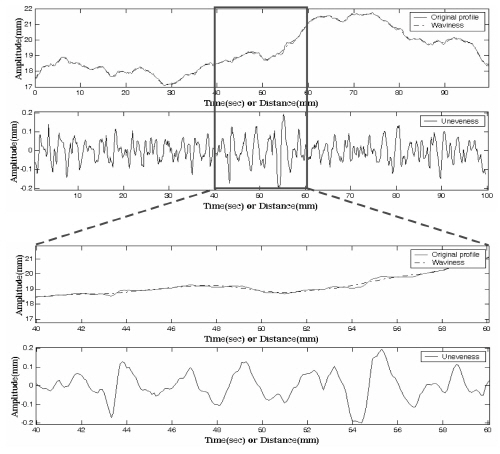
Fig. 5. Classification result(No.2-4-L3).
전체 프로파일로부터 분리된 만곡과 요철의 프로파일이 어떠한 특성을 가지고 있는지 알아보기 위하여 검토하였다. 그 결과 분리된 요철의 프로파일에서 기준면에 대한 높이의 평균값은 거의 '0'에 가까운 값으로 나타났다(홍은수, 2005). Fig. 6은 10 cm 길이의 분리된 프로파일에 대한 돌출부 높이의 분포를 확률분포로 나타낸 것이다. 전체 거칠기와 만곡의 구간범위는 0.2mm이고 요철의 구간범위는 0.02 mm이다. 전체 거칠기와 만곡의 돌출부 높이의 분포는 큰 차이가 나지 않으며 정규분포와는 비교적 거리가 멀다는 것으로 알 수 있다. 그러나 요철의 확률분포는 정규분포 곡선에 매우 근접한 형태를 나타내고 있다. 신호(signal)로부터 분리된 주파수 성분은 잡음(noise)으로 구분되며 ‘Gaussian noise’(San-tamarina와 Fratta, 1998) 라고 칭한다. 그 명칭에서 알 수 있듯이 잡음은 정규분포 형태를 나타낸다. 자료의 전체 합이 ‘0’이 되므로 이것을 ‘Gaussian white noise’라고도 하며, 이러한 백색잡음(white noise)은 정상성(stationarity)을 가지는 것으로 정의된다(김해경과 김태수, 2003). 앞에서 분석된 여러 가지 요철의 특성은 이와 같은 잡음의 특성과 매우 유사하며, 이러한 특성은 측정 길이나 측정 간격에 크기에도 별로 영향을 받지 않는 것으로 나타났다(홍은수, 2005). 그러므로 전체 프로파일로부터 분리된 요철은 잡음과 같은 정상성을 가지는 것으로 간주될 수 있다. 그러나 전체 프로파일로부터 분리된 만곡은 통계적 특성이 전체 거칠기와 유사하고 통계적 특성 또한 비정상적(nonsta-tionary)이다.
(a) total (b) waviness (c) unevenness |
Fig. 6. Asperity height distribution of classified roughness(No.2-1-H17). |
160개의 전체 프로파일과 전체 프로파일로부터 구분된 만곡과 요철에 대하여 거칠기 분석을 실시하였다. 산정된 RL의 범위는 전체 프로파일이 대략 1.0286 – 1.0693 이었으며, 평균이 0.0419이며 표준편차는 1.0065이다. 만곡의 RL의 범위는 이 1.0090 – 1.0417이고, 평균이 1.0166이며 표준편차는 1.0042이다. 요철의 RL의 범위는 1.0168 - 1.0502 이고, 평균이 1.0260이며 표준편차는 1.0048이다.
4. 절리면 전단시험
4.1 시험방법
4.1.1 WEDM에 의한 주형의 제작
0.1 mm 간격으로 미세하게 변하는 굴곡진 모양으로 소재를 가공할 수 있는 방법은 거의 없으나, 방전가공(EDM, Electric Discharge Machining)은 효과적으로 사용될 수 있는 거의 유일한 대안이다. 방전가공이란 스파크(spark)가공 이라고도 하며, 전기의 양극과 음극이 부딪칠 때 일어나는 스파크로 가공하고자 하는 재료를 녹이거나 기화 시켜 제거함으로써 가공하는 방법이다(Boothroyd와 Knight, 1989). 그 중 와이어 컷(wire- cut) 방전가공(WEDM)은 방전을 위해 금속선을 사용하는 방법이다. 기계적인 응력을 가하지 않고도 복잡한 모양의 정밀 가공하는 것이 가능하나, 속도가 느리고 비용이 높은 단점이 있다. 이 연구에서는 컴퓨터 수치제어기(CNC) 방식의 WEDM을 사용하여 프로파일의 모양을 가공하였다(Fig. 7).
Fig. 7. Wire-cut EDM.
3종의 프로파일(Fig. 8)에 대하여 각각 전체(만곡과 요철로 분리 전) 거칠기, 만곡, 요철의 프로파일에 대한 금속 주형을 제작하였으며, 제작된 주형은 총 9개이다(Fig. 9). 프로파일의 거칠기 계수는 Table 1과 같다. 제작된 주형의 크기는 100 × 100 × 30mm 이다.
Fig. 8. Original rock joint profiles.

Fig. 9. Metal mould.
4.1.2 석고시편의 제작
제작된 금속 주형을 사용하여 절리면 전단시험을 위한 시편(100 × 100 × 40mm)을 복제하였다. 시편의 제작에 사용된 재료는 고강도 석고(improved stone)이다. 고강도 석고는 MG Crystal rock(Maruishi사, 일본)이며, 초결시간은 10분이고, 팽창율은 0.12 %이다. 사용된 재료의 특성은 Table 2와 같다.
comp. strength (σc, MN/m2) | secant modulus (Esec, kN/m2) | basic friction angle (Φb, °) |
40.3 | 8,386.5 | 36.4 |
4.1.3 절리면 전단시험기와 전단시험 절차
전단시험기는 낮은 연직응력과 높은 연직응력 상태에서의 거칠기 발현특성을 각각 규명하기 위하여 2 kN 까지 재하가 가능한 전동식 절리면 전단시험기(motored shear apparatus)와 500 kN 까지 재하가 가능한 유압식 절리면 전단 시험기(hydraulic shear apparatus)를 각각 사용하였다(Fig. 10). 연직변위와 수평변위는 2개의 LVDT에 의하여 측정 되었으며, 유효값은 0.1 mm이다. 전동식 절리면 전단시험기에서는 연직하중은 무게추에 의하여 재하되었으며, 전단하중은 19.6 kN(유효값: 9.8 N) 용량의 로드셀에 의하여 측정 되었다. 유압식 절리면 전단 시험기에서는 연직하중은 서보제어기에 의하여 제어되었으며, 전단하중은 각각 19.6 kN(유효값: 9.8 N) 용량과 196.1 kN(유효값: 98.1 N) 용량의 로드셀에 의하여 측정 되었다.
연직 재하응력을 각각 10 단계로 적용하였으며, 각각 전동식 절리면 전단시험기에서 2∼8.8kN/m2(3 단계), 유압식 절리면 전단 시험기에서 12.8∼1,187.6kN /m2(7 단계)의 범위를 적용하였다. 전단시험 조건을 일정 연직하중조건으로 하였으며, 전단속도는 0.5mm/ min을 적용하였다. 측정된 자료는 자동으로 수집되어 컴퓨터에 저장되었다.
4.2 전단시험 결과
Fig. 11은 연직응력의 증가에 따른 전단강도의 변화 양상을 잘 보여주고 있다. 그림에서 total은 전체 거칠기 프로파일에 의한 전단강도, waviness는 만곡의 프로파일에 의한 전단강도, unevenness*는 전체 거칠기로부터 분리된 요철 프로파일에 의한 전단강도 이다. unevenness는 전체 거칠기의 전단강도에서 만곡의 전단강도를 뺀 값으로 이론적인 요철의 전단강도이다. 전체 거칠기로부터 분리된 요철의 프로파일에 의한 시편은 만곡의 형태와 연직응력의 크기에 따라 달라지는 요철의 실제 전단 면적을 반영하도록 제작될 수 없었다. 그러므로 unevenness*를 나타내는 시편의 전단면의 면적이 실제 전단되는 면적보다 넓으며, 따라서 Fig. 11에서는 unevenness*의 전단강도가 비교적 높은 응력에서 과대평가 되는 경향이 강하다. Hong 등(2006)이 인공 거칠기 프로파일에 의한 전단시험 결과에서 보여 주었듯이 이론적인 요철의 전단강도(unevenness)가 참값에 가깝다.



Unevenness의 거칠기 곡선에서 살펴보면 요철에서의 전단강도 발현은 대체로 낮은 응력 범위(σ/JCS < 0.01)에서 이루어 졌으며, 응력이 커지면 전단강도의 크기는 기본마찰각에 의한 전단강도와 거의 평행하게 증가한다. 그러나 만곡의 거칠기(waviness)는 낮은 연직응력에서 상대적으로 낮은 전단강도 값을 보이다가 연직응력이 증가할수록 큰 값을 나타낸다. 그러므로 연직응력별로 돌출부의 크기에 따라 거칠기의 발현 특성은 차이가 있다.
Fig. 12는 연직응력의 변화에 따른 전체 전단강도에 대한 요철의 전단 강도와 만곡의 전단강도의 비율을 나타낸 것이다. 대체로 초기에는 요철의 전단강도가 전체 전단강도의 대부분을 차지하는 경향이 있다. 그러나 연직응력이 증가할수록 만곡의 전단강도의 비율이 증가하는 경향을 보이며, 요철의 전단강도는 감소하는 경향을 보인다. 그러나 Fig. 8 (a)의 프로파일은 처음부터 시편의 평균 전단면이 기준면에 대하여 일정한 각도를 가지고 있는 경우, 즉 프로파일이 비정상성이 강한 경우이다. 그러므로 처음부터 요철에 의한 전단강도 보다는 만곡에 의한 전단 강도의 값이 전체 전단강도의 대부분을 차지하는 것으로 나타났다. 낮은 연직응력 범위에서 요철의 전단강도 크기는 거칠기 계수가 클수록 증가하는 경향을 나타낸다.

5. 상관식의 제안
Hong 등(2006)은 응력 수준에 따른 변화 특성을 세밀히 파악하고자 전단강도에서 기본 마찰각 성분을 제외하고 Barton(1973)의 상관관계식을 사용하여 시험으로부터 얻어진 전단강도 값을 역산하였다. 그 결과 거칠기 값은 상수가 아니며, 연직응력에 따라 비선형적으로 변화하는 값임을 알 수 있었다. τ/JCS의 최대값이 나타나는 위치와 JRC의 최대값이 나타나는 위치는 거의 같았으며, 전단강도와 거칠기는 발현 양상이 매우 유사함을 알 수 있었다.
Fig. 13은 연직응력의 변화에 대한 만곡의 거칠기 JRCw의 변화를 RL,P로 정규화 하여 나타낸 것이다. 비록 정규화된 그림이지만 거칠기의 발현양상은 정규화 이전과 같으며, 비선형적인 발현 양상을 잘 나타내고 있다. 거칠기의 발현은 σ/JCS의 증가에 따라 JRC가 거의 선형적으로 증가 형태를 보이는 단계(1st stage), 완만한 증가를 보이는 단계(2nd stage), 포물선 형태로 완만하게 감소하는 단계(3rd stage)로 3구간으로 구분할 수 있다. 또한 σ/JCS가 1에 근접한다면 거칠기 값은 ‘0’에 가까울 것으로 추정된다. 그러므로 0.01 < σ/JCS < 0.15 인 경우, 연직응력의 변화에 따른 거칠기의 변화는 Eq. 8과 같이 표현할 수 있다.

Fig. 13. σ/JCS vs. JRCw, RL,P.
 (8)
(8)
Fig. 14는 JCS로 정규화한 요철의 전단강도(τu)와 σ/JCS과의 상관관계를 나타내고 있다. 요철의 경우(unevenness)는 stage 1과 stage 2가 매우 짧으며, stage 3도 매우 완만하다. σ/JCS가 0.03 이상인 경우 시험값은 평균값에 대하여 10 % 이내의 오차 범위 안에 나타난다(Eq. 9). τu/JCS가 매우 유사한 값을 나타내는 이유는 전단과정에서 연직응력이 커짐에 따라 매우 작은 돌출부들이 전단 이전에 이미 파괴되어 거칠기의 기하학적 특성의 영향이 현저하게 작아졌기 때문으로 생각된다.

Fig. 14. σ/JCS vs. τu.
 (9)
(9)
이와 같은 영향을 고려하여 거칠기의 발현을 고려하는 상관식은 0.01 < σ/JCS < 0.15 인 경우, Eq. 10, 11과 같이 제안할 수 있다. 거칠기 프로파일로부터 구분된 만곡과 요철의 프로파일을 각각 비정상성과 정상성을 가지는 것으로 볼 수 있듯이 Eq. 10, 11을 비정상성을 나타내는 부분(τw + τb)과 정상성을 나타내는 부분(τu)으로 이루어졌다고 추론할 수 있다.
 (10)
(10)
 (11)
(11)
요철에 의한 전단강도 성분인 τu는 제한된 σ/JCS 범위 안에서 거의 상수 값을 가지고 있다. 일정한 크기의 돌출부를 기준으로 요철을 정의하였으므로 상수 값으로 간주할 수 있는 범위와 그 값의 크기는 만곡과 요철의 구분 기준에 의존한다. 이 연구에서 적용한 거칠기 구분기준에서 요철은 일반적인 응력 범위에서 σ/JCS에 무관하며 전체 전단강도 성분에서 잡음과도 같이 일정한 값을 주는 역할을 한다. 또한 요철에서는 전단강도에 대한 거칠기의 영향이 비교적 작은 것으로 보인다.
Fig. 15는 15개의 인공 인장 절리 프로파일(No.2- 1-L4T, No.2-2-L4T, No.2-4-L3T)에 의한 시편과 8개의 인공 삼각 절리 프로파일(Hong 등, 2006)의 전체 거칠기에 의한 전단강도 값에 대하여 새로운 상관식을 사용하여 예측한 값과 그 시험 값을 각각 비교한 것이다. 예측치는 시험 값에 대하여 주어진 응력 범위에서 비교적 양호한 상관관계를 보이고 있다.
Fig. 15. Comparison of shear strength values with the proposed model.
6. 결론
이 연구에서는 이전의 연구에서 Barton 등(1985)의 전단강도와 변위에 대한 무차원 모델과 Brown과 Sholz(1986)의 거칠기의 소성파괴 개념을 조합하여 도출된 만곡과 요철의 구분기준을 적용하여 인공 인장절리면의 프로파일을 2개의 성분으로 구분하였다. 돌출부의 규모별로 구분된 거칠기 프로파일을 나타내는 시편을 제작하여 전단시험을 수행하였으며, 그 결과를 사용하여 새로운 상관식을 제시하게 되었다. 이상의 연구로 다음과 같은 연구 결과를 얻을 수 있었다.
1. Butterworth 필터를 사용하는 디지털 필터링 기법은 거칠기 프로파일을 만곡과 요철의 프로파일로 구분하는데 매우 효과적인 것으로 나타났다.
2. 구분된 거칠기중 만곡과 요철 프로파일은 각각 신호와 잡음의 특성을 가지며, 또한 비정상성과 정상성을 가진다.
3. WEDM은 암석 절리 프로파일의 굴곡진 모양을 미세하게 가공하여 재현할 수 있는 방법이며, 추후 이와 유사한 연구에서 효과적으로 사용될 수 있다.
4. 매우 낮은 연직응력에서의 전단시험은 거칠기의 발현 특성을 분명하게 파악할 수 있도록 하는 방법임을 확인 할 수 있었다.
5. 거칠기 구분은 돌출부의 규모에 따라 달라지는 거칠기의 발현 특성을 명확히 파악할 수 있게 하여준다. 만곡을 나타내는 시편의 전단시험 결과는 거칠기가 연직응력의 증가에 대하여 비선형적으로 변함을 보여주며, 요철의 경우에는 크기가 매우 작은 연직응력의 범위를 제외하면 전단강도의 크기가 연직응력의 크기에 대하여 독립적이다. 그 크기는 차단주파수가 0.3 Hz인 요철에서 나타나는 고유한 특성으로 간주할 수 있다.
6. 전체 전단강도에서 차지하는 만곡과 요철의 전단강도의 비중은 연직응력이 증가함에 따라 만곡의 비율은 증가하지만 요철의 비율은 상대적으로 감소된다.
7. 제안된 전단강도 예측을 위한 상관식은 0.01 < σ/JCS < 0.15 인 경우 타당하며, 이 상관식은 개념상 비정상성 부분과 정상성 부분과의 합으로 표현될 수 있다.
8. 제안된 상관식은 비선형적으로 변하는 만곡의 발현 특성과, 주어진 연직응력 범위에서 거의 일정한 요철의 발현 특성을 고려한 것이다. 또한 거칠기 규모별로 거칠기 계수를 적용하여 거칠기 계수가 그 특성을 효과적으로 표현할 수 있었다. 따라서 거칠기 구분을 통한 상관식의 제안이 타당한 방법임을 확인할 수 있었다.
