
1. 서론
2. 절리면 거칠기 계수와 전단강도의 추정
2.1 절리면 거칠기 계수의 개요
2.2 거칠기 계수와 전단강도의 과소평가
3. 거칠기 계수 과소평가의 원인
3.1 거칠기 발현 특성 고려의 부족
3.2 거칠기 계수 특성의 고려 부족
3.3 거칠기 데이터 이산화 과정의 문제
4. 절리면 거칠기 정량화를 위한 제언
4.1 발현되는 거칠기의 주파수 영역 분석
4.2 거칠기의 구분
4.3 거칠기의 측정 간격의 결정
4.4 거칠기 측정 방법의 개선
5. 결론
1. 서론
암반 절리의 표면 거칠기는 절리면의 공학적 특성에 지배적인 영향을 미치는 요소이나 다른 것과 달리 정량화가 상대적으로 어려운 자연의 특성이다. 따라서 많은 연구자들의 연구 주제가 되었음에도 불구하고 지금까지도 명확한 이론을 이끌어 내지 못하고 있는 연구 분야가 되었다. ISRM (1981)이 Barton과 Choubey (1977)가 제시한 암석 절리면 거칠기에 대한 평가 방법과 그들이 제안한 절리 거칠기 계수, JRC (Joint Roughness Coefficient)를 사용하여 절리면 거칠기를 정량화하고 절리면 전단강도의 산정에 사용하도록 추천하고 있으나, 이 방법이 가지는 모순으로 인하여 여러 연구자들이 거칠기 계수 (Hsiung 등, 1993)와 전단강도의 과소평가(Kulatilake 등, 1995; Kishida 등, 2001; 이상돈 등, 1994; 장보안과 조종수, 1999)문제를 제기하게 되었다. 이후 많은 연구자들 (Tse와 Cruden, 1979; Turk 등 1987; Carr와 Warriner, 1989; Maerz 등, 1990; Miller 등, 1990; Lee 등, 1990; Kulatilake와 Um, 1999; Yang 등, 2001; Fardin 등, 2001; 이인모 등, 2002)이 새로운 거칠기 계수 (Z2, Rp, Ai, RL, RS, D 등)를 사용하여 거칠기를 정량화 하려는 시도를 하였다. 그러나 측정기술의 한계와 함께 복잡한 암석 절리면의 전단거동과, 특히 절리 길이와 측정 간격으로 인한 크기효과 (scale effect)때문에 근본적인 연구가 어려웠다. 따라서 지금까지 거칠기 계수와 전단강도의 과소평가 현상과 관련된 체계적이고 심도 있는 연구 역시 이루어 지지 않고 있다.
거칠기 계수와 전단강도의 지나친 과소평가는 터널과 같은 암반 구조물에 대한 과다설계를 유발하여 비경제적인 측면이 많다. 따라서 합리적인 거칠기 계수의 평가와 관련된 연구는 반드시 필요하다.
이 논문은 거칠기의 과소평가 현상에 주목하였으며, 암석 절리면 전단에 대한 합리적인 모델을 제시하기 위한 사전 단계로서 거칠기 계수 정량화와 관련된 문제점에 대한 새로운 관점에서의 이해와 해결방안에 대한 방향을 제시하는 것을 목적으로 하였다.
이 논문은 거칠기 프로파일을 시계열 (time series)로 간주하고 신호처리 이론을 적용하여 거칠기가 저평가되는 원인을 고찰하였다. 고찰 결과를 바탕으로 올바른 정량화 방법과 거칠기 계수의 적용 방안, 새로운 거칠기 측정 방법의 가능성에 대하여 논의 하였다. 그러나 크기 효과, 거칠기의 이방성 등은 논의하지 않았다. 검토된 연구 내용에 의한 모델시험과 전단모델 개발 결과는 추후 제시할 예정이다.
2. 절리면 거칠기 계수와 전단강도의 추정
2.1 절리면 거칠기 계수의 개요
거칠기 계수의 대다수는 원래 기계 또는 재료공학 분야에서의 소재의 표면처리와 관련하여 정의 된 것들이며, 여러 공업규격 (ISO, ASTM, DIN, KS 등)에는 이미 거칠기 계수 및 거칠기 측정 장비에 대한 정의와 규정이 제정되어 있다. 이 가운데 몇 종류는 암석 절리면의 거칠기를 정량화 하는데 사용되었다. 자주 사용되는 거칠기 계수로는 Barton (1973)이 제안한 JRC( Joint Rough-ness Coefficient)와 함께 중심선 평균치 (centerline average, CLA), 제곱평균자승근 값 (root mean square value, RMS), 1차 미분의 RMS (root mean square of the first derivative, Z2), 평균 거칢각 (micro- average inclination angle, Ai), 단면 거칠기 계수(profile roughness parameter, RL)가 있으며 최근에 와서 프랙탈 차원 (fractal dimension, D)도 사용되고 있는 추세이다. 이상에서 언급한 것은 2D의 절리면 거칠기 계수였으나 최근에는 3D 절리면 거칠기 계수까지도 제기되고 있으며 대표적인 3D 절리면 거칠기 계수로는 표면 거칠기 계수 (surface roughness parameter, RS)가 있다. Z2와 RL등이 절리 거칠기를 가장 잘 표현하는 거칠기 계수로 추정된다 (Tse와 Cruden, 1979; Miller 등, 1990; Maerz 등, 1990; Kulatilake 등, 1995). 보다 자세한 절리 거칠기 계수의 종류와 물리적 의미에 대하여는 박병윤과 권상기 (2000)의 논문을 참조하기 바란다.
2.2 거칠기 계수와 전단강도의 과소평가
대부분의 기존 연구는 공통적으로 Barton과 Choubey (1977)가 제시한 프로파일을 일정 간격으로 수치화하고 그 값을 거칠기 계수 분석에 사용하였다. 그러나 이러한 방법에 의하여 추정된 상관관계는 거칠기가 큰 경우 실제 결과와 잘 맞지 않는 문제가 발생한다. 여기서는 이러한 문제를 구체적으로 확인하기 위하여 Fig. 1의 프로파일을 수치화 하여 JRC와 거칠기 계수의 상관관계를 검토하였다. 측정간격은 1mm이다. 거칠기 자료는 Fig. 1의 프로파일을 스캐너로 주사 (scan)하여 이미지 파일로 전환하고 다시 디지타이징 프로그램을 사용하여 수치화 하여 얻어졌다. 스캐너의 해상도는 300dpi (dot-per-inch)이며, 디지타이징에 사용된 프로그램은 UN-SCAN-IT version 5.0 (Silk Scientific Corporation, USA)이다.
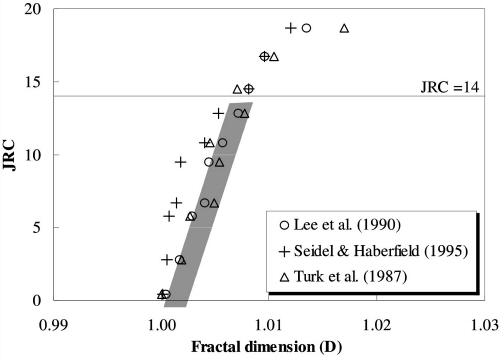
Fig. 2는 거칠기 계수 RL과 RS에 대한 JRC의 상관관계를 나타낸 결과이다. 대체로 JRC와 거칠기 계수들과의 상관관계가 양호하게 나타나지만, JRC가 14 이상인 경우에는 선형성이 감소하며 상관관계가 상대적으로 모호해지는 경향을 보이고 있음을 알 수 있다. 이러한 경향은 거칠기 계수가 프랙탈 차원, D인 경우에도 매우 유사하게 나타난다 (Fig. 3).

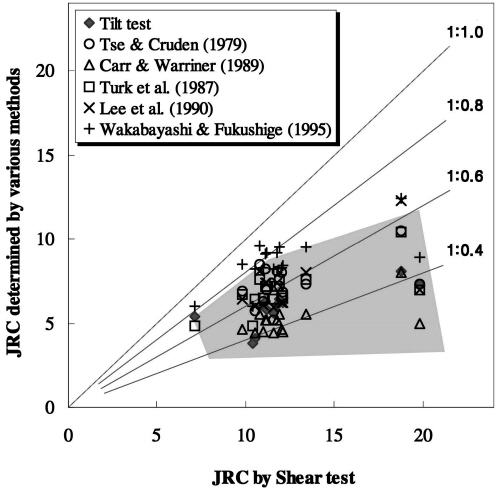
Hsiung 등 (1993)은 전단시험에 의하여 다른 연구자들(Tse과 Cruden, 1979; Turk 등 1987; Carr Warriner, 1989; Maerz 등, 1990; Lee 등, 1990; Wakabayashi와 Fukushige, 1995)이 제안한 JRC와 거칠기 계수의 상관 관계식에 대한 정량적인 평가를 시도 하였다. Fig. 4는 Hsiung 등 (1993)의 연구 결과를 정리하여 다시 그림으로 나타낸 것이다. 여러 가지 상관 관계식으로부터 추정된 JRC는 절리면 전단시험에 의하여 역산된 JRC와 비교하여 볼 때 대부분 20% 이상 과소평가 되고 있는 것으로 나타났다. 과소평가의 정도는 JRC값, 12를 기점으로 하여 JRC의 크기와 비례하게 증가하며, JRC가 약 20인 경우 60% 까지도 과소평가 할 수 있는 것으로 분석되었다.
|
Fig. 4 JRC by shear test versus estimated JRC (after Hsiung et al., 1993). |
|
Fig. 5 Shear strength comparison: tested versus esti-mate (after Kishida et al., 2001). |

거칠기의 평가가 잘못되는 것은 곧 전단강도 모델에서 전단강도 값도 잘못 평가됨 의미한다. 실제로 실험에 의하여 도출된 전단강도 보다 상관 관계식에 의하여 추정된 전단강도가 더 과소평가되는 경향은 이미 여러 연구자들 (Kulatilake 등, 1995; Kishida 등, 2001; 이상돈 등, 1994; 장보안과 조종수, 1999)에 의하여 보고되고 있다. Fig. 5는 Kishida 등 (2001)의 연구 결과이며 전단강도의 과소평가 양상은 Fig. 4에서와 비슷하게 나타나고 있다.
3. 거칠기 계수 과소평가의 원인
3.1 거칠기 발현 특성 고려의 부족
Barton (1973)이 제시한 전단모델에서는 첨두 전단변위에서의 전단강도는 연직응력, 절리면의 강도, JRC, 잔류 마찰각의 함수로 표현된다. 미시적인 관점에서는 전단강도에 영향을 미치는 요소는 연직응력과 함께 절리 표면 돌출부의 크기, 경사, 강도, 그리고 전단 변위의 크기 (Seidel과 Haberfield, 2002; 홍은수, 2005)를 들 수 있다. 이러한 영향 요소 가운데 연직응력과 전단변위의 크기는 거칠기를 발현시키도록 하는 외적 요소이며, 나머지는 절리면 자체의 기하학적 또는 역학적 특성과 관련한 내적 특성으로 볼 수 있다. 거칠기와 전단강도는 이러한 외적 요소에 의하여 내적 특성치가 나타나는 것이며 이것을 곧 ‘거칠기의 발현 (Suh와 Sin, 1981; Swan과 Zongqi, 1985; Barton 등, 1985)’이라고 정의 할 수 있다. 한편, 절리면을 전단하는 경우 절리면의 전단 모드는 미끄러짐과 돌출부 파괴 (asperity failure)의 조합이다 (Ladanyi와 Archambault, 1970; Lam과 John-stone, 1989; Seidel과 Haberfield, 2002). 이러한 관점에서 거칠기의 성분을 미끄러짐에 해당하는 기하학적 성분과 돌출부 파괴 성분 혹은 기계적 성분으로 구분하는 것이 가능하다 (Bandis 등, 1981; Lopez, 2003). 결국 절리면 전단강도는 거칠기의 기하학적 특성과 기계적 특성이 연직응력과 전단변위에 따라 발현되는 과정의 최종 결과이며, 전단 모델은 이러한 거칠기 발현 특성이 고려 된 것이어야 한다. 그러나 지금까지 대부분의 연구자들은 위와 같은 문제를 간과하거나 고려하지 못하였으며, 이전의 연구는 두 가지 큰 문제점을 가지고 있다.
첫째는 많은 연구자들이 거칠기 발현 특성 가운데 기계적 특성을 제대로 고려하지 못하였다는 것이다. 암석 절리면에서 연직응력이 증가하면 여기에 비례하여 실제 접촉 면적이 증가하여 (Xie 등, 1997)거칠기와 전단강도가 증가한다. 그러나 접촉면적의 증가와 거칠기의 발현 양상은 일정하지 않은 것으로 생각된다. 유연한 (smooth)절리에서는 연직응력이 증가하면 더 많은 접촉면적을 가질 수 있도록 접촉면이 증가되지만, 접촉점의 수는 높은 연직응력에서도 거의 일정하다 (Xie 등, 1997). 반면 거친 (rough)절리에서는 접촉점의 수가 연직응력이 증가하면 상당히 증가하며, 결과적으로 더 많은 접촉점과 더 큰 맞물림 정도가 얻어진다 (Xie 등, 1997). 그러므로 연직응력에 의한 거칠기의 발현 결과는 선형 관계가 아니며, 거칠기는 전단 과정에 따라 변화하는 값이다. 또한 외적 요소는 기하학적 거칠기의 성분을 증가시키지만 이것은 기계적 거칠기 성분을 증가시키는 직접적인 원인도 된다. 전단강도의 구성 성분에서 볼 때 연직응력이 증가할수록 기계적 특성의 비중이 더 증가하며, 기하학적 특성의 비중은 상대적으로 감소하게 된다 (홍은수, 2005). 당초 JRC가 역산에 의하여 구해질 때에는 거칠기의 발현과 관련된 이러한 영향 요소들이 JRC에 포함되어 있었다. JRC 역시 기하학적 특성과 기계적 특성의 함수이므로 (Lopez 등, 2003), JRC를 기하학적 특성치로 만 간주하고 거칠기 프로파일의 특성을 계수화 하여 역산 결과와 비교하는 경우 거칠기의 과소평가는 당연한 것이 될 수 있다.
둘째는 그들이 제시한 하나의 통계정수로는 규모에 따라 거동이 달라지는 거칠기 발현 특성을 잘 표현할 수 없다 (Seidel과 Haberfield, 1995; Kulatilake 등, 1995; Miller 등, 1990; Yang 등, 2001; Bhushan, 2002; Gadelmawla 등, 2002)는 것이다. 돌출부의 크기 특성은 전단 과정에서 서로 다른 형태로 전단강도에 영향을 미친다 (Barton, 1973; Seidel과 Haberfield, 1995). 매우 낮은 연직응력에서는 규모가 작은 돌출부와 큰 돌출부에서 모두 미끄럼이 주로 발생한다. 그러나 연직응력이 증가하면 규모가 작은 돌출부는 대부분 파괴되지만 큰 돌출부에서는 돌출부 표면을 따르는 미끄럼이 발생할 수 있다. 최종적으로 매우 높은 연직응력에 도달하면 대부분의 돌출부는 파괴된다. 연직응력이 증가할수록 파괴되는 돌출부의 크기 (저부 폭)는 증가하며, 미끄럼에 의한 전단강도 보다는 돌출부 파괴가 수반되는 경우의 전단강도가 더 크다. 따라서 연직응력이 증가하는 경우 기하학적 성분보다 기계적 성분이 더 증가하는 이유 가운데 하나는 이와 같이 거칠기의 규모별로 전단 모드가 다르기 때문이다. 단 하나의 통계정수를 사용하여 연직응력과 크기에 따라 거동이 다른 돌출부들의 특성을 모두 표현하는 것은 한계가 있다.
3.2 거칠기 계수 특성의 고려 부족
거칠기 계수의 탄생 배경이 다르므로 거칠기 정량화에 대한 장단점과 적용성이 다를 것으로 판단되지만 대부분 구체적인 확인 절차를 거치지 않고 사용한다. 여기에서는 이러한 문제에 대한 확인을 위하여 여러 가지 사례 별로 인공 거칠기를 (Fig. 6, 7) 제작 하였으며, 각종 거칠기 계수를 산정하여 그 특성을 비교 하였다.
Fig. 6에서 (a)는 돌출부 (asperity)의 높이 (ampli-tude)가 다른 경우이며, (b)는 돌출부의 너비 (base length 즉, frequency)가 다른 경우이다. Fig. 6의 (c)는 돌출부의 높이, 너비가 모두 달라도 같은 기울기(incli-nation angle)를 가지는 경우 (AC1, 2) 및 하나의 프로파일에 같은 기울기를 가지는 크기가 다른 거칠기 들이 혼재하여 있을 경우 (AC3)이다. 거칠기의 분석에는 앞서 언급한 거칠기 계수들 가운데 3D 절리면 거칠기 계수인 RS를 포함하여 총 6개의 거칠기 계수 (CLA, RMS, Z2, Ai, RL, RS)를 사용하였다. 표본추출 (sampling) 간격이 클 경우 원래의 프로파일이 가지고 있는 특성을 잃게 되는 엘리어싱 (aliasing) 현상을 막기 위하여 측정 간격을 가장 작은 돌출부 폭의 1/2인 1 mm로 하였다. 분석 결과 (Table 1) CLA, RMS는 돌출부의 높이만 다른 경우 (AA 1, 2, 3)에는 변별력을 보이고 있으나 돌출부의 너비만 다른 경우 (AF 1, 2, 3)에서는 거칠기 구분을 위한 변별력을 상실하는 것으로 나타났다. 반면에 다른 거칠기 계수들은 돌출부의 높이가 다른 경우 및 돌출부의 너비가 다른 경우에도 비교적 양호한 변별력을 보이고 있다. 또한 CLA, RMS는 기울기가 같더라도 돌출부의 규모가 다르면 (AC 1, 2, 3) 거칠기 계수가 달라지며, 이 경우 다른 거칠기 계수들은 유사한 거칠기를 나타내는 모순을 보인다.
|
(a) Different amplitude of asperity |
|
(b) Different width of the asperity |
|
(c) Asperities with same inclination |
Fig. 6 Artificial roughness profile |

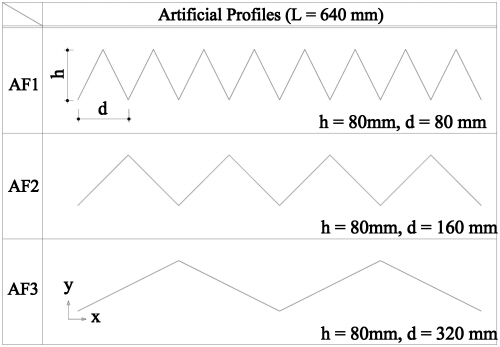

Fig. 7은 규모가 다른 거칠기가 중첩된 경우 거칠기가 올바로 반영 되는가를 알아보기 위하여 소규모 거칠기 (case 1), 중규모 거칠기 (case 2), 대규모 거칠기 (case 3)를 오토캐드로 작성한 것이다. 이 가운데서 case 4는 중규모 거칠기와 대규모 거칠기가 존재하는 경우이고, case 5는 3가지 규모의 거칠기가 동시에 중첩된 경우이다. 거칠기를 수치화 할 때에는 엘리어싱 현상을 막기 위하여 측정 간격을 0.1mm로 하였다. 분석 결과는 Table 2와 같다. 여기에서도 CLA와 RMS를 제외한 거칠기 계수들은 크기가 다른 거칠기가 중복될수록 크기가 증가하여 (case 4, 5), 비교적 양호한 결과를 주고 있음을 알 수 있다. 그러나 CLA와 RMS는 거칠기의 높이는 쉽게 표현하지만 대규모 거칠기 위에 존재하는 작은 돌출부에 의한 거칠기에는 민감한 반응을 보이지 않는다.
결국 CLA와 RMS를 제외한 거칠기 계수들은 대부분의 경우에 거칠기 정량화를 위한 양호한 수단이 될 수 있으나, 돌출부 경사가 같고 크기가 다른 거칠기가 조합된 경우에는 전혀 변별력을 기대할 수 없다는 심각한 단점이 있다. 그러므로 이 거칠기 계수는 적어도 2가지의 종류가 있음을 확인할 수 있으며, 진폭 파라메터 (CLA, RMS)와 경사 파라메터 (Z2, Ai, RL)로 구분할 수 있다(Maerz 등, 1990).
거칠기 정량화에 양호한 결과를 준다고 알려진 거칠기 계수들이 기울기가 비슷하나 크기가 다른 요철들이 혼재된 경우 즉, 돌출부 형상의 진폭과 주파수가 비슷한 비율로 변하는 경우 (Fig. 6 (c), Fig. 7의 case1, 2)변별력을 보이지 않는다는 것은 거칠기 정량화에 대하여 오류임이 분명하다. 결국 두 범주의 거칠기 계수들에서는 어느 거칠기 계수든 단독으로는 거칠기를 완전하게 표현하기에는 한계가 있다 (Bhushan, 2002; Gadelmawla 등, 2002). 아울러, 대부분의 거칠기 계수들은 소규모의 거칠기를 표현하는데 적합한 것으로 생각된다. (Brown과 Scholz, 1985; Yang 등, 2001)
3.3 거칠기 데이터 이산화 과정의 문제
3.3.1 거칠기 계수의 측정 간격 의존성
거칠기를 정량화 하는 거칠기를 측정한다는 것은 연속적인 (continuous) 원래의 자료를 일정한 간격으로 이산화 된 (digitized) 자료로 변환 시키는 것과 같다. 이산화 된 데이터는 항상 원래 프로파일의 정보를 완전히 표현할 수 없는 문제를 가지고 있으며, 측정 간격이 작을수록 원래 프로파일의 정보를 많이 포함하게 된다. 거칠기의 측정 간격이 줄거나 또는 해상도가 증가하면 거칠기 계수가 증가하며, 측정 간격이 0에 가까워지면 거칠기 계수는 급격하게 증가한다. 거칠기의 측정 간격 의존성은 이미 여러 연구자들 (Brown과 Scholtz, 1985; Miller 등, 1990; Maerz와 Franklin, 1990; Yu와 Vayssade, 1991; Kulatilake와 Um, 1999; Lanaro, 2000; Fardin 등, 2001; Chiaia, 2002)에 의하여 지적 되었다. Barton과 Choubey (1977)는 거칠기 프로파일을 이산화 하려는 시도를 하지 않았으므로 이 문제가 발생하지 않았다. 그러나 JRC를 대체하는 거칠기 계수를 제시하려면 이 문제를 해결하여야만 하며, 지금까지의 연구 방향은 다음과 같은 두 가지 추세가 있다.
첫째는 거칠기 계수는 측정 간격을 고려하여 결정하여야 한다는 견해 (Maerz와 Franklin, 1990; Yu와 Vays-sade, 1991)이다. 그러나 이러한 견해는 전단강도에 주로 영향을 미치는 돌출부의 크기와 거칠기 계수의 상관관계를 구체적으로 제시하지 못함으로써 폭 넓게 받아들여지지 못한 것으로 보인다. 다른 하나는 측정 간격과 무관한 불변량인 거칠기 계수를 구하려는 시도 (Kula-tilake 등, 1995; Kulatilake와 Um, 1999; Fardin 등, 2001)이며, 최근 프랙탈 차원을 거칠기 정량화에 적용하는 과정에서 더욱 일반화 된 것으로 보인다. 그러나 거칠기의 측정 간격의 결정은 크기효과와 밀접한 관계에 있으며 크기효과에 따른 실제 거칠기의 발현 특성도 고려하여야 한다. 크기효과의 원인은 여러 가지이며, 여기에서는 측정 간격과 관련된 문제만 다루고자 한다.
시편의 크기가 증가하면 첨두 전단변위의 크기가 증가하며, 전단강도에 영향을 주는 돌출부의 크기도 달라진다 (Seidel과 Haberfield, 1995). 그러므로 길이가 수 미터인 절리면의 거칠기 계수와 길이가 수 센티미터인 시편에서의 기하학적 거칠기 계수는 분명 다르며, 이것은 거칠기의 발현 특성이 달라지기 때문이다. JRC와 같은 거칠기 계수가 기계적 특성과 기하학적 특성을 나타내는 것임을 전제로 한다면, 절리의 규모에 의존적인 거칠기의 기계적 특성과 기하학적 특성을 고려하지 않고 크기 독립적인 거칠기 계수를 산정하는 것은 전단강도 모델의 정확성을 저감시킬 가능성이 많다. 그러므로 거칠기 계수에는 암석 절리면의 전단거동에 영향을 줄 수 있는 가장 작은 돌출부의 크기 이상의 돌출부에 대한 정보가 포함되도록 하여야 한다.
3.3.2 만곡에 의한 거칠기의 과소평가
엘리어싱 현상은 거칠기 측정 간격에 의하여 주로 발생하지만 대규모 돌출부의 굴곡각과도 관련이 있다. 암석 절리면의 거칠기는 전단 변위의 초기 방향을 지배하는 대규모 돌출부 (만곡)와 그 위에 존재하는 상대적으로 작은 규모의 돌출부 (요철)로 이루어진다. 만약, 만곡의 굴곡각이 작다면 거칠기의 측정 방향은 프로파일의 방향 혹은 전단방향과 평행을 이루고 있으므로 측정된 측점간의 거리는 거의 일정하다. 그러나 만곡이 굴곡각, θ를 이루며 존재하는 경우 θ가 커질수록 거칠기의 측정방향과 직각을 이루는 측선의 방향은 거칠기 프로파일의 방향과 예각을 이루게 되며, 두 측점간의 실제 간격은 1/cosθ 배 만큼 커지게 되므로 엘리어싱 현상이 커지게 된다(Fig. 8). 자연 절리에서 특히 만곡의 거칠기가 클수록 요철에서는 거칠기가 과소평가될 가능성이 충분하다.
3.3.3 측정간격과 만곡에 의한 과소평가의 분석
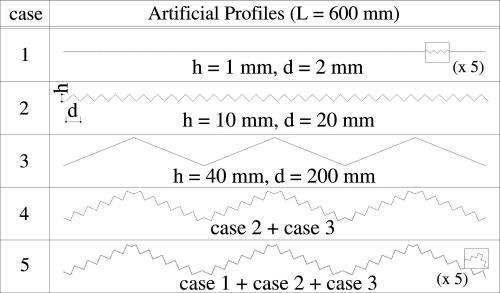
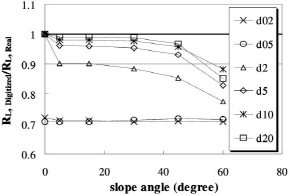
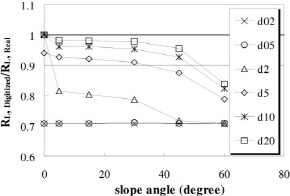
사례 분석을 위하여 요철의 너비, d와 높이, h가 각각 다른 6개의 인공 거칠기 프로파일 (d02, d05, d2, d5, d10, d20)을 작성하였다. 프로파일의 d와 h는 각각 0.2, 0.5, 2, 5, 10, 20mm와 0.1, 0.25, 1.0, 2.5, 5, 10mm 이고, 프로파일의 길이는 600mm 이다 (Fig. 8). 만곡 위에 요철이 있는 경우는 앞에서 만들어진 프로파일이 만곡의 굴곡각, θ만큼 기울어진 것과 같다. 여기서는 만곡의 굴곡각 θ가 0, 5, 15, 30, 45, 60̊인 경우를 가정하였다. Fig. 8은 그 개요이며, 거칠기 측정 방향은 x축 방향과 같고, 측정 간격은 dx이다. 작성된 인공 거칠기 프로파일은 측정 간격을 0.1, 0.2, 0.5, 1.0mm로 하여 이산화 되었다. 이산화 결과는 편의상 정량화가 간편한 RL을 사용하였다. 이산화 된 프로파일의 RL값을 프로파일의 실제 RL(RL,Real)과 비교하였으며, 요철의 규모별로 만곡의 굴곡각 변화와 측정 간격의 변화에 따른 거칠기 계수 변화 양상을 분석하였다.
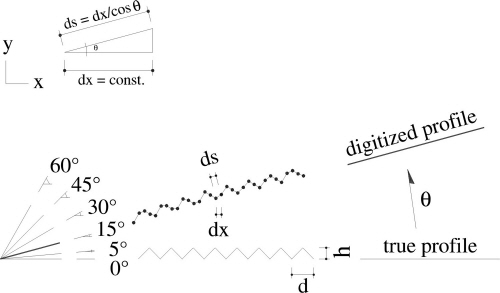
Fig. 9는 비교 결과이다. 측정 간격에 의한 엘리어싱 효과는 만곡의 굴곡각 보다 거칠기의 감소에 더 큰 영향을 주고 있으며, 여기에 굴곡각 증가에 의한 거칠기의 감소 효과가 더해질 경우 요철의 거칠기가 표현될 수 있는 한계치에 근접하는 것으로 보인다. 측정 간격이 증가할수록 측정 간격과 돌출부 크기의 관계에서 엘리어싱의 영향으로 전체적인 RL,Digitized와 RL,Real의 비율이 점점 작아지며, 측정 간격이 0.1mm일 때와 측정 간격이 증가하는 경우의 추세선의 기울기 및 형태를 고려해 보면 측정 간격에 의한 거칠기의 감소는 약 20% 이상인 것으로 추정된다.
|
| |
(a) Sampling interval: 0.1mm | (b) Sampling interval: 0.2mm | |
|
| |
(c) Sampling interval: 0.5mm | (d) Sampling interval: 1.0mm | |
Fig. 9 RL,Digitized/ RL,Real versus inclination angle. | ||
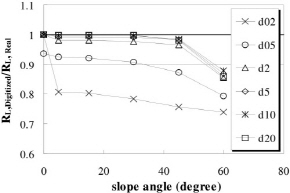
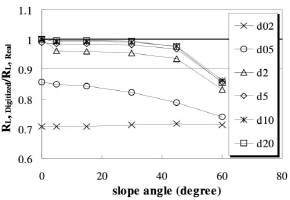
결론적으로 엘리어싱 현상은 측정 간격의 증가에 의하여 주로 발생하며, 만곡의 굴곡각은 그 간접적인 원인이 될 수 있음을 알 수 있다. 그러나 지금까지 만곡에 대한 요철 거칠기의 종속성 문제에 대하여 체계적인 언급이 없었으며, Barton과 Choubey (1977)의 프로파일에도 이와 같은 거칠기의 과소평가 경향이 포함되어 있을 가능성이 크다. 따라서 굴곡이 심한 자연 절리면의 프로파일을 이산화 하는 경우 이러한 영향을 고려해야 하며 이러한 문제점은 측정 방법의 변경으로 쉽게 개선할 수 있다.
4. 절리면 거칠기 정량화를 위한 제언
검토된 문제 가운데 가장 핵심적인 내용은 거칠기 발현 특성을 고려하기 위한 거칠기의 구분, 거칠기 측정 간격의 선정, 그리고 거칠기의 측정 방법이다. 여기서는 분석된 결과를 바탕으로 올바른 암석 절리면 거칠기 정량화를 위한 새로운 방안을 모색하고자 한다.
4.1 발현되는 거칠기의 주파수 영역 분석
거칠기의 구분과 측정 간격의 결정은 전단의 진행 과정에서 거칠기의 발현에 기여하는 거칠기의 규모를 결정하는 것과 관련이 깊다. 그러므로 거칠기의 구분과 측정 간격의 결정에 앞서 전단 과정과 거칠기의 관계와 과정별로 전단강도에 가장 큰 영향을 미치는 거칠기의 규모에 대한 개념의 정립이 선행되어야 한다.
Barton과 Choubey (1977)는 평균 절리 길이가 9.8cm인 136개의 시편에 대한 전단시험의 결과 첨두 전단변위, δp가 평균 0.93mm로 나타나는 결과를 얻었다. 그들은 이것을 첨두 전단강도는 절리 길이의 약 1% 이후에 도달한다는 ‘경험적 법칙(rule-of-thumb)’으로 주장 하였다. 또한 첨두 전단변위가 발생하는 시점은 첨두 전단강도가 발현되는 시점과 같으며, 첨두 전단변위가 발생한 이후에는 전단 거동이 취성에서 소성으로 변화한다. 이러한 전단 과정에 관하여는 Barton 등 (1985)이 Sharp (1970)의 연구 결과를 근거로 일목요연하게 구분하였다 (Fig. 10).

Fig. 10에서 전단변위와 첨두 전단변위의 비, δ/δp가 0에서 0.3 사이의 구간은 전단하중의 증가로 절리면이 맞물려져 가고 있는 상태이며 작은 돌출부들이 파괴되기 전이므로 응력-변위곡선이 직선이다. δ/δp가 0.3을 넘어서는 순간부터 0.6까지는 작은 즉, 광물입자 크기의 돌출부의 크기에 의한 거칠기가 발현되는 구간이다. 이 후 δ/δp가 0.6에서 1.0사이의 구간은 요철이 크기가 작은 것부터 서서히 소성변형이 진행되며, 만곡의 팽창이 본격적으로 진행되는 위치이다. δ/δp가 1.0을 넘어설 때는 미소 거칠기와 요철이 모두 파괴되어 본격적인 소성 흐름 (plastic flow) 상태로 전환되는 때이다.
연직응력의 재하에 의한 소성흐름의 발생에 관하여는 Brown과 Sholz (1986)가 이미 연구하였다. 그들은 연직하중이 가해지는 경우 최대 접촉응력이 파여 들어간 부분의 경도 (indent hardness)를 초과할 때 소성흐름이 발생한다고 하였으며, 그로 인한 거칠기의 감소로 높은 주파수 성분 (작은 규모의 돌출부)이 제거되는데 이것을 기능적 여과 (functional filtering) 라고 하였다. 그들은 이러한 소성흐름의 하한계를 관심 대상 거칠기를 구분하기 위한 고주파 영역 컷오프 (high-frequency cutoff)로 규정하였다. 전단 과정에서도 미소 거칠기의 파괴 또는 요철의 파괴에 의한 소성흐름이 존재한다고 볼 수 있으며, 이것을 거칠기 측정 및 구분을 위한 기준으로 적용하는 것이 가능하다.
이상에서 언급한 Barton 등 (1985)의 절리거동과 Brown과 Sholz (1986)의 거칠기 파괴에 대한 개념을 종합하면 거칠기 측정 대상과 그 크기 (주파수)에 대한 관계를 알 수 있다. 절리면 거칠기의 프로파일을 주파수 영역에서 분석을 하게 된다면 거칠기 프로파일이 가지는 돌출부의 크기는 특정 주파수를 나타내며, 주파수 크기에 대한 에너지의 관계는 Fig. 11에서와 같은 형태를 보일 것이다. 이와 같은 구분은 거칠기가 발현되는 특성치라는 개념에 근거한 것이다. 그림에서 f1(δ/δp = 0.3)은 연직하중에 의한 기능적 여과이며, f2(δ/δp = 0.6)는 미소 돌출부의 파괴에 의한 기능적 여과이고, f3(δ/δp = 1.0)는 요철의 파괴에 의한 기능적 여과로 볼 수 있다. f4는 거칠기 측정의 크기효과가 나타나지 않는 하한계, flow이다.
f2는 연직하중에 의한 매우 작은 거칠기의 소성파괴 이후 본격적인 전단응력의 작용에 의한 미소 거칠기의 소성파괴를 나타내는 기준이나, 전단모델에서는 이 크기의 거칠기가 이미 잔류마찰각에 의하여 반영되었으므로 이 이하의 거칠기는 측정할 필요가 없다. 그러므로 거칠기 측정을 위한 최소 측정 크기는 f2에 의하여 결정되어야 하며, f2는 최소 측정 주파수의 상한계 (fhigh)를 구분하는 기준이 된다.
|
Fig. 11 Roughness profile analysis in frequency domain (Log - Log scale). f1 corresponds to δ/δp = 0.3, f2 corresponds to δ/δp = 0.6 f3 corresponds to δ/δp = 1.0, f4 corresponds to flow |
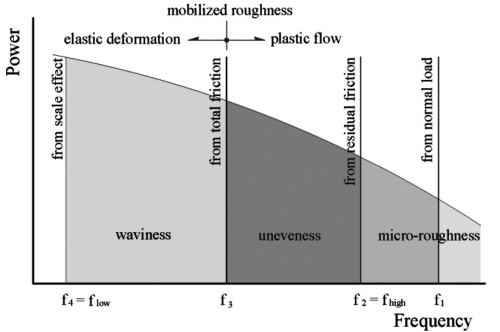
f3는 최대 전단변위 일 때 파괴되는 요철의 크기를 구분하는 기준이며 거칠기가 최대로 발현되는 위치이다(Fig. 11 참조). 연직응력의 크기에 따라 전단되는 요철의 크기는 달라질 것이므로 f3는 f2와 달리 가변적인 값이다. 연직응력이 증가하면 접촉면적의 증가로 응력을 부담하게 되는 돌출부의 규모가 커지므로 결과적으로 주파수가 감소하여 f4에 접근하게 되고 연직응력이 작다면 반대로 주파수가 증가하여 f2에 접근하게 될 것이다. Barton의 전단모델에서는 발현되는 거칠기인 JRC에 대하여 암석강도와 연직응력의 비에 로그를 취하여 이러한 주파수 변동 효과를 반영하고 있다.
보통의 연직응력 범위 내에서 f1은 전단강도에 대한 기여도가 떨어져 구분할 필요가 없을 것으로 생각되며, f4는 절리 시스템 또는 시편의 길이에 의하여 결정되는 값으로 대부분 어렵지 않게 규정 할 수 있을 것이다. f2와 f3는 각각 4.3절과 4.2절에서 논의하기로 한다.
4.2 거칠기의 구분
거칠기를 만곡과 요철로 구분하는 이분법적 구분 방식은 여러 연구자들 (Deere 등, 1966; Barton, 1973; ISRM, 1981)에 의해 통상적으로 인정되어 왔다. 주로 요철은 전단하는 경우 소성거동을 보이며 전단강도에 관여하는 거칠기로, 반면 만곡은 전단 방향에 관련되며 전단강도에 무관한 것으로 정의된다. Barton의 전단 모델에서는 이러한 만곡과 요철을 포함하는 거칠기 계수로서 JRC가 사용되는 것이다. 그러나 JRC를 대체하여 새로운 거칠기 계수를 제안하려면 거칠기의 규모에 따라 만곡과 요철을 분리하여 반영하여야 한다.
거칠기를 구분하는 것은 명백한 장점을 가지고 있다. 가장 중요한 장점은 돌출부의 규모에 따른 발현 특성을 제대로 고려 할 수 있다는 것이며, 또 다른 장점은 거칠기 계수의 특성을 제대로 반영할 수 있다는 것이다. 거칠기의 발현 특성을 고려하는 문제는 앞에서 충분히 언급하였다. 일정 연직 하중 조건에서 돌출부의 전단 모드가 미끄럼과 돌출부 파괴로 정의 되는 것과 같이 거칠기 계수 역시 기울기 관련 파라메터와 진폭 관련 파라메터를 모두 사용하는 것이 효과적이다. 또한 돌출부의 규모를 구분하고, 구분된 돌출부에 대하여 경사 파라메타를 적용하는 것은 두 종류의 파라메터의 특성을 모두 반영할 수 있다.
그러나 현재까지 크기와 거동이 전혀 다른 두 거칠기 성분의 특성을 전단 모델에 별도로 반영하려는 시도(Kulatilake 등, 1995; Fardin 등, 2001)는 극히 제한적으로 이루어져 왔다. 앞서 언급한 것과 같이 많은 연구자들이 자연 암반의 절리면 프로파일을 프랙탈 프로파일로 규정지어 연구 하였다. 프랙탈 도형의 특징은 자체 유사 또는 자체 친화로 특징 지워진다. 자체 유사인 경우 표면의 작은 부분을 등방 확대하는 경우 전체 표면에 대하여 통계적으로 동일한 특성을, 자체 친화인 경우는 크기의 확대에서 크기 비율과 방향이 일정하지 않은 특성을 지니고 있다 (Power 와 Tullis, 1991). 최근에는 자연 암석 절리면 프로파일이 자체 친화 (self-affine)적 특성을 가지고 있다는 (Mandelbrot, 1985; Brown과 Scholz, 1986; Kulatilake 등, 1995)의견이 더 설득력을 얻어 가고 있다. 이러한 자체 친화 프랙탈은 비정상(non-stationary)으로 논의된다 (Kulatilake 등, 1995; Lanaro, 2000).
통계적 측면으로 볼 때 프로파일의 자료의 크기와 무관하게 통계정수 (평균, 표준편차 등)가 변하지 않으면 정상성 (stationarity)을 가진 것으로, 그러나 통계정수가 변화하면 정상성을 갖지 못한 것으로 정의된다 (김해경과 김태수, 2003). 비정상 시계열을 통계 분석 하는 것은 대단히 어려운 작업이며, 단순한 통계치 만으로는 적절한 거칠기 계수를 얻을 수 없다. 합리적인 해결 방법은 비정상 시계열의 성분을 확률부분 (random part)으로 보고 이것을 신호 (signal)와 잡음 (noise)의 합으로 분리하여 개별적으로 파악하는 방법이다 (김해경과 김태수, 2003). 이 방법은 다른 연구자들 (Kulatilake와 Um, 1999; Fardin 등, 2001)이 거칠기를 분리하여 프랙탈 차원을 구한 것과 비슷하다.
정상 거칠기와 비정상 거칠기의 구분은 신호 처리 기법을 사용하면 손쉽게 이룰 수 있으며, 주파수 분석에 의하는 경우 f3를 구분 하는 것과 같다. f3는 연직응력에 의한 가변 값이며 실험을 통하지 않고는 정확한 값을 알기 어렵지만, Barton과 Choubey (1977)의 연구 결과 (Fig. 10)를 이용하면 실험을 하지 않고 추정하는 것도 가능하다. 즉, δ/δp가 1.0 인 경우의 첨두 전단변위, δp는 시료길이 (Lsample)의 1% 이므로 f3에 해당하는 수평변위는 0.01 Lsample 임을 알 수 있다.
4.3 거칠기의 측정 간격의 결정
측정 간격은 요철의 크기보다는 작아야만 한다 (Yang 등, 2001). 측정 간격은 작을수록 좋으나 현실적으로는 측정 장비의 성능, 측정이 가능한 시편의 크기, 측정의 효율 면에서 제약이 많다. 그러므로 거칠기의 측정 간격은 f2(fhigh)에 의하여 결정되는 것이 합리적이다. Fig. 11에 의하면 f2에 해당하는 δ/δp가 0.6 이고, 이 때의 δp는 시료길이의 1% 이므로 f2에 해당하는 전단변위는 0.006 Lsample로 추정 할 수 있다.
측정 간격은 엘리어싱 효과를 막기 위하여 주기의 1/2 보다 작게 할 필요가 있으며, 거칠기 프로파일이 가지고 있는 물리적 특성을 최대한 유지하려면 하나의 파장 구조를 대표할 수 있어야 한다. 거칠기 프로파일이 가지는 물리적 특성치를 손실 없이 반영하기 위한 측정 간격에 관한 검토를 하였다.
Fig. 9에서 보듯이 측정 간격 0.1, 0.2, 0.5, 1mm인 경우의 나이퀴스트 주파수에 해당되는 거칠기의 너비는 0.2, 0.4, 1, 2mm 임에도 불구하고 이보다 큰 너비를 가진 돌출부의 거칠기가 과소평가되는 경향을 보이고 있다. 굴곡각이 매우 작은 경우 (5 인 경우)에 실제 거칠기와 10% 이내의 차이를 유지하기 위한 측정 간격/돌출부 너비의 비는 대략 1/4 - 1/5이다.
그러므로 측정 간격은 가장 작은 관심대상 거칠기의 1/4 이하의 간격을 유지하는 것이 합리적이다. 10cm 크기의 시편을 기준으로 생각하면 f2의 구분을 위하여 대략 0.6mm의 1/4인 0.15mm 이하의 최대 측정 간격이 필요하다.
4.4 거칠기 측정 방법의 개선
만곡의 굴곡각에 의한 거칠기의 과소평가는 새로운 측정 방법을 사용하면 개선이 가능하다. Fig. 12는 카메라 방식의 3D 스캐너에 의한 거칠기 측정과 기존의 거칠기 측정 방법 가운데 대표적인 레이저 프로파일러에 의한 거칠기 측정의 차이를 명확히 보여준다. Fig. 12의 (a)와 (b)는 두 방법의 원리이며, (c)와 (d)는 두 방식에 의하여 거칠기를 측정하는 경우에 대한 모의 예측 결과이다. Fig. 12에서 프로파일의 투영 길이, L은 40.8mm 이며, 카메라 방식의 3D 스캐너에서의 측점간 거리 (ds)는 1mm 이고, 레이저 프로파일러에서의 측정간격(dx) 또한 1mm 이다.
Fig. 12의 (c)에서와 같이 레이저 프로파일러에 의한 거칠기 측정결과는 프로파일의 굴곡 때문에 측정하지 못하는 사각지대가 생기는 경우 프로파일 정보의 왜곡을 나타낸다. 반면 Fig. 12의 (d)에서와 같이 카메라 방식의 3D 스캐너는 카메라의 각도를 조정하여 굴곡진 표면에서의 사각지대 까지도 데이터를 측정할 수 있어서 측정 방법에 따른 프로파일의 왜곡 현상을 충분히 제거할 수 있으며, 측점간격이 작아질수록 더욱 참값에 가까운 프로파일을 얻을 수 있다.


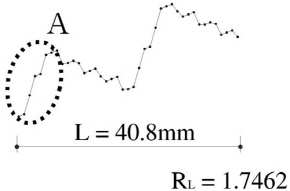

Fig. 12에서는 이산화의 결과로 프로파일의 RL 값이 감소되는 것을 보여주며, 카메라 방식의 3D 스캐너는 레이저 프로파일러의 경우보다 약 7% 정도 더 크게 평가하고 있는 것을 알 수 있다. 그러나 Fig. 12 (c)의 A와 같은 결과를 고려하여 볼 때, 전단강도의 이방성이 나타나는 경우 기존의 측정 방법들은 큰 오차를 발생시킬 가능성이 있음을 배제할 수 없다. 그러므로 카메라 방식의 3D 스캐너는 기존의 방법들에 비하여 실제 프로파일의 형태를 더 명확히 파악할 수 있으며, 거칠기 정량화를 위한 새로운 대안이 될 수 있음도 확인할 수 있었다.
5. 결론
Barton의 경험식은 대단히 유용한 전단강도 예측 수단이 될 수 있으나 거칠기를 전단시험으로부터 역산하지 않고 JRC 혹은 새로운 거칠기 계수를 거칠기 프로파일로부터 직접 구하려는 시도에서 여러 가지 문제점이 나타났다. 이러한 문제는 표준 프로파일, 거칠기 계수들의 특성, 거칠기의 측정 방법에 의하여 발생하였으나 가장 큰 원인은 거칠기의 발현 특성이 제대로 고려되지 못했기 때문이다. 개선 방법을 찾기 위하여 거칠기 측정 간격의 선정, 거칠기의 측정 방법, 그리고 거칠기의 구분을 통한 정량화 방법의 개선 방법에 대한 면밀한 검토가 이루어 졌다. 그 결과 새로운 거칠기 계수 정량화 방법을 제시하려면 다음과 같은 사항을 고려하여야 하는 것으로 나타났다. 이 논문은 새로운 전단모델을 제안하기 위한 기본 토대를 제안하기 위한 것이며, 최종 연구 성과는 추후 발표될 예정이다. 이 논문의 연구 결과는 다음과 같다.
1.돌출부의 규모에 따른 거칠기의 발현 특성, 거칠기 계수의 자체의 특성, 그리고 거칠기 프로파일의 비정상성을 고려할 때 돌출부의 규모에 따라 거칠기 계수를 분리하여 적용하는 것이 합리적이다. 거칠기를 만곡과 요철 또는, 신호 (signal)와 잡음 (noise)으로 별도로 각각 거칠기 계수를 따로 적용하여야 한다.
2.Barton 등 (1985)의 절리거동과 Brown과 Sholz (1986)의 거칠기 파괴에 대한 개념을 종합하면 거칠기 측정 대상과 그 크기 (주파수)에 대한 관계를 알 수 있다. 이러한 연구 결과를 이용하여 요철과 만곡을 구분하기 위한 전단변위가 절리 길이의 약 1.0% 임을 추정할 수 있다.
3.거칠기의 정량화를 위한 측정 간격에는 전단강도에 영향을 줄 수 있는 최소 돌출부 크기에 대한 정보가 포함되어야 한다. 그러므로 최소 측정대상이 되는 거칠기인 잔류마찰각 관련 거칠기, f2에 의하여 결정되어야 하며, 거칠기 프로파일이 가지고 있는 물리적 특성을 최대한 추출하려면 최대 측정 간격이 f2의 1/4 이하가 되어야 한다.
4.표면 거칠기의 측정은 반드시 실제 거칠기를 과소평가하게 되며, 이러한 과소평가의 정도는 측정 방법에 따라 달라진다. 카메라 방식의 3D 스캐너는 기존의 방법들에 비하여 거칠기의 과소평가 정도를 줄일 수 있는 것으로 나타났으며, 특히 거칠기가 큰 경우에 있어서 상대적으로 효과적인 거칠기 측정 방법이 될 수 있다.
