

1. 서 론
2. 디스크커터
2.1 디스크커터의 크기 및 형상
2.2 디스크커터의 구성
3. 디스크커터의 손상
4. 현장적용 디스크커터의 내부부품 분석
4.1 허브, 샤프트, 씰 리테이너
4.2 베어링
4.3 플로팅 씰
5. 결 론
1. 서 론
TBM (Tunnel Boring Machine)제작 및 시공기술의 발달에 따라 국내・외 TBM터널 건설현장에서는 극경암(420 MPa까지) 또는 복합지반과 같은 굴착이 어려운 지반조건과 고온, 고수압과 같은 극한 환경에서 작업이 이루어지는 경우가 많아졌다(Roby et al., 2008). 디스크커터(disc cutter)는 TBM현장의 이러한 극한 조건의 최전방에 놓여있으므로 이를 고려하기 위하여 고성능(고강도, 고수명)화되고 있다.
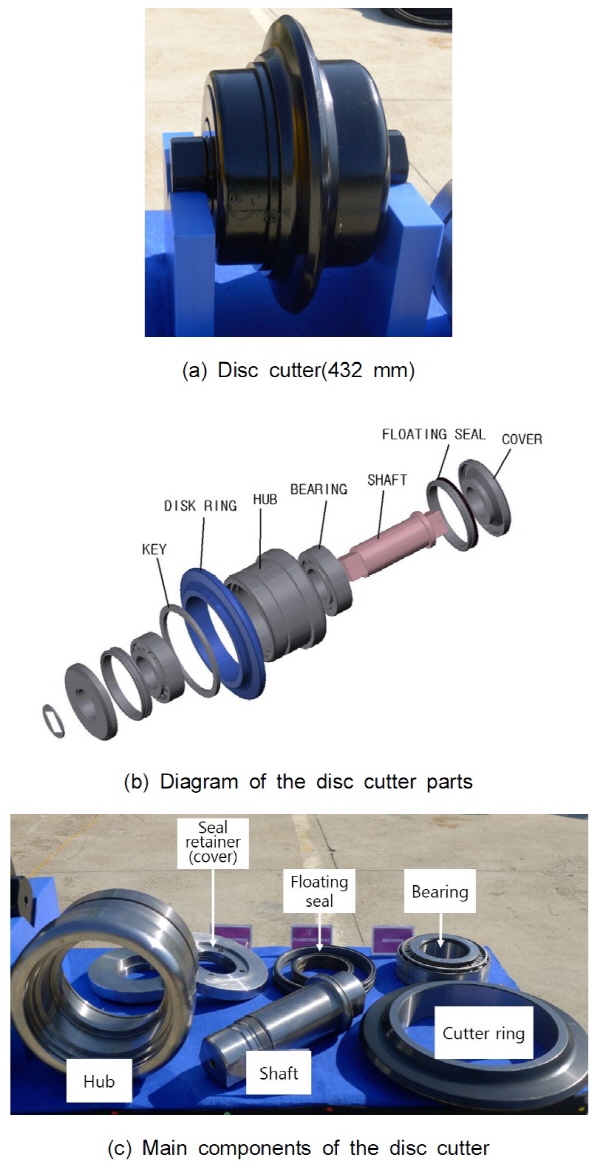
디스크커터는 외관상으로 지반과 직접 맞닿는 커터 링(cutter ring)과 커터 링이 설치된 허브(Hub), 그리고 디스크커터가 커터헤드에 고정되는 샤프트(shaft)로 파악할 수 있다. 더 자세히 내부를 살펴보면 커터 링이 링의 형상을 유지하면서 지속적으로 암반을 파괴할 수 있도록 재하상태에서 회전이 이루어지도록 하는 베어링(bearing)과 베어링이 디스크커터의 회전 중에도 허브 안에서 원활하게 작동하도록 외부의 토사 및 수분을 단절시키는 플로팅 씰(floating seal), 그리고 디스크커터의 옆면을 보호하는 씰리테이너(seal retainer 또는 cover)가 디스크커터의 주요부품이라고 할 수 있다(Herrenknecht, 2007).
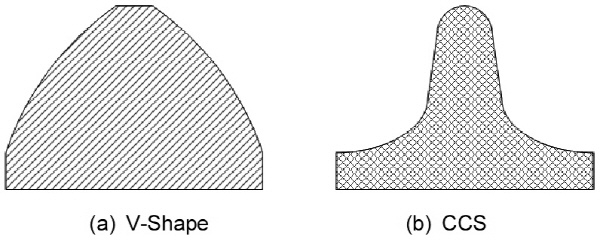
커터 링은 암반을 압쇄하여 주변에 인장 및 전단파괴를 일으킴으로써 암석을 절삭하는 부품으로 디스크커터에서 가장 중요한 부품의 하나이다. 커터 링의 형상은 V-shape 타입과 CCS (Constant Cross Section) 타입이 있으나 현재는 지속적으로 유사한 절삭력을 유지하는데 유리한 CCS (Constant Cross Section) 타입의 커터가 주로 이용되고 있다(Balci and Tumac, 2012).
암반절삭 중 디스크커터를 살펴보면, 커터헤드부에 추력이 작용하면 커터헤드의 각 디스크커터는 암반과 맞닿아 연직력이 작용하게 되며, 이때 커터헤드의 회전에 의해 각 디스크커터 역시 회전하면서 암반을 절삭하게 된다. 암반과 맞닿은 커터 링에 많게는 수십 톤의 연직력이 작용하는 상태에서 회전이 일어나는 조건은 건설장비 중에서 극한 조건에 해당되며, 이러한 회전을 가능하게 해주는 테이퍼롤러베어링(tapered roller bearing)은 디스크커터의 가장 비싼 부품이다.
위와 같은 재하상태에서 커터 링과 커터 링이 고정된 허브의 회전불능은 커터 링의 한쪽 면이 암반면에 계속 마모되어 편마모를 일으키는 원인이 된다. 이러한 회전불능은 커터헤드의 디스크커터 설치용 하우징(housing)과 허브사이의 끼임으로 발생할 수도 있지만, 플로팅씰부에서의 문제로 인해 디스크커터 내부에 토사 및 수분이 유입되어 베어링의 기능저하 또는 회전불능 됨에 따라 발생할 수 있다.
본 연구에서는 연구를 통해 개발된 고성능 디스크커터를 현장에 적용한 후, 회수된 디스크커터에 대해서 평가 및 분석 등이 상대적으로 많이 이루어진 커터 링보다는 디스크커터의 내부 부품들의 성능유지 여부와 재활용 여부 등에 중점을 두고 확인해 보고자 현장 적용 디스크커터를 회수하여 내부를 분해한 다음, 각 부품을 조사 및 분석하였다.
2. 디스크커터
2.1 디스크커터의 크기 및 형상
디스크커터는 허브에 설치되는 커터 링의 개수와 설치방법에 따라 싱글 디스크커터(single disc cutter), 더블 디스크커터(double disc cutter), 트윈 디스크커터(twin disc cutter), 트리플(triple disc cutter) 등으로 구분한다(Fig. 1). 한 개의 샤프트에 다수의 커터 링이 부착된 형태는 커터 간격을 확보하기 어려운 센터커터(center cutter)에 많이 사용되며, 더블 디스크커터와 트윈 디스크커터는 커터 간격에 의해 디스크커터 배치가 어려울 경우에 페이스커터부에서도 사용한다.
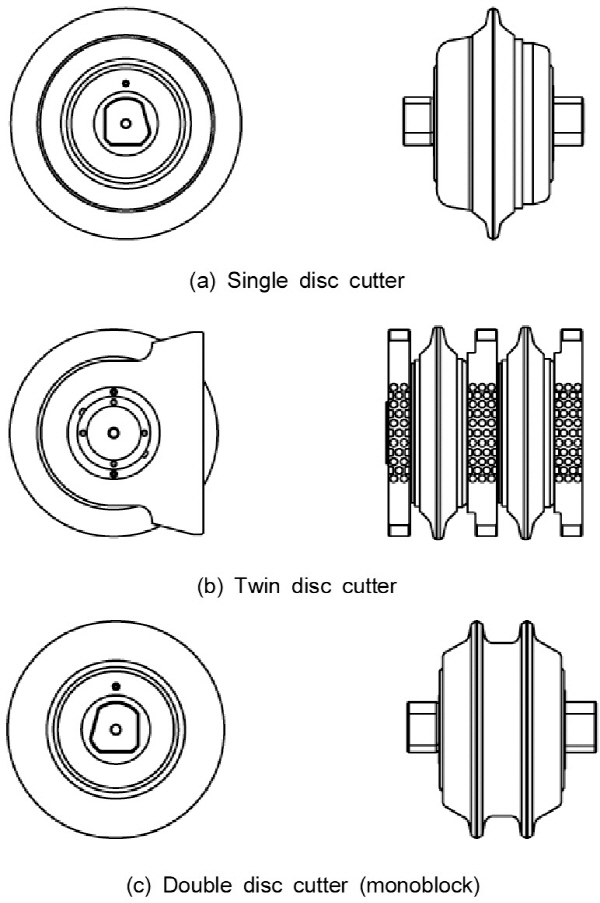
디스크커터의 용량은 베어링의 최대하중용량에 의해 좌우된다. 베어링의 최대하중용량은 베어링의 크기가 커질수록 높아지기 때문에 디스크커터는 가능하면 큰 직경을 사용하는 것이 디스크커터의 내구성을 높이는데 유리하다. 그러나 커터헤드 상에서 디스크커터의 최적 간격이 있고 최적 간격으로 배치하였을 때 디스크커터의 배치문제, 그리고 디스크커터의 가격적인 문제로 인해 상황에 맞는 적절한 디스크커터를 사용하게 된다.
철도나 도로터널에 사용되는 디스크커터의 크기는 일반적으로 355 mm(14인치)에서 483 mm(19인치)이고 커터 링의 폭은 13∼24 mm이다. 반면, 소구경 공동구터널에 사용되는 디스크커터의 크기는 203 mm(8인치)에서 432 mm(17인치)이다. 앞서 말한 바와 같이 가능하면 큰 직경의 커터를 사용하는 것이 유리하나, 상대적으로 소구경 터널의 커터헤드에서는 디스크커터 배치를 위한 공간이 부족하다는 한계가 있다(Table 1).
2.2 디스크커터의 구성
Fig. 2는 432 mm(17인치) 직경을 가진 디스크커터의 부품 구성도와 부품들이다.
커터 링의 형상과 재질은 절삭효율과 관입깊이에 영향을 미치는 요소이다. 커터 링의 형상은 Fig. 3과 같이 V-shape 타입과 CCS 타입이 있지만, V-shape 커터의 경우 초기에는 좋은 굴착성능을 보이는 반면, 마모가 진행됨에 따라 급격한 굴착성능의 저하를 보이기 때문에 현재는 CCS 커터가 표준으로 사용되고 있다(Cigla et al. 2001).
베어링(tapered roller bearing)은 커터 링만큼이나 디스크커터에서 중요한 부품이다. 고수압 조건에서는 베어링이 원활하게 작동하도록 디스크커터 내에 외부 유입수가 들어오지 못하도록 하는 플로팅 씰(floating seal)의 성능이 중요하며, 복합지반 조건에서는 베어링의 정확한 preloading이 중요하다.
고성능(high quality)의 베어링을 사용하면 암석 압축강도 350 MPa까지 대응 가능한 것으로 보고되고 있으며, 일반적인(standard) 베어링을 적용하면 암석 압축강도 100 MPa까지 대응이 가능한 것으로 알려져 있다.
Table 2는 TBM이 점점 더 강한 암반에 대해 적용됨에 따라 디스크커터의 파괴에 대응하기 위해 디스크커터의 직경의 증가, 즉 정격하중(load rating)이 증가됨을 보여준다. 279 mm 직경에서 85 kN이었던 정격하중이 현재 최대 디스크커터 직경인 508 mm 직경에서 312 kN까지 증가하였다. Table 3은 432 mm직경 디스크커터에 일반적으로 사용하는 베어링의 사양이다. Roby et al. (2008)은 베어링의 지지하중(cutter bearing load capacity)에 대한 디스크커터의 정격하중(cutter load rating)의 비가 432 mm직경 디스크커터의 경우 93%, 483 mm직경의 경우는 84%인 것으로 보고하였다.
씰(seal)은 자동차, 항공기 등의 탈 것을 비롯해서 건설기계, 석유화학 플랜트, 가전제품 등 다양한 기계의 밀봉장치로서 사용된다. 씰은 작동 원리, 형상, 재료 등에 따라 여러 가지로 분류될 수 있지만, 특히 움직임 여부에 따라 운동용 씰(패킹; packing)과 고정용 씰(개스킷; gasket)으로 구분되고, 운동용 씰은 접촉식(오일 씰 등)과 비접촉식 씰(자성유체 씰 등)로 분류한다. 여기서 축봉장치라고 불리는 메커니컬 씰(mechanical seal)은 접촉식 씰에 속하며 각종회전 기계 축봉부에 사용되는 대표적인 밀봉장치이다. 디스크커터에 적용되는 플로팅 씰은 메커니컬 씰의 특수한 형태로 플로팅 씰, 듀오콘 씰(Duo-Cone seal) 및 토릭 씰(toric seal) 등으로 불려진다.
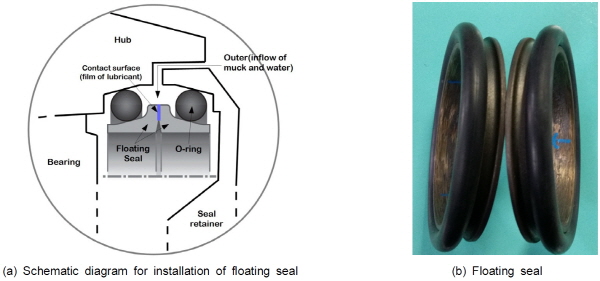
플로팅씰은 Fig. 4와 같이 허브쪽과 씰 리테이너쪽에 설치되는 두 개의 금속 링이 축방향으로 재하된 상태로 맞닿게 한 다음, 맞닿은 접촉면에서 윤활유에 의한 막(film of lubricant)에 의해 샤프트, 베어링, 씰 리테이너가 고정된 상태로 커터 링과 허브가 회전할 수 있도록 하는 중요한 부품이다. 플로팅 씰과 함께 설치되는 오링(O-ring)은 외부의 이물질을 디스크커터 내부로 유입되지 못하게 하는 역할을 담당한다. Table 4는 디스크커터에 사용되는 플로팅 씰의 일반적인 사양이다.
해외 디스크커터의 허브와 샤프트, 씰 리테이너 재료를 조사한 결과, 그 재질이 국내에서 기계구조용 합금강 강재로 사용하는 SCM440과 유사한 성분으로 구성되어 있었다. 허브는 외부에 커터 링과 커터 링을 고정시키는 키(key 또는 stopper)가 장착되며, 내부에는 베어링, 플로팅 씰, 오링, 샤프트 등 모든 부품이 설치되어 본체와 같은 역할을 한다.
씰 리테이너는 샤프트에 끼워져 플로팅 씰과 오링의 설치를 위한 거치대 역할을 하며, 허브 옆면에 최종적으로 설치되어 내부부품을 보호하는 역할을 담당한다.
샤프트는 디스크커터를 커터헤드에 고정시키는데 사용되고 커터 링, 허브, 베어링 순으로 이어지는 디스크커터의 모든 커터작용력을 지탱하는 부품으로서 모든 디스크커터 부품의 지지대 역할을 한다. 샤프트의 형상 및 크기는 커터의 크기와 제조사에 따라 상이하다.
3. 디스크커터의 손상
디스크커터는 암반을 굴착하기 위해서 TBM의 커터헤드 전방에 설치되므로 디스크커터의 마모 또는 고장은 굴진율에 매우 큰 영향을 미친다. 현기창 등(2012)은 쉴드 TBM 터널의 리스크를 커터, 기계구속, 배토(굴진), 세그먼트로 분류하여 분석하였고 그 결과, 가장 큰 리스크는 커터의 절삭량 저하에 따른 굴진율 저하이며, 이때 커터의 절삭량 저하는 커터의 과도한 마모와 편마모 그리고 추력과 회전력의 부족이 가장 큰 요인인 것으로 보고하였다.
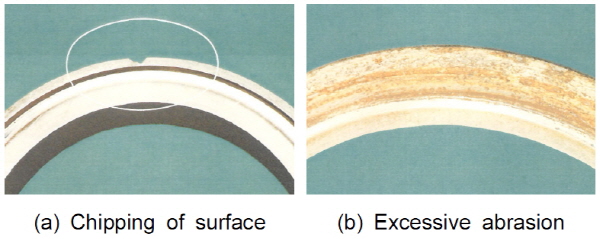
디스크커터는 커터 링의 마모가 마모한계에 도달하여 교체하는 경우가 가장 정상적이라 할 수 있다. 그러나 디스크커터는 커터 링의 재료적인 문제에 의한 손상, 즉 내충격성의 부족으로 인한 커터 링의 깨짐 현상과 내마모성 부족으로 인한 급속한 커터 링 마모가 발생할 수 있다. 또한 베어링, 씰링, 조립 등에서의 문제로 인해 디스크커터의 회전능력 저하 또는 불능이 발생하여 커터 링의 편마모가 나타날 수 있으며, 심할 경우 허브와 베어링까지 마모가 되는 손실이 나타나게 된다. Fig. 5와 Fig 6은 디스크커터의 회전문제에 대한 손상원인과 커터 링의 깨짐 현상에 대한 손상원인을 정리한 것이다.
본 연구에서 초점을 맞추고 있는 내부부품과 관련해서는 Fig. 5의 원인들이 주요한 요인이 되며, 씰링부의 토사고착 문제를 제외하면 회전문제에서의 핵심은 베어링의 작동여부이다. 베어링 손상의 주요원인은 Fig. 5에서와 같이 씰(seal)부의 손상으로 인한 윤활유 부족 또는 토사 및 수분의 침투, 과열(overheating), 조립문제(적절하지 않은 preloading)가 있다. 과부하(overloading)는 막장면에 공동이 있을 경우에 공동이 없을 경우와 동일한 추력이 커터헤드에 작용하면 공동부의 디스크커터가 부담해야하는 추력에 의한 반발력(커터작용력)을 나머지 디스크커터들이 받게 됨에 따라 나타날 수 있는 문제다(Fig. 5).
|
Fig. 5. Causes of non-rotating of a disc cutter |
|
Fig. 6. Causes of impact resistance shortage in a cutter ring |
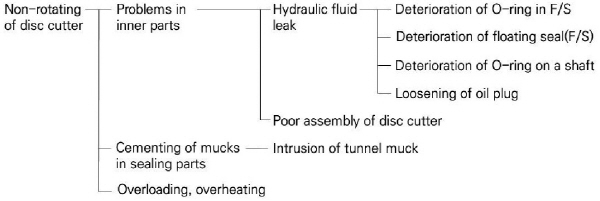
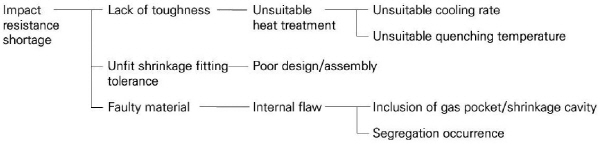
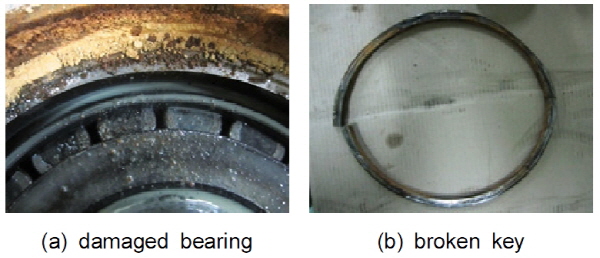
Fig. 7(a)는 손상된 베어링의 예이고 Fig. 7(b)는 인성부족과 같은 재료문제 또는 조립문제로 인해 커터 링을 고정하는 키(key or stopper)가 절단된 예이다.
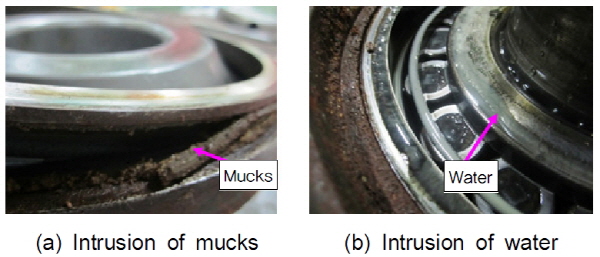
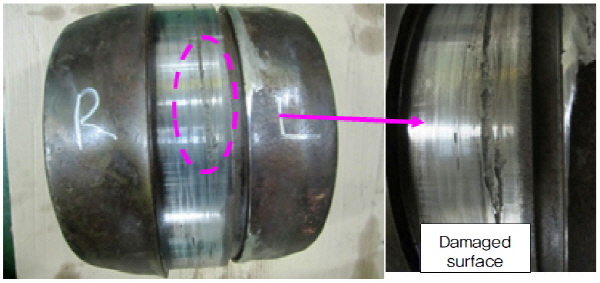
Fig. 8은 플로팅 씰의 선압저하 또는 오링의 열화 등으로 인해 디스크커터 내부에 토사 또는 물이 유입된 경우이다. Fig. 9는 디스크커터 설계 및 제작 시 조립공차 부적합 또는 원소재 자체의 결함으로 발생될 수 있는 손상을 보여주며, Fig. 10은 재활용이 불가능한 경우의 플로팅 씰을 보여준다.
4.현장적용 디스크커터의 내부부품 분석
본 연구에서는 서론에서 언급한 바와 같이 현장 적용 디스크커터를 대상으로 커터 링보다는 허브와 샤프트, 베어링, 플로팅씰과 같은 디스크커터의 내부 부품들의 손상, 성능유지 여부, 재활용 여부 등에 중점을 두고 확인해 보고자 하였다.
사용된 디스크커터를 재활용하는 방법은 크게 두 가지로 구분한다. 첫 번째는 마모된 커터 링을 제거하고 새로운 커터 링을 설치한 다음, 내부 오일(유압작동유)을 교환한 후 사용하는 re-ring방법이며, 두 번째는 디스크커터의 모든 부품을 분해한 다음, 부품의 사용가능여부에 따라 재사용 또는 새제품을 사용하여 조립하는 rebuild방법이다. 당연히 전자보다 후자에 비용이 많이 들기 때문에 지반조건 또는 운용상의 문제로 후자가 많을 경우 프로젝트의 비용이 증가하게 된다. 앞선 3절에서의 Fig. 7∼Fig. 10까지와 같은 경우는 rebuild방법으로 재활용하는 경우에 속한다. 허브 및 씰 리테이너 등이 손상된 경우와 편마모가 된 경우는 대부분 rebuild방법으로 디스크커터를 재활용하게 되므로 본 연구에서는 re-ring방법이 적용될 것으로 예상되는 정상마모 디스크커터를 위주로 내부부품 분석을 실시하였다.
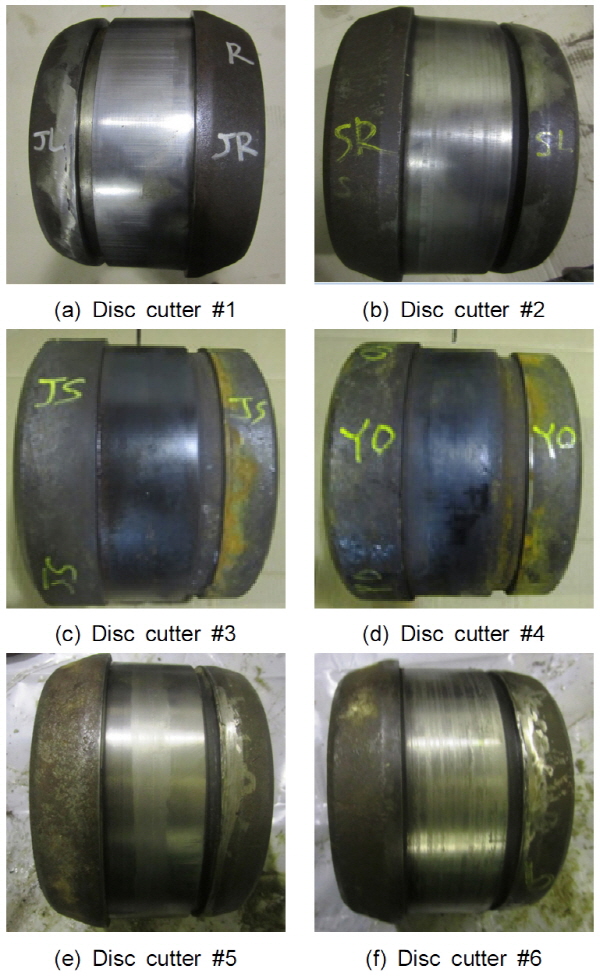
Fig. 11은 본 연구에서 사용된 현장 적용 후 회수된 디스크커터들이다.
4.1 허브, 샤프트, 씰 리테이너
Fig. 12∼Fig. 14는 회수된 디스크커터를 분해하여 얻은 내부부품들(허브, 샤프트, 씰 리테이너)이다. 회수된 모든 허브, 샤프트, 씰 리테이너는 모두 기능 및 성능 상에서는 문제가 없는 것으로 파악되었다. 그러나 분해된 부품의 외관조사를 통하여 다음과 같은 사항들을 예측해 볼 수 있다.
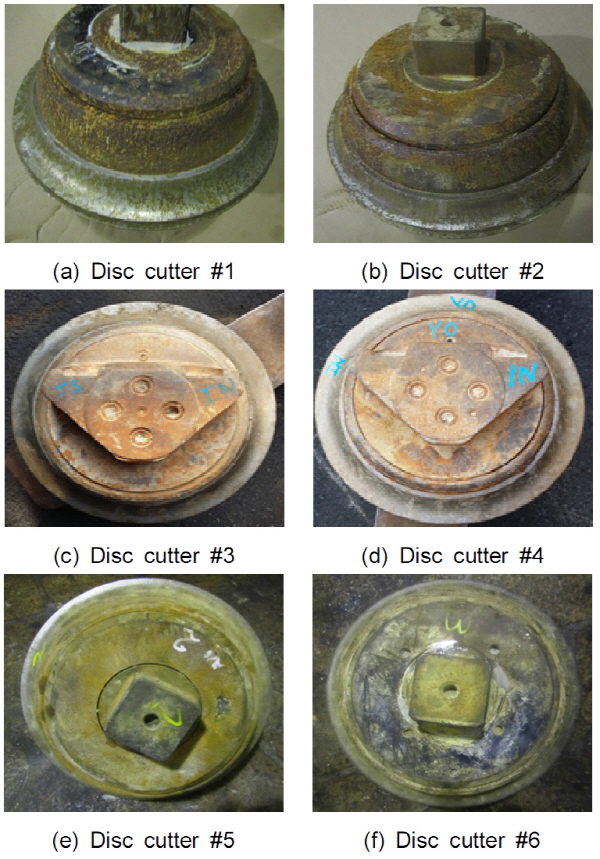
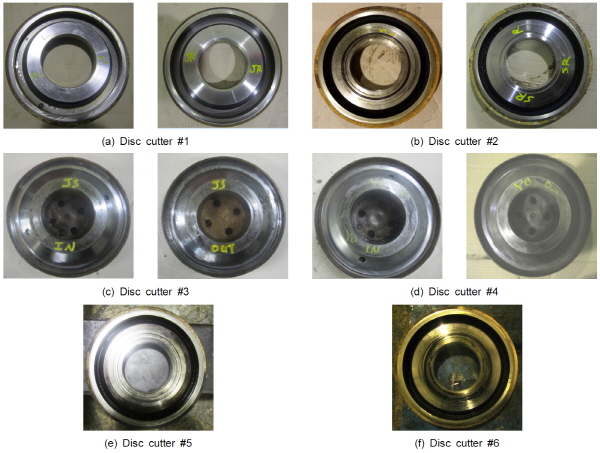
Fig. 12는 각 디스크커터의 허브를 촬영한 사진이다. 사용시간에 따라 다르지만 Fig. 12(b,d,e,f)에서는 커터 링이 설치되는 위치에서 허브 위의 커터 링이 회전함에 따라 나타나는 스크래치를 확실하게 확인할 수 있다. 커터 링이 설치되는 위치, 즉 부하영역(load zone)에서의 허브의 손상특성은 스폴링(spalling)과 그루빙(grooving)이 나타나는 것이며, Fig. 9와 같은 정도는 아니지만 Fig. 12(f)에서 약간의 스폴링이 나타남을 확인할 수 있었다. 이와 같은 경우에는 표면 재가공 및 재료적인 검사가 필요한 것으로 예상된다.
스크래치는 허브와 커터 링이 일체화 되어 회전하는 것이 아니라 허브 위에서 커터 링의 회전이 일어남으로 인하여 발생하는 것으로 판단할 수 있으며, 커터 링과 허브사이에 적정한 조립 공차가 적용되지 않았거나 원소재 상태 및 열처리가 부적절할 경우 발생하게 된다. 이러한 스크래치는 재활용 시 절삭가공이 필요하여 허브의 재활용 횟수를 감소시키는 원인이 될 수 있다.
Fig. 13의 샤프트들은 재활용 회수에 따라 다르지만 샤프트의 형상이 잘 유지(외경 및 휨 정도)되는 것으로 판단되며, 재활용하는데 이상이 없을 것으로 판단된다. 또한 핵심 기능 부품은 아니지만, 플로팅 씰의 위치를 유지시켜주는 씰 캐리어도 Fig. 14에서 보는 바와 같이 외관상 파손이 없고, 특이사항 없이 제 기능을 유지하였다. Fig. 13(b)와 Fig. 14(b)에서 녹(rust)은 디스크커터 외부의 지하수 등에 의해 생긴 것이며, 내부에 침투된 것은 아니다. 마찬가지로 나머지 부품들 역시 씰 리테이너와 플로팅 씰로 보호되는 내부에서의 녹은 발견되지 않았다.

4.2 베어링
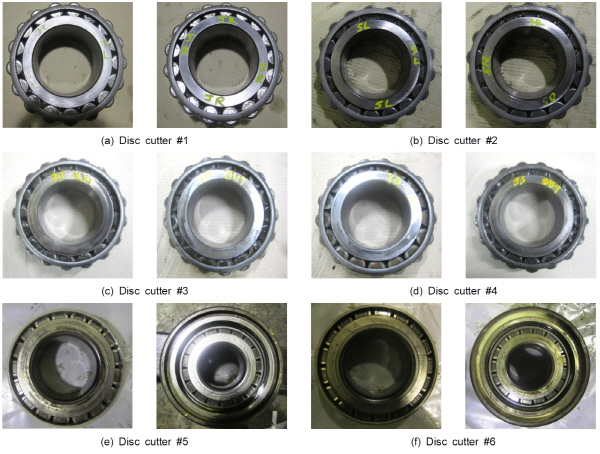
Fig. 15는 회수된 디스크커터의 베어링 사진이다. 베어링은 커터 링의 회전을 원활하게 해줌으로써 커터 링의 마모를 줄여주어 다운타임을 감소시키는데 중요한 부품이다. 외관 및 회전검사를 수행한 결과 모두 이상은 없었으며, 커터 링의 편마모도 없는 점을 고려할 때 재활용이 가능한 상태임을 알 수 있었다. 또한 조립시의 프리로드(preload: 커터에 베어링 조립 시 미소 탄성변형을 유도하여 베어링 강성을 향상시키고 축방향 정렬, 진동, 유격 등을 억제하기 위하여 가하는 하중)는 적정했던 것으로 판단할 수 있었다. 만약 디스크커터 내부에서 베어링의 이상으로 커터 링이 회전하지 않으면 커터 링이 굴착단면에 닿은 채 끌리며 편마모가 진행되게 되며, 이렇게 편마모가 된 디스크커터 개수의 증가는 커터헤드의 토크를 가져오고 또한 관입율과 굴진율을 저하시키는 원인이 된다.
4.3 플로팅 씰
디스크커터의 내부부품 중 플로팅 씰은 내부 부품을 보호하고, 내부의 오일 유출을 방지하고 외부의 이물질과 토사 유입을 차단시키는 역할을 수행하는 주요 핵심 부품이다.
플로팅 씰과 같이 설치되는 오링은 플로팅 씰의 래핑면을 기준으로 양쪽에서 허브와 플로팅 씰 그리고 씰 리테이너와 플로팅 씰에 대해 각각 밀봉하는 역할을 하며 실제 부품과 마찰하지 않기 때문에 밀봉성이 높다. 플로팅 씰은 씰리테이너쪽은 고정되고 허브쪽은 회전할 때 내부 유체의 적당한 압력으로 밀봉 래핑면(lapping surface; 금속 접촉면)에 경계 마찰 내지 엷은 유체 윤활막을 형성하여 내부 오일의 누출과 외부 토사 및 이물질의 유입을 차단시킨다. 따라서 이 금속 접촉면의 정밀도와 내마모성의 품질에 따라 내부 부품(베어링, 샤프트) 고장이 좌우된다. 내부부품의 고장은 커터의 회전불능, 커터 링의 편마모, 파손 등으로 나타나며, 디스크커터의 수명 단축의 원인이 된다.
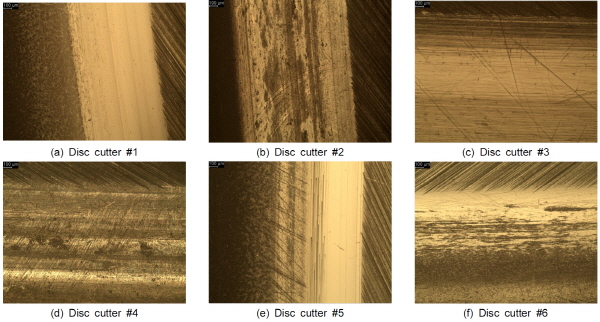
회수된 디스크커터의 플로팅 씰의 외관과 래핑면 상태의 예는 Fig. 16와 같다. 육안관찰에 의한 플로팅 씰의 외관과 래핑면 상태를 문제가 없는 것으로 보였으나 더 자세히 살펴보기 위하여 광학현미경을 이용하여 래핑면을 관찰하였다.
사용 전 플로팅 씰의 래핑면은 Fig. 17과 같다. 플로팅 씰은 최종 공정에 따라 Fig. 17(a)와 같은 다이아몬드 래핑(diamond lapping)과 Fig. 17(b)와 같은 컴파운드 래핑(compound lapping)으로 구분된다. Fig. 16에서는 외관상 특이사항이 없는 것으로 보이지만, 광학현미경을 이용하여 래핑면을 확대 측정한 결과, Fig. 18에서와 같이 사용 전과 후 디스크커터의 플로팅 씰은 래핑면에서 많은 차이가 발생하였다.
|
Fig. 16. Example of appearance and lapping surface of floating seal after use |
|
Fig. 17. Lapping surface of floating seal before use |
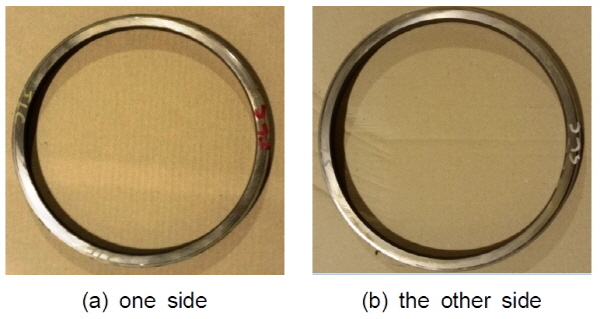
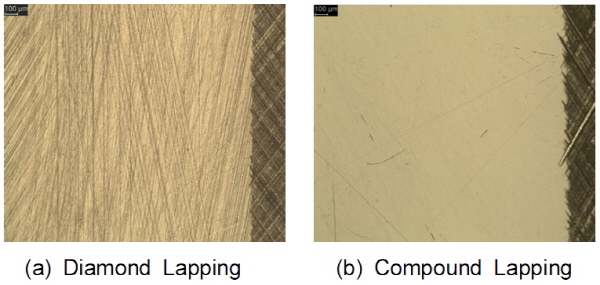
Fig. 18(a)의 경우는 래핑면의 경계 마찰면(노란색 밝은 부분)이 가장 잘 형성된 경우로 밀봉이 제대로 되고 있음을 보여주고 있으며, Fig. 18(b, d, f)는 래핑면에 금속접촉면의 형성이 완벽하게 되지 않아 래핑면에서 오일과 토사가 혼합된 흔적을 확인할 수 있었고 이에 따라 이물질인 토사가 내부로 침투되었을 것으로 예상된다. 이러한 플로팅 씰을 계속 사용 시에는 디스크커터 내부로의 토사 침투에 의한 문제가 나타날 수 있다.
교체가 필요한 플로팅 씰을 계속 사용할 경우 밀봉기능 저하로 내부 오일이 누유되고 외부의 토사 및 이물질 등이 내부로 침투될 수 있으며, 오일의 기능이 상실되어 베어링이 제 기능을 할 수 없게 되고 최종적으로 디스크커터가 회전하지 않게 되어 편마모 및 파손이 발생할 수 있다.
따라서 플로팅 씰은 래핑면의 정밀도 및 평편도 등의 품질 상태가 확보되어야 하고, 또한 조립시의 평행도 등에 주의를 요하여야만 제 기능을 발휘할 수 있다.
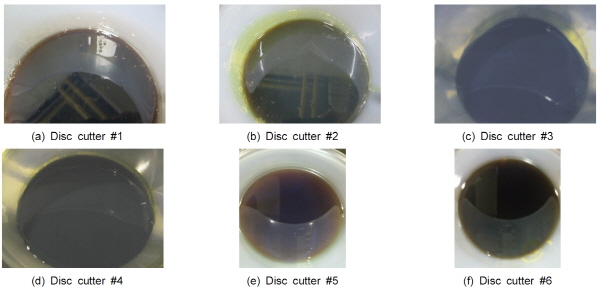
래핑면의 상태에 따른 오일의 오염도를 측정하기 위하여 회수된 디스크커터의 오일을 전문기관에 의뢰하여 분석하였다(Fig. 19). 오염도의 측정은 토사의 주성분인 규소(Si)의 함유량과 수분의 함유량을 조사하였다. 오일 분석 결과, 래핑면의 광학현미경 분석결과와 마찬가지로 래핑면의 형성이 잘 된 Fig. 18(a)와 같은 경우는 오염도가 낮았으며, 래핑면에 오일 및 토사가 유입된 경우에는 오염도가 상대적으로 높게 나타났다(Table 5).
5. 결 론
본 연구에서는 TBM의 굴착도구인 디스크커터의 재활용에 도움이 되고자 현장 적용된 디스크커터를 회수한 후 분해하여 내부부품을 조사하고 분석하였다. 다음은 본 연구에서 얻어진 결론을 정리한 것이다.
디스크커터의 내부부품과 관련한 손상원인은 씰(seal)부의 손상으로 인한 윤활유 부족, 토사 및 수분의 침투, 과부하, 과열, 조립문제, 소재문제 등이 있으며 손상 정도에 따라 디스크커터의 작동여부, 즉 회전이 가능한지가 나타난다. 따라서 회전문제에서의 핵심은 베어링의 작동여부라고 할 수 있다.
디스크커터의 허브에서 커터 링이 설치되는 위치는 큰 하중이 재하되며 커터 링이 허브 위에서 회전하면서 높은 마찰열이 발생할 수 있기 때문에 스폴링과 그루빙이 나타날 수 있다. 이러한 현상이 나타날 경우는 표면 재가공 및 재료적인 검사가 필요한 것으로 판단된다.
커터 링이 허브 위에서 회전하게 되면 허브 표면에 스크래치가 발생하기 시작하는 것으로 파악되며, 이것은 커터 링과 허브사이에 적정한 조립 공차가 적용되지 않았거나 원소재 상태 및 열처리가 부적절할 경우 발생하는 것으로 판단된다. 이러한 스크래치는 재활용 시 절삭가공이 필요하여 허브의 재활용 회수를 감소시키는 원인이 될 수 있다.
조사된 베어링은 외관 및 회전검사를 수행한 결과 모두 이상은 없었으며, 외부의 커터 링에서 편마모도 없는 점을 고려할 때, 재활용이 가능한 상태임을 알 수 있었다. 베어링의 정상작동 유무를 추가로 확인하기 위해 세척한 베어링을 rebuild하는 디스크커터에 설치한 후 토크를 측정해 본 결과에서도 문제가 없는 것으로 나타났다.
플로팅 씰은 디스크커터의 내부부품을 지속적으로 사용하기 위해 가장 중요한 부품으로써 플로팅 씰의 래핑면 상태와 내부 오일 상태는 플로팅 씰의 성능 파악을 위해 필요한 시험으로 판단된다. 근래 해저터널 등의 시공이 많아지는 시점에서 플로팅 씰은 고수압 조건에서의 내・외부 압력 차이에 의한 성능유지 여부가 중요할 것으로 예상된다.
디스크커터는 커터 링의 회전을 원활하게 함으로써 커터 링의 마모저항 능력을 최대한으로 활용하는 것이 핵심이다. 이를 위해서 내마모성 및 내충격성이 좋은 커터 링의 개발도 필요하지만 회전을 원활하게 유지시켜주기 위한 내부부품에 대한 연구에도 관심을 가져야 할 것으로 생각된다.
