

1. 서 론
2. 국내외 교체 위치 선정관련 기준 검토
2.1 디스크커터 마모 및 교체 위치 관련 기준
2.2 커터 교체위치 관련 기준 검토 결과
3. 디스크커터의 마모 메커니즘
4. 현장개요
4.1 터널 현황 및 지질특성
5. 현장에 투입된 장비의 주요 사양
5.1 이수식 쉴드TBM (Slurry Shield TBM) 주요 사양
5.2 커터헤드 형식 및 주요 사양
6. 설계 시 디스크커터 교체횟수 산정
6.1 디스크커터 교체 계획
6.2 디스크커터 교체횟수 산정
7. 시공 중 실제 발생한 디스크커터 교체
7.1 실제 교체 현황 및 분석 디스크커터의 산정
7.2 디스크커터의 마모깊이에 대한 회전거리 분석
7.3 디스크커터의 위치별 마모깊이와 비정상마모의 발생횟수 검토
8. 결 론
1. 서 론
디스크커터는 주어진 현장 지질여건에 맞게 신중하게 선택하고 적용되어야 한다. 이는 굴착효율 뿐만 아니라 디스크커터의 트러블 발생 시 공사지연은 물론 공사비 증가가 수반되기 때문이다(Wang et al., 2017). Wang et al. (2017)은 TBM에서 커터헤드 및 굴착도구의 유지보수 및 교체비용은 터널건설의 총 시간 및 공사비의 20~40% 차지하는 것으로 분석하였으며, Zhaohuang (2007)은 중국의 Qinling 터널에서 디스크커터를 주기적으로 검사, 교체 및 수리하는데 필요한 시간은 전체 터널건설 시간의 1/3 이상인 것으로 검토하였다.
디스크커터의 마모는 암반의 강도, 구성하는 광물의 성분, 터널막장의 지반구성, TBM 장비의 형식 등의 요인으로 마모율이 다르게 나타날 수 있으며, 복합지반의 경우 토사나 암반 등을 동시 굴착함으로써 커터헤드 회전 시 암반층 충격으로 디스크커터 마모 과다 및 굴진효율 저하가 다수 발생 할 수 있다. 또한 디스크커터의 위치에 따른 궤적이 각기 달라 마모율에 대한 정확한 산정이 매우 어려운 실정이다.
국내에서는 쉴드TBM 터널설계 시 디스크커터의 마모로 인한 교체시기 산정은 일본 쉴드공사 시공적산 연구회에서 제안하고 있는 방법을 변형하여 적용하고 있다(Korean Tunnelling and Underground Space Association, 2017). 하지만 설계 시 적용된 이론식은 커터의 위치별 회전거리와 마모깊이를 배제하고 산정한 값으로, 실제 시공에서는 디스크커터의 위치에 따른 회전거리와 마모깊이, 예측치 못한 지반 및 운영조건이 달라 설계 시와는 상이한 결과가 나타난다.
이에 본 연구에서는 장비의 주요 운전조건인 추력, 토크, RPM이 일정하게 나타난 구간에 대하여 지층별로 풍화토/풍화암, 풍화암, 연암, 경암 별로 구분하여 비정상적인 마모인 편마모, 링탈락, 파손을 제외한 정상적인 마모를 나타낸 디스크커터를 대상으로 위치별 디스크커터의 설계와 시공 시 교체횟수에 따른 디스크커터의 회전거리를 현장 데이터를 중심으로 분석하였다.
2. 국내외 교체 위치 선정관련 기준 검토
2.1 디스크커터 마모 및 교체 위치 관련 기준
쉴드TBM에서 디스크커터의 마모 및 교체위치에 대한 설계기준, 시방서 및 권고사항을 조사하였다.
① 터널 설계기준
• 커터(디스크커터와 커터비트)는 마모특성을 평가하고 굴진과정에서 교환 방법 및 지점에 대한 계획을 수립하여야 한다.
• 설계 단계에서 TBM의 굴진율, 공사기간, 커터의 마모 수명 등을 예측할 수 있도록 굴진과 관련된 시험들의 결과, 예측모델, 유사 시공사례 분석 결과 등을 활용하여야 한다.
• TBM의 굴진율은 관입율과 가동률에 의하여 결정되므로, 지보재 설치, 장비의 유지보수, 커터 교체, 작업자 교대 등에 소요되는 시간을 고려한 가동률을 사전에 예측하여 공사기간을 산정해야 한다.
② 터널 표준시방서
• 회전이동거리, 지반조건 등을 고려하여 커터와 비트를 선정하고 교환계획을 수립하여야 하며, 교환주기 및 방법, 내구성 강화 등을 검토하여야 한다.
• TBM 굴진 시는 배토되는 버력량과 입도분포를 조사하여 굴진면의 지반상태, 커터의 교체시기 및 과굴착 여부를 파악하고 조정하여야 한다.
• 커터와 비트의 마모율, 교환주기, 방법 및 수량 산정 시에는 굴착 지반의 압축강도, 인장강도, 경도, 석영 함유율 등을 고려하여야 한다.
③ 일본 지반공학회 쉴드TBM 공법
• 커터헤드의 마모는 커터비트의 마모 ‧ 탈락에 기인하는 경우가 많으며, 외주부가 마모되면 쉴드TBM 본체 외주부의 굴착이 불가능해지고 추진저항이 증대하여 굴진불능에 이르는 경우도 있다. 커터비트가 정상인 경우에도 설계미스나 시공미스 또는 예상치 못한 문제로 발생하는 커터챔버 내 폐색이나 외주부에 체류하는 자갈 등의 영향으로 이상마모가 발생한 예가 있다. 커터비트의 마모는 구조자체의 손상을 초래할 위험도 있으며, 경우에 따라서는 대규모 보수를 요하는 사태로 발전하는 경우도 있으므로 주의를 요한다.
④ Standard Specifications for Tunnelling - 2006 : Shield Tunnels (Japan Society of Civil Engineers)
• 비트 내구성은 마모와 관련하여 검토되어야 하며, 이는 쉴드TBM 형식, 굴착지반 상태, 비트의 회전거리, 비트형상 및 재질 등에 따라 달리한다. 이러한 결과를 토대로 비트교체를 위한 현장의 최적위치를 결정하여야 한다. 대부분의 경우 비트 마모율은 다음의 식으로 결정된다.
여기서, : 마모량(mm)
K : 마모율 factor(mm/km)
D : 쉴드TBM 직경(m)
N : 커터 회전 거리(km)
L : 굴착 거리(km)
V : 굴진율(m/min)
여기서 K값은 지반 상태, 쉴드 장비 형식, 재질 등에 따라 달라지게 되며, 반드시 유사사례를 참조하여 선정하여야 한다(Korean Tunnelling and Underground Space Association, 2017).
2.2 커터 교체위치 관련 기준 검토 결과
디스크커터 또는 비트의 마모율 산정 및 교체위치 선정에 대한 사항과 관련된 국내 ‧ 외 기준은 설계 시 관련시험 및 예측모델 검토, 유사 시공사례를 참조토록 하고 있으며, 시공 시에는 현장여건에 따라 가동률과 공사기간을 고려하여 작업원의 안전을 감안한 교체시기를 권고하고 있다.
3. 디스크커터의 마모 메커니즘
디스크커터의 마모는 접촉하는 두 물체 사이의 상대운동으로 인해 표면재료가 지속적으로 제거되는 것이다(Wen and Huang, 2018). Wu et al. (2017)은 디스크커터의 마모는 커터와 암석 사이의 미끄러짐으로 인해 발생하며 정상마모와 비정상 마모로 분류 하였고, Ren et al. (2018)은 디스크커터의 마모를 정상마모, 비정상마모, 디스크커터의 가장 자리의 취성파괴까지 포함하여 세 가지 범주로 구분했다. 일반적으로 정상마모는 암석에 대한 디스크커터의 낮은 경도로 발생하며 표면의 마모가 대략 균일하다. 디스크커터의 마모가 지정된 값을 초과하여 디스크커터의 회전이 이루어지지 않으면 비정상 마모로 구분된다. 비정상 마모는 커터링의 편마모나 커터링의 탈락이나 변위 발생에 의한 심각한 국부적인 마모로 일반적으로 커터의 취성파괴를 동반한다. 그 외에도 디스크커터의 내마모성 부족으로 인한 급속한 회전능력 저하나 불능이 발생할 수 있다.
Wen and Huang (2018)은 디스크커터와 암석과의 접촉 마찰에 따른 마모의 형태를 연마 마모, 접착 마모, 피로 마모, 부식성 마모의 네 가지 메커니즘으로 분류하였고, Table 1과 같다.
Table 1.
Four types of wear mechanism (Li et al., 2020)
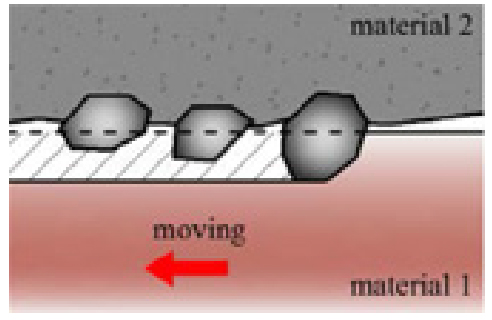
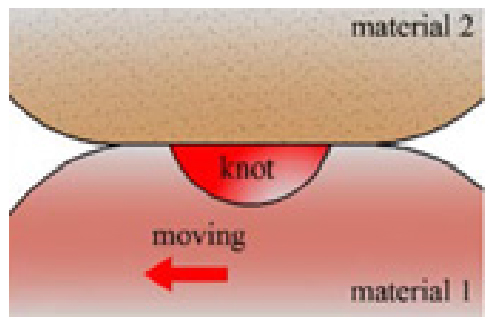
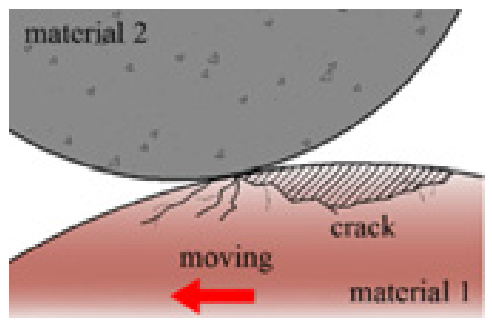
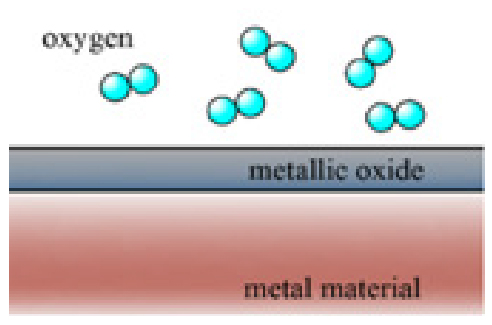
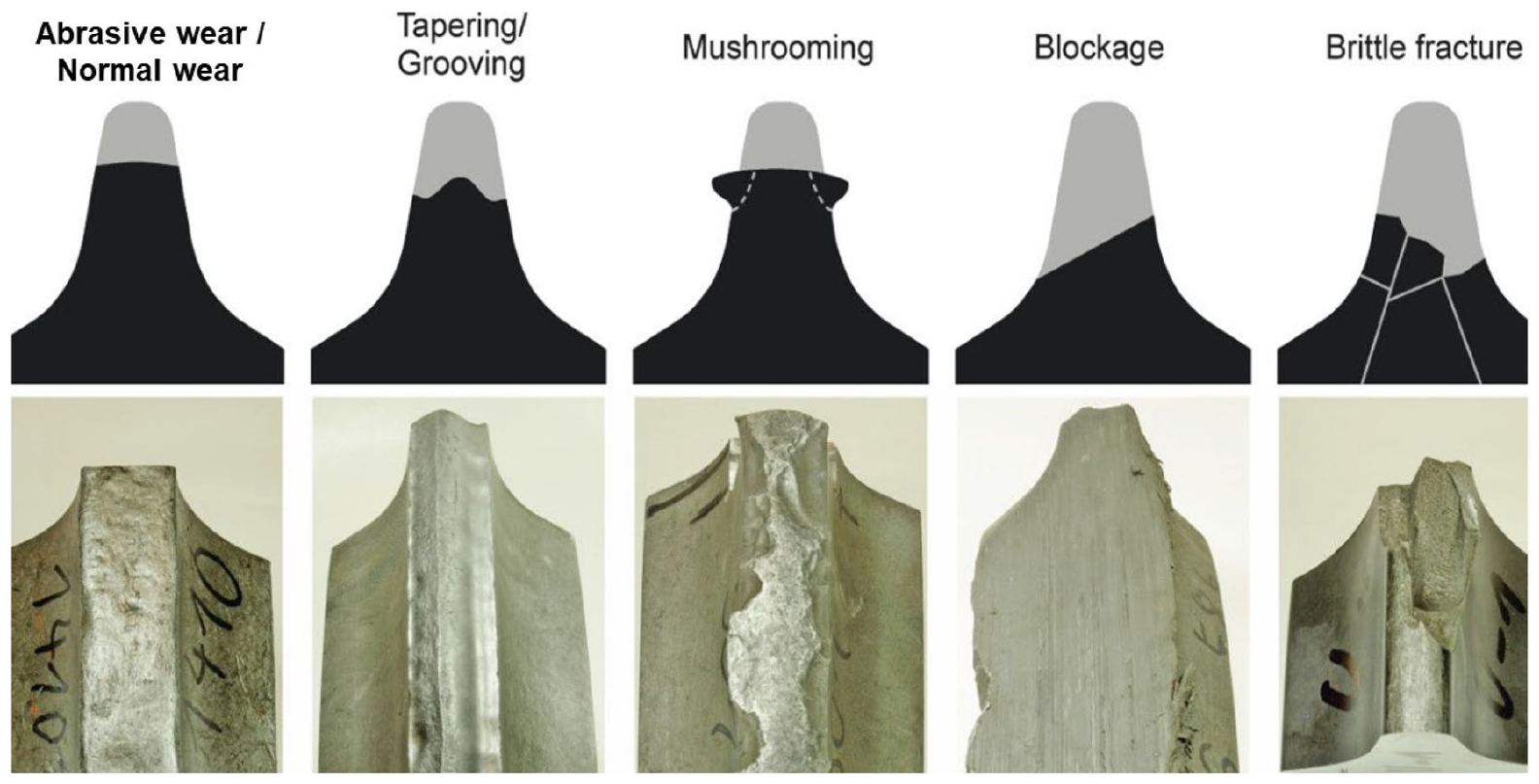
디스크커터의 마모형태는 암석과 연속적인 마찰에 의해 발생하므로 디스크커터를 구성하는 재질과 암석의 광물의 조성, 일축압축 강도, 석영함유량 등에 따라 다양하게 발생하며 Fig. 1에 정리하였다. 정상마모는 대상암반에 대하여 균등한 마모를 보이는 형태로, 디스크커터의 마모예측모델도 정상마모를 기준으로 하며 본 연구에서도 현장 데이터 수치는 모두 정상마모의 깊이값을 취하였다. Tapering/Grooving 마모형태는 디스크커터의 경도가 일부 암반의 강도가 위치에 따라 낮게 작용됨에 따라 홈이 남듯이 뾰족하게 남은 형태이며, Mushrooming은 높은 강도의 암반을 상대적으로 낮은 경도를 가진 디스크커터가 굴착하게 될 때 나타나는 형태이며, Blockage는 단단한 암석의 높은 응력으로 인해 디스크커터가 조각으로 탈락하게 될 때 나타나는 형태이며, Brittle fracture는 대상 암석이 균질하지 못한 경우에도 발생하지만, 내부부품의 다양한 원인으로 취성파괴가 발생하기도 한다. 디스크커터의 마모형태는 대상지반에 직접적인 접촉으로 인한 마찰에 의해 다양한 마모형태를 발생시키지만, 디스크커터가 여러 가지 부품들로 이루어진 바, Bae et al. (2015)은 디스크커터의 내부적인 손상원인은 씰(Seal)부의 손상으로 인한 윤활유의 부족, 토사 및 수분의 치무, 과부하, 과열, 조립문제, 소재문제 등이 있으며, 디스크커터의 회전 가능 여부는 손상정도에 따라 결정되며 이는 베어링의 손상과 밀접한 관련이 있는 것으로 보고하였다.
4. 현장개요
4.1 터널 현황 및 지질특성
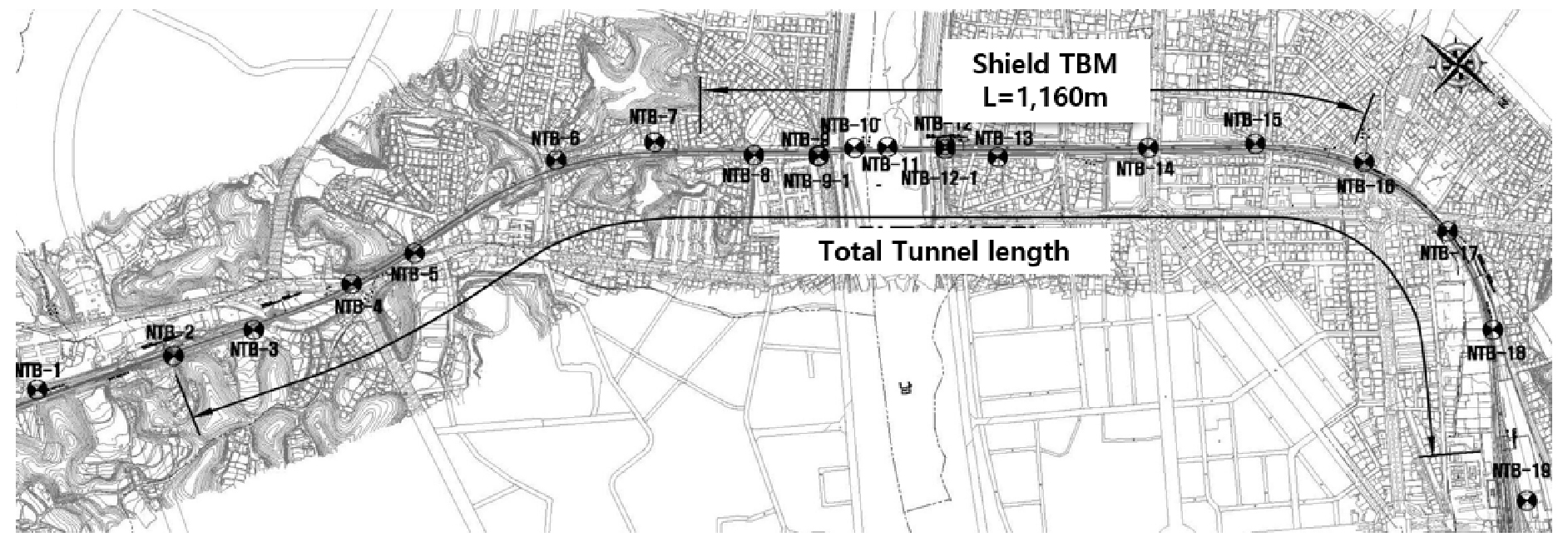
본 연구 대상 현장은 철도터널 현장으로 하천 하부의 무한한 수원을 감안하여 지하수에 대한 대응력이 우수한 이수식(Slurry) 쉴드TBM으로 적용하였다. 시공 당시 적용된 쉴드TBM의 직경은 굴착경이 8.410 m로 국내에 적용된 교통터널 중 최대단면이었다. 전체 터널구간 중 쉴드TBM 터널 연장은 1,160 m로 터널 구간 내 시추조사는 총 10공을 하였다. 터널의 시추 평면현황은 Fig. 2와 같다.
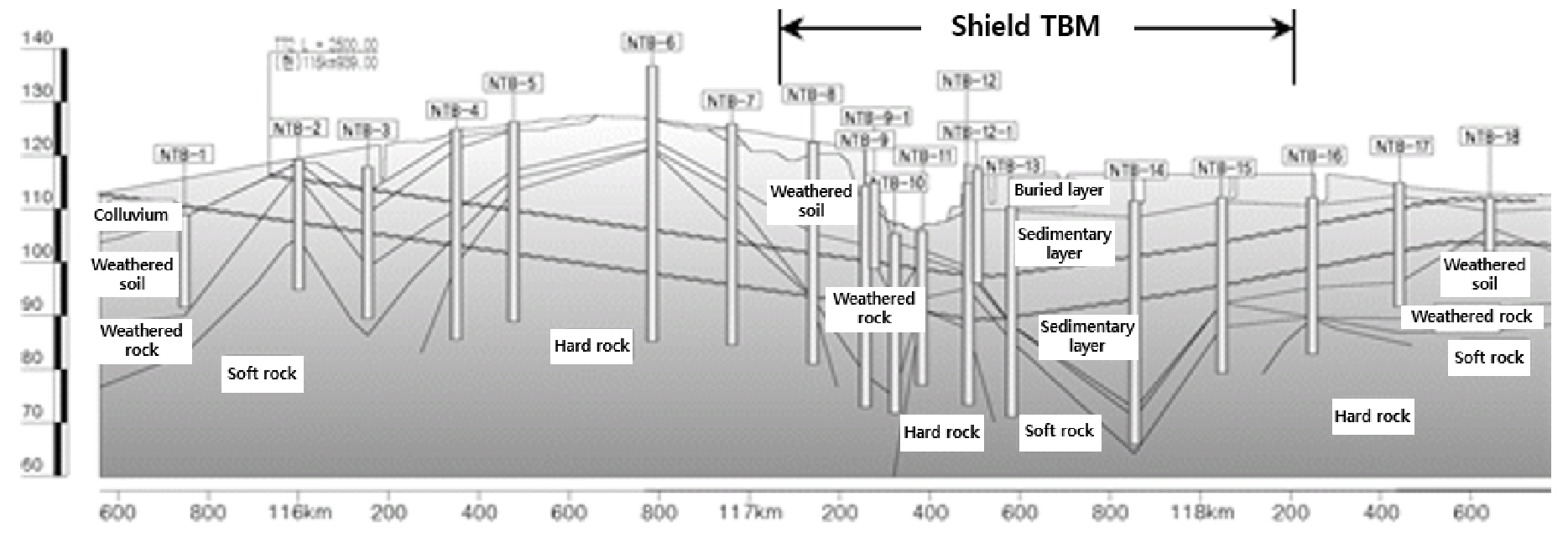
시추조사 결과 Fig. 3에 나타난 바와 같이 매립층, 퇴적층, 풍화토, 풍화암 및 기반암(연암 및 경암)으로 이루진 복합지층으로 쉴드TBM 커터헤드 적용 시 디스크커터와 커터비트, 개구율에 대한 상세한 검토가 요구되었다.
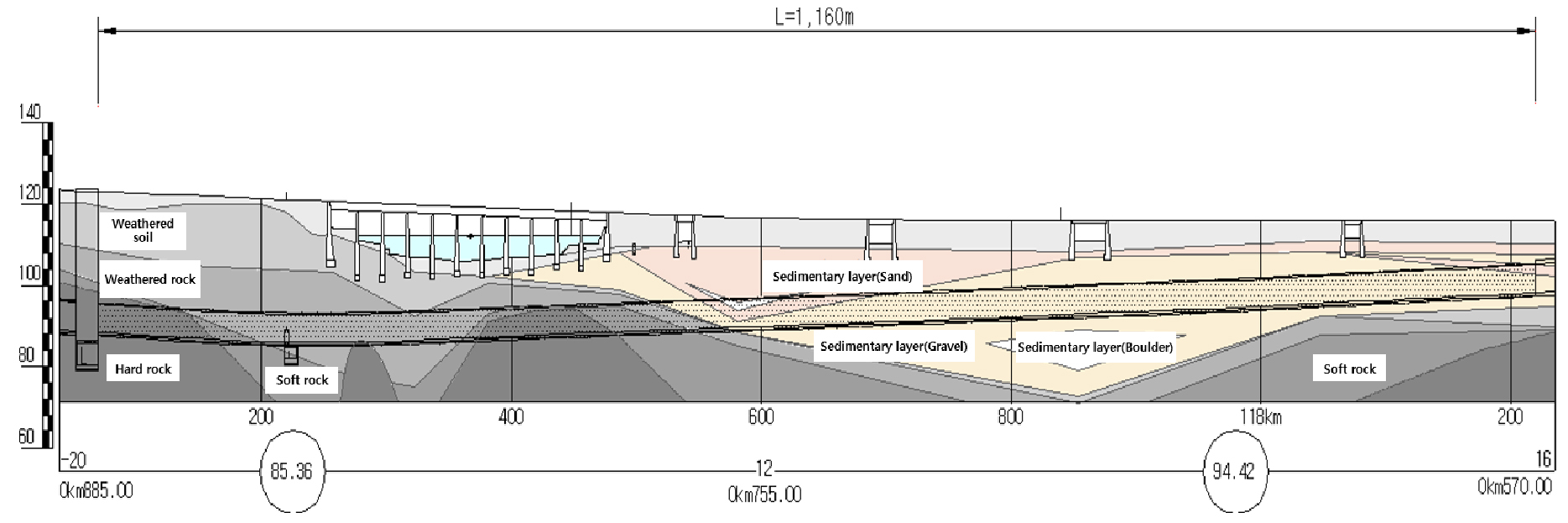
터널의 종단계획은 Fig. 4와 같으며 최대종단경사는 하향 최대 20‰, 상향 최대 16‰이며, 토피고는 1.3~3.3D로 터널 통과지층의 구성은 토사~암반의 복합지층을 통과하며, 특히 하천 하부로 풍화토, 풍화암이 깊게 발달하였고, 터널 중앙부에서 종점부 방향으로는 퇴적층이 깊게 발달하여 지반조건은 불량한 것으로 검토되었다.
5. 현장에 투입된 장비의 주요 사양
5.1 이수식 쉴드TBM (Slurry Shield TBM) 주요 사양
이수식 쉴드TBM 장비의 주요사양은 Fig. 5와 Table 2와 같다. 하천 하부를 통과하고 대상구조물의 용도가 철도인 만큼 선형에 대한 정밀시공이 요구되는 바, 수압에 대한 막장압 운영이 우수한 이수식 쉴드TBM으로 결정하였고, 굴착챔버와 에어버블(Air Bubble)이 있는 작업챔버를 사용하는 방식이 적용되었다. 챔버 내로 들어온 버력이 배니관의 폐색을 방지 할 수 있고, 최대 800 mm까지 암버력을 파쇄 할 수 있는 크러셔를 설치하였다.
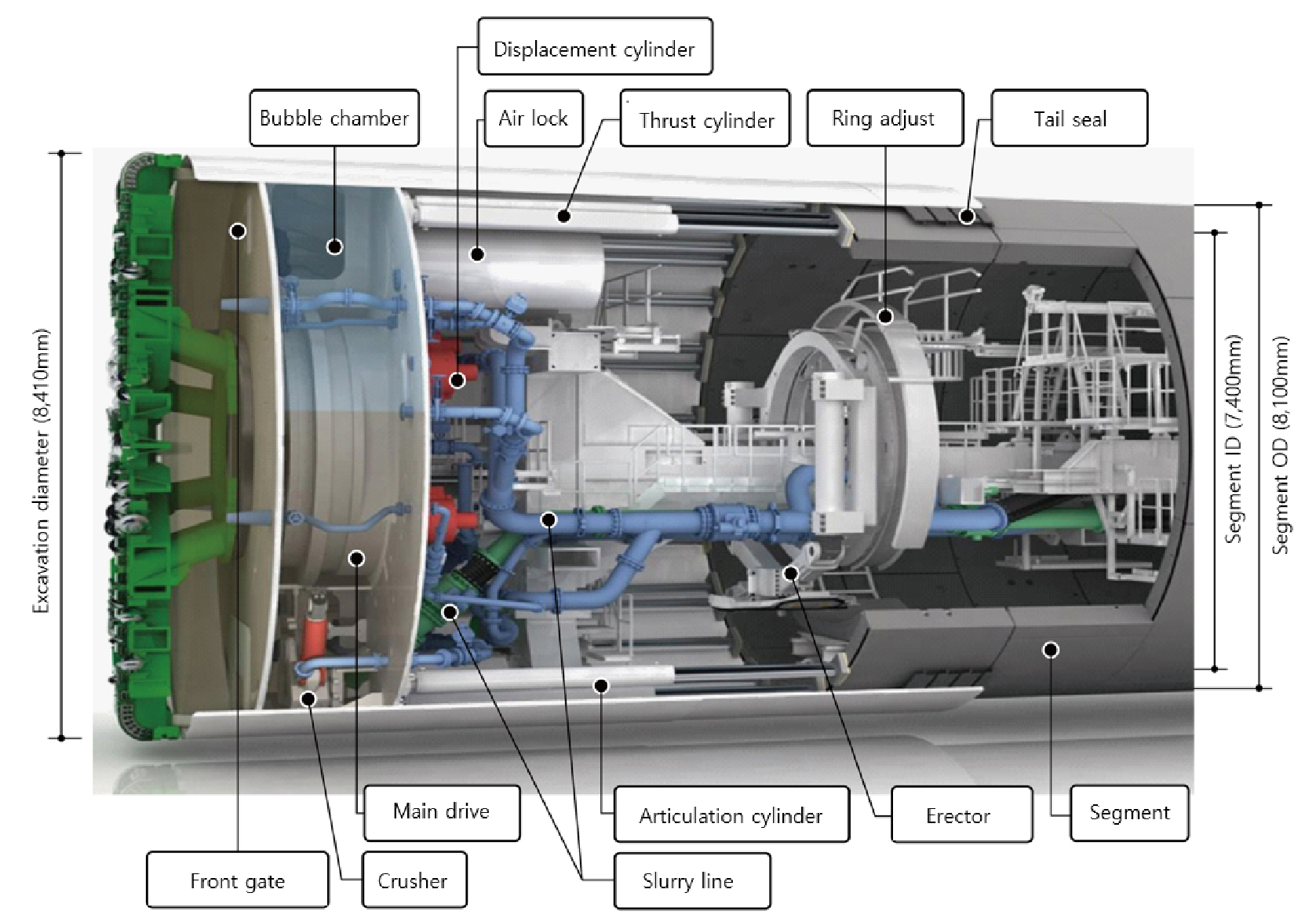
Table 2.
Main specification of slurry shield TBM
장비의 사양 중 특이할 만한 사항은 면판 전 ‧ 후방 이동장치인 Displacement cylinder 적용으로 소구경 장비에서 선택되어지는 중절잭의 역할과 Jamming을 방지 할 수 있는 틸팅 기능을 갖추고 있다.
5.2 커터헤드 형식 및 주요 사양
터널구간의 지층조건은 복합지층으로 커터헤드는 세미돔형식의 면판으로 전형적인 복합지반용 커터헤드 이나, 완전한 플랫 타입은 아니다. 아래 Table 3에 커터헤드의 제작사양에 대한 세부사항을 기술 하였다. 복합지층 통과를 고려한 암반용 디스크커터와 토사용 커터비트를 적절하게 배치하였으며, 개구율은 약 30%를 적용하였다. 개구율에 대한 정확한 설계근거는 없지만, 제작사의 경험에 기인하여, 이수식 쉴드TBM의 일반적인 범위는 10~30% (Korean Tunnelling and Underground Space Association, 2008)로 무난하게 적용된 것으로 검토된다. 또한 장비의 개구율이 확실치 않은 것은 면판을 일부 탈착할 수 있게 제작한 것으로 파악된다.

6. 설계 시 디스크커터 교체횟수 산정
6.1 디스크커터 교체 계획
실시설계보고서에 따르면 총 6회에 걸친 디스크커터 교체횟수를 산정하였으며, 이론식에 의한 굴진속도 분석을 통하여 결과를 도출하였다. Fig. 6은 디스크커터의 교체위치에 대한 평면상의 표기이다.
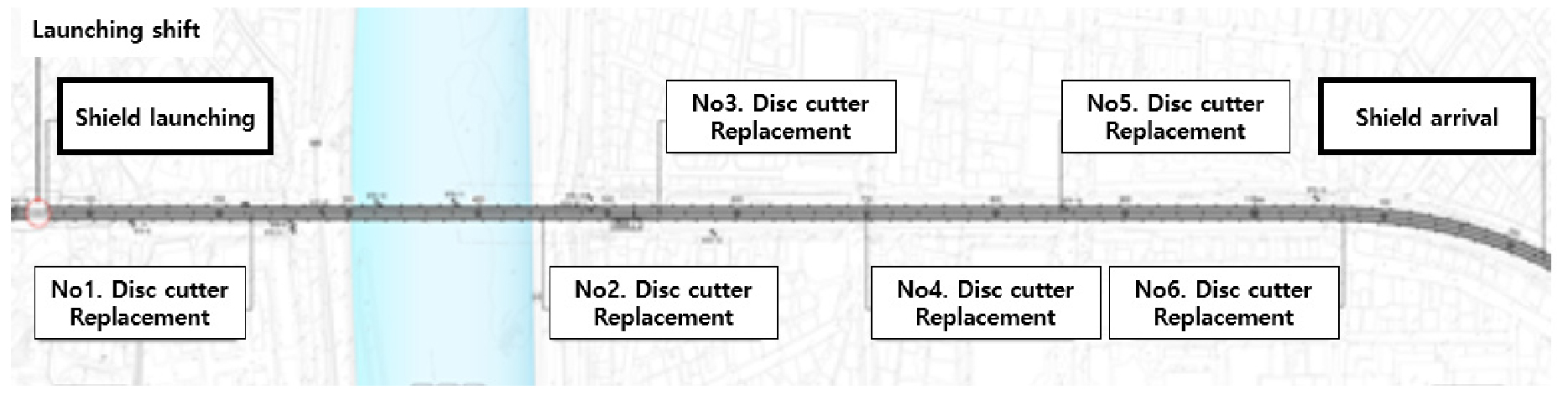
Table 4는 디스크커터 교체거리에 대한 평균 거리를 기술하였으며, 약 150.0~225.0 m의 간격으로 디스크커터를 교체되며, 평균 167.5 m 간격으로 디스크커터가 교체되는 것으로 산정하였다. #1~#2의 간격 225.0 m로 다소 긴 것은 하천 통과 시 디스크커터의 트러블은 큰 문제를 발생할 수 있기 때문에 하천 통과 전 비교적 지반 조건이 양호한 구간에서의 커터교체 후 굴착을 계획 했던 것으로 판단된다. 그런 사유로 #2의 교체위치가 하천 종점부에 매우 근접하게 위치해 있다.
Table 4.
Replacement position of disc cutter (Samhwan Enterprise, 2015)
6.2 디스크커터 교체횟수 산정
이론식에서 디스크커터의 교체횟수를 산정하기 위해서는 아래와 같은 장비데이터와 설계값이 필요하며, 각각의 장비데이터와 설계값은 Table 5에 정리 하였다.
• 지층 조건별 굴착연장 : 퇴적층, 풍화토/풍화암, 연암
• 디스크커터 회전거리 산정을 위한 설계수치 : Pe (투과깊이), RPM (회전속도), 작업효율, 1 Stroke 시간
Table 5.
Shield TBM equipment performance (RPM) and Penetration depth (Pe) (Samhwan Enterprise, 2015)
| Classification | RPM (rev/min) | Pe (cm/rev) |
| Sedimentary layer | 2.0 | 2.5 |
| Weathered soil/Weathered rock | 2.0 | 1.3 |
| Soft rock | 2.5 | 0.75 |
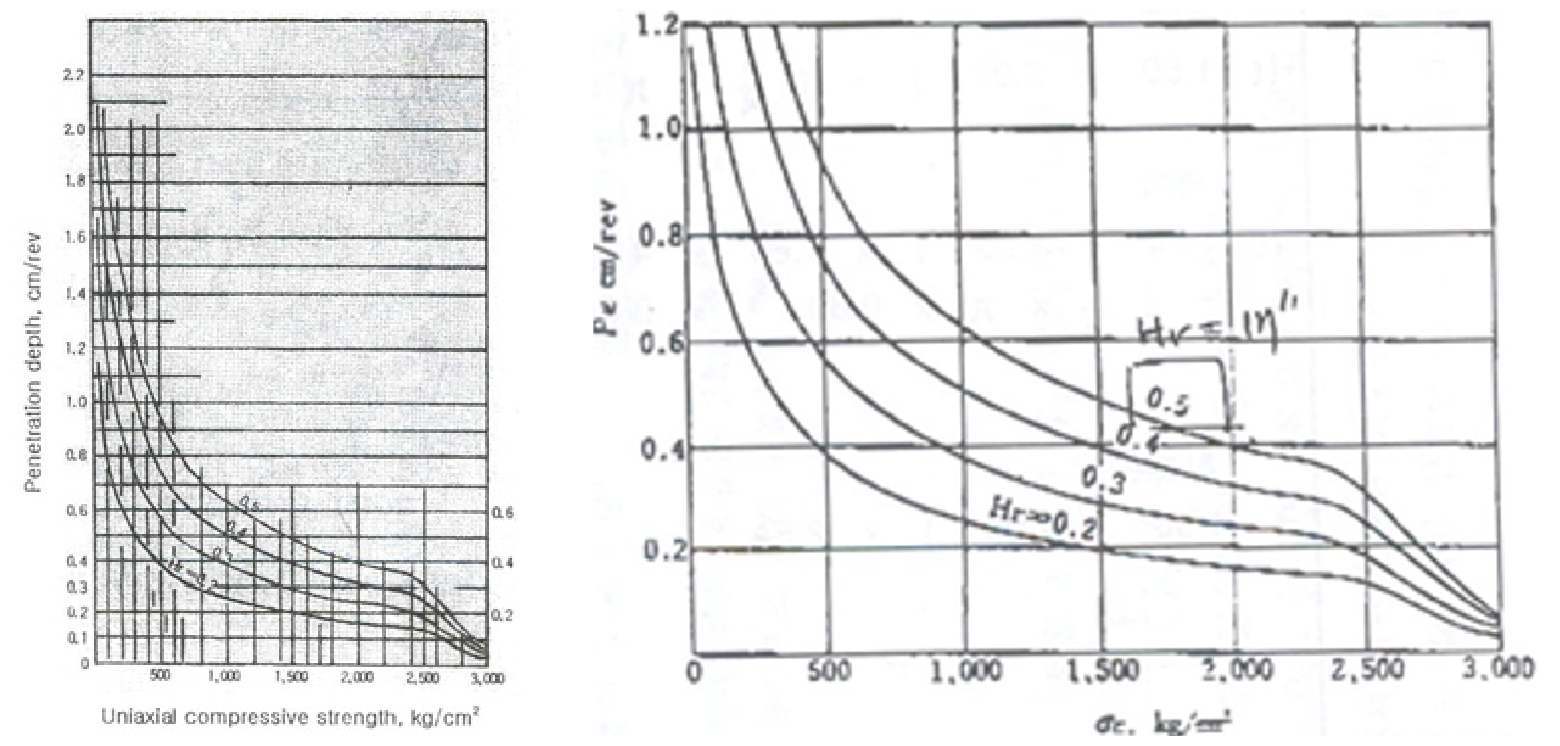
설계에 적용된 RPM은 2.0~2.5로, 현장에 투입된 이수식 쉴드 TBM은 최대 3.1의 RPM을 발휘 할 수 있으므로, 설계 적용에는 무리가 없어 보이나, 대구경 쉴드TBM에서 2.0 RPM이상의 설계적용은 실제 측정 RPM과는 차이가 있었던 것으로 검토되었다. Pe값의 산정은 일본 디스크커터 제작사의 압축강도와 투과깊이 상관관계 그래프에서 도출한 것으로 검토되었다(참조 Fig. 7).
디스크커터의 회전거리 산정을 위해서는 1 Storke 굴진하는데 소요되는 시간과 회전수를 알아야 한다. 1 Stroke란 쉴드잭을 뻗어서 밀고나가는 길이를 나타낸 것으로, 일반적으로 세그먼트 길이를 말한다. 1 Stoke 시간 T1은 다음 식으로 산출한다.
여기서, L : 1 Stoke의 길이(세그먼트의 길이 = 1.5 m)
RPM : 커터헤드 분당 회전속도(rev/min)
Pe : 굴착면 1회전당 커터 투과깊이(cm/rev)
이렇게 1 Stroke 시간을 구할 수 있고, 1 Stroke당 회전수는 Stroke당 굴착시간에 분당 회전수를 곱한값으로 산정되며, 총 회전거리는 지층별 회전수에 1회전당 커터의 회전거리를 곱으로 산정 된다. 이를 정리하면 지층별 굴착연장에 따른 외주커터 교체회수는 Table 6과 같이 산정된다.
Table 6.
The number of gauge cutters replacement according to excavation length by geological condition (Korean Tunnelling and Underground Space Association, 2017)
교체회수는 1.1+3.2+1.4 = 5.7회로 약 6회로 산정하였다. 위의 이론식은 쉴드TBM 설계 시 개략적인 디스크커터의 교체회수 산정을 위한 것으로 아래와 같은 사항은 고려되지 않은 것으로 파악된다.
• 커터헤드의 중심으로부터 위치별 디스크커터의 거리를 고려하지 않고 산정
• 실제 디스크커터는 위치별 마모깊이를 기준으로 교체되는 데, 지층별 전체연장을 고려하여 산정
• 허용 회전거리 150 km, 200 km, 250 km 산정 기준
시공 시 디스크커터의 교체거리와의 비교를 위하여 위의 3가지 사항은 최대한 보정하여 비교 분석하였다.
7. 시공 중 실제 발생한 디스크커터 교체
7.1 실제 교체 현황 및 분석 디스크커터의 산정
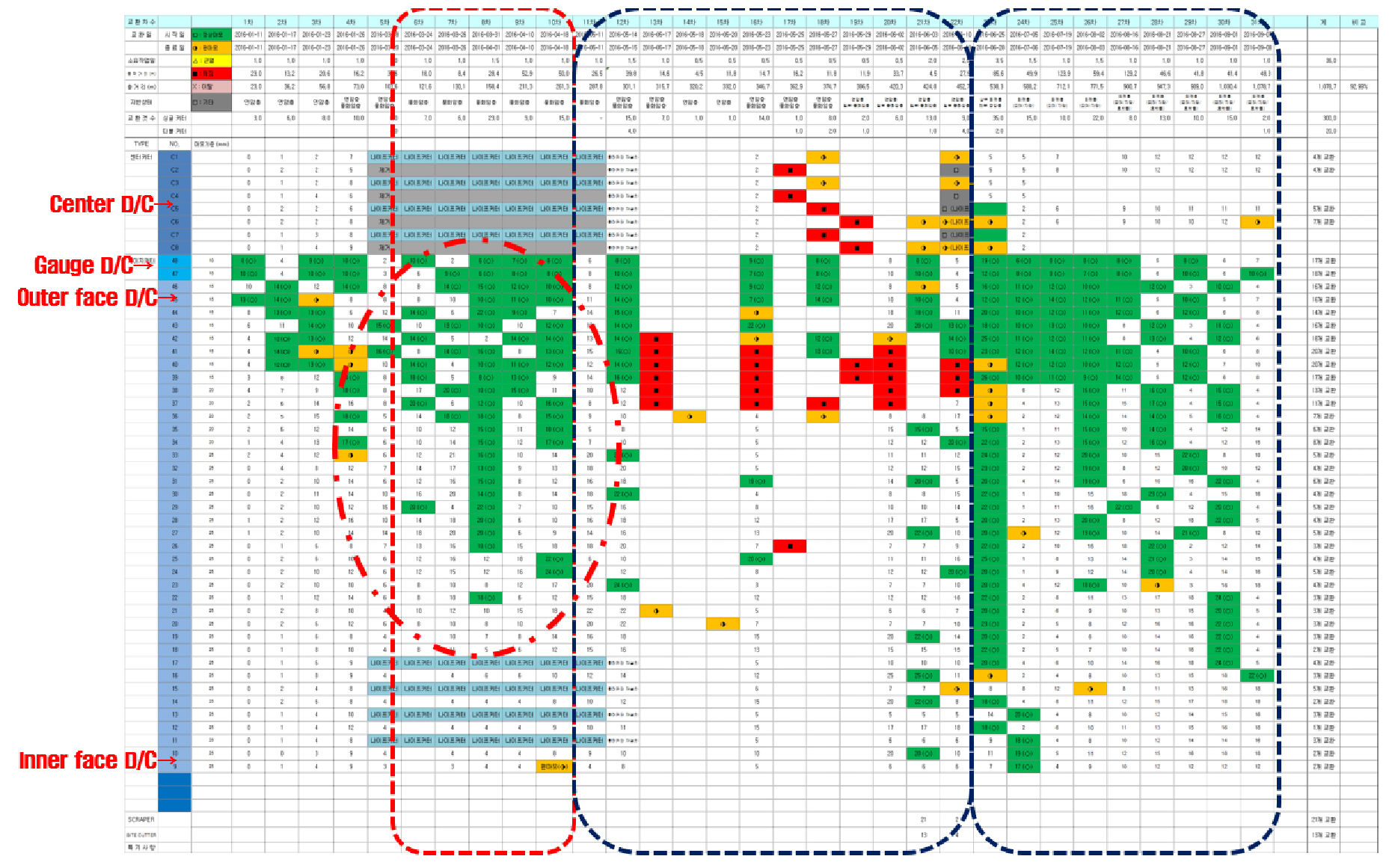
○○ 철도터널 현장의 쉴드TBM 전체연장은 1.160 km이며, 터널의 굴착직경은 8.410 m이다. 장비의 디스크커터는 모두 17인치 디스크커터로 총 48개의 디스크커터와 110개의 커터비트로 커터헤드에 배열 되어있다. 디스크커터와 커터비트는 제작 당시부터 각각 넘버링이 되어있어 교체나 유지보수 시 관리 편의성을 갖추고 있다. Fig. 8은 커터점검보고서에 수록되어 있는 디스크커터의 넘버링과 마모깊이를 나타낸 예이며, 점선과 함께 크게 표시한 번호가 본 연구에 마모깊이를 조사한 디스크커터이다. 마모깊이 측정 디스크커터의 선정은 정상마모가 이루어져 깊이 측정 데이터가 있는 디스크커터로, 커터헤드 위치별로 트렌지션커터존의 게이지커터, 이너커터존의 외부페이스커터와 내부페이스커터로 구분하였으며 1개의 Arm당 2개씩, 즉 같은 추력을 받게 되는 반대편 디스크커터를 산정하였다. Table 7은 커터헤드 중심으로부터 각 디스크커터별 거리를 나타낸 표이다.
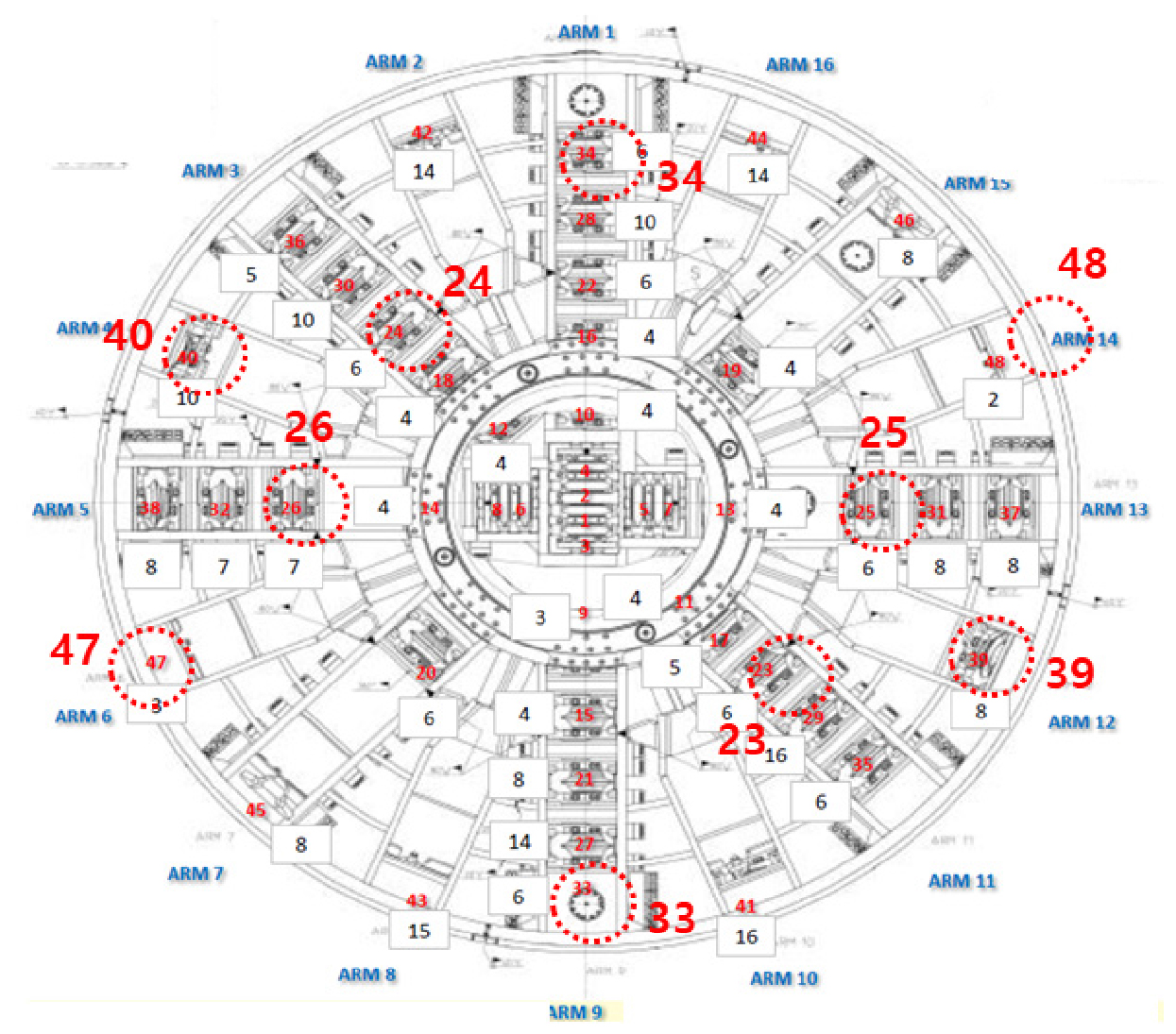
Table 7.
Distance from center by disc cutter number
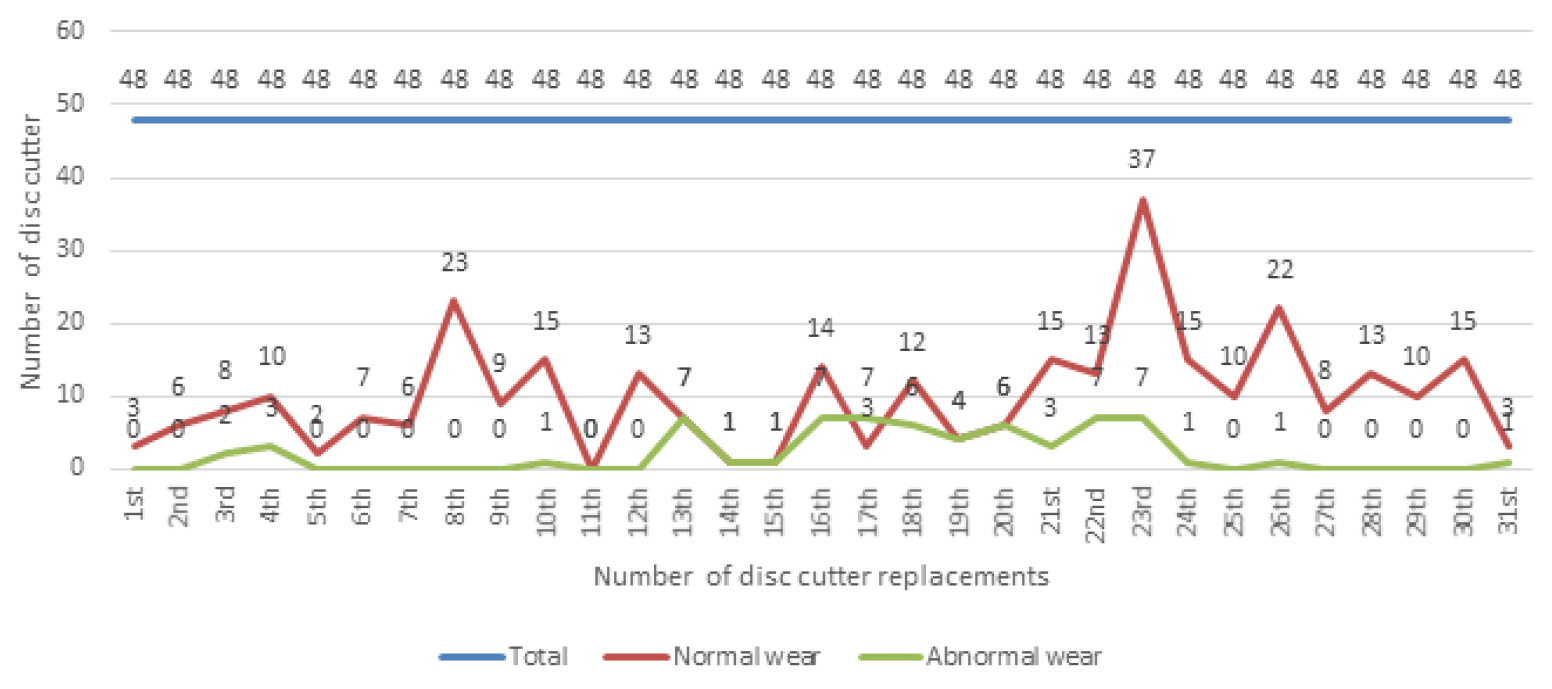
설계상의 커터교체 회수는 총 6번으로 계획하였으나, 실제 현장에서의 커터교체는 총 31회로 많은 차이가 있었다. 물론 설계 시의 디스크커터는 1번 교체 시 전체 디스크커터를 교체하는 것으로 산정된 것이며, 실제 현장에서는 마모된 디스크커터와 그 주변을 교체하기 때문에 교체의 내용적인 부분이 상이하다. 평균적인 교체거리는 35.6 m이며, 가장 짧은 교체거리는 정상마모 기준으로 16.2 m이다. Fig. 9는 커터점검보고서를 총괄한 집계표이다(Korean Tunnelling and Underground Space Association, 2017). 녹색으로 채워진 부분이 정상마모가 이루어져 마모깊이 산정이 가능한 디스크커터이며, 노란색은 편마모와 균열이, 빨간색은 깨짐이 나타난 비정상마모이다. 비정상마모는 정상마모보다 훨씬 많은 복합적인 요인으로 발생하므로 이번 연구에서는 제외하였으며, 다만 발생 비율만을 비교하였다. 녹색으로 채워진 칸이 아래로 내려올수록 녹색부분이 감소하는 것은 최외곽 게이지커터에서 커터헤드 내부로 디스크커터가 위치할수록, 디스크커터가 마모횟수가 감소하는 것을 나타낸 것으로 원의 궤적이 작아짐에 따라 디스크커터의 교체횟수가 급격히 줄어드는 것을 알 수 있다(Fig. 9).
쉴드TBM 구간의 지반은 시점부 연암층에서 풍화암층, 연암 및 풍화암층, 풍화토/풍화암층, 퇴적층(모래 및 자갈 포함)으로 변해가는 양상으로 종점부로 갈수록 지반조건은 불량한 것으로 나타났다. 하천 종점부 하부 구간 및 종점부 퇴적층 구간은 디스크커터의 편마모나 링탈락이 빈번하게 발생하여 디스크커터의 정상마모가 이루어진 것으로 파악되지 않아 검토 대상에서 제외하였다. 쉴드TBM 시점부 중 초기굴진구간은 장비의 기계 데이터가 완벽하게 구현되지 않은 것으로 파악되어, 결국 초기굴진이 끝난 세그먼트 68번링(102 m) 이후부터 일정한 장비의 기계데이터와 정상적인 마모가 진행된 6~10차까지의 디스크커터 교체횟수에 대하여 비교 분석하였다. 또한 분석 디스크커터의 선별은 일반적으로 외곽 게이지커터의 회전거리가 가장 길기 때문에 외곽 게이지 커터 2개에 대한 추적관찰이 필요하여 선정하였고(47G, 48G), 페이스커터는 마모깊이가 누락되지 않고 비교적 상세하게 기록되어 있는 것을 위치 별로 8개를(23F, 24F, 25F, 26F, 33F, 34F, 39F, 40F) 선정하였다. 8개의 페이스커터는 ARM별로 되도록 대칭이 되는 위치를 선정하여 유사위치에서의 마모깊이도 비교 검토 하였다. 센터커터를 검토대상에서 제외한 이유는 당 현장에서 커터헤드에 폐색이 발생하여 개구율 확장이 필요하여 센터커터를 제거하고 나이프 커터로 교체하였기 때문에 일반적인 정상마모값을 산정하기 어려웠다. 일반적으로 디스크커터의 마모깊이는 제작사가 권고한 마모깊이를 준수하며, 커터의 위치별로 다르다. 당 현장의 위치별 디스크커터의 마모깊이 산정은 Fig. 10의 마모측정자를 사용하였으며, 제작사가 권고한 위치별 디스크커터의 마모깊이 기준은 Table 8과 같다.
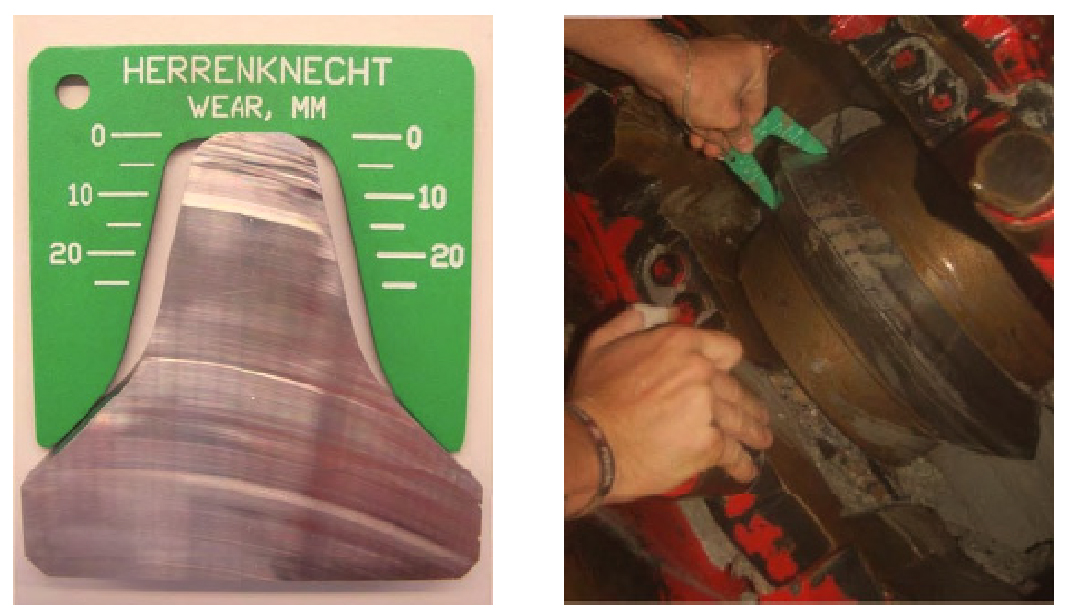
Table 8.
Critical wear depth suggested by manufacturer
| Classification | Gauge cutter (47G, 48G) | Face cutter (39F~46F) | Face cutter (34F~38F) | Face cutter (9F~33F) |
| Wear depth | 10 mm | 15 mm | 20 mm | 25 mm |
게이지커터의 마모값이 가장 작은 이유는 최외곽 게이지커터의 마모깊이 초과는 쉴드스킨에 영향을 주기 때문에 보수적으로 산정한다. 당 현장의 쉴드TBM은 굴착경이 8,410 mm이고, 쉴드TBM 스킨플레이트의 외경이 8,370 mm로 나누게 되면 20.5 mm 상하좌우 여유를 같게 되므로 게이지커터 10 mm의 적용은 허용값 이내로 적정하다고 판단된다.
7.2 디스크커터의 마모깊이에 대한 회전거리 분석
정확한 분석을 위해 선정된 10개의 디스크커터는 중심으로부터 거리는 실제 제작된 거리로 산정하였고, 마모깊이는 실제 현장에서 측정된 값을 설계와 시공 시에 각각 적용하였다. 단, 설계 시에서는 이론식의 RPM, Pe값을 적용하였으며, 시공 시에서는 실제 측정된 기계데이터를 바탕으로 RPM, Thrust, Torque의 구간 별 평균값을 산정하여 적용하였다. Thrust와 Torque는 디스크커터의 회전거리 산정식에 영향을 주지 않지만, 지반조건에 따른 기계데이터의 검토 차원에서 분석하였다. 지층에 따른 디스크커터 위치별 마모깊이에 따른 회전거리는 Fig. 11과 같다.
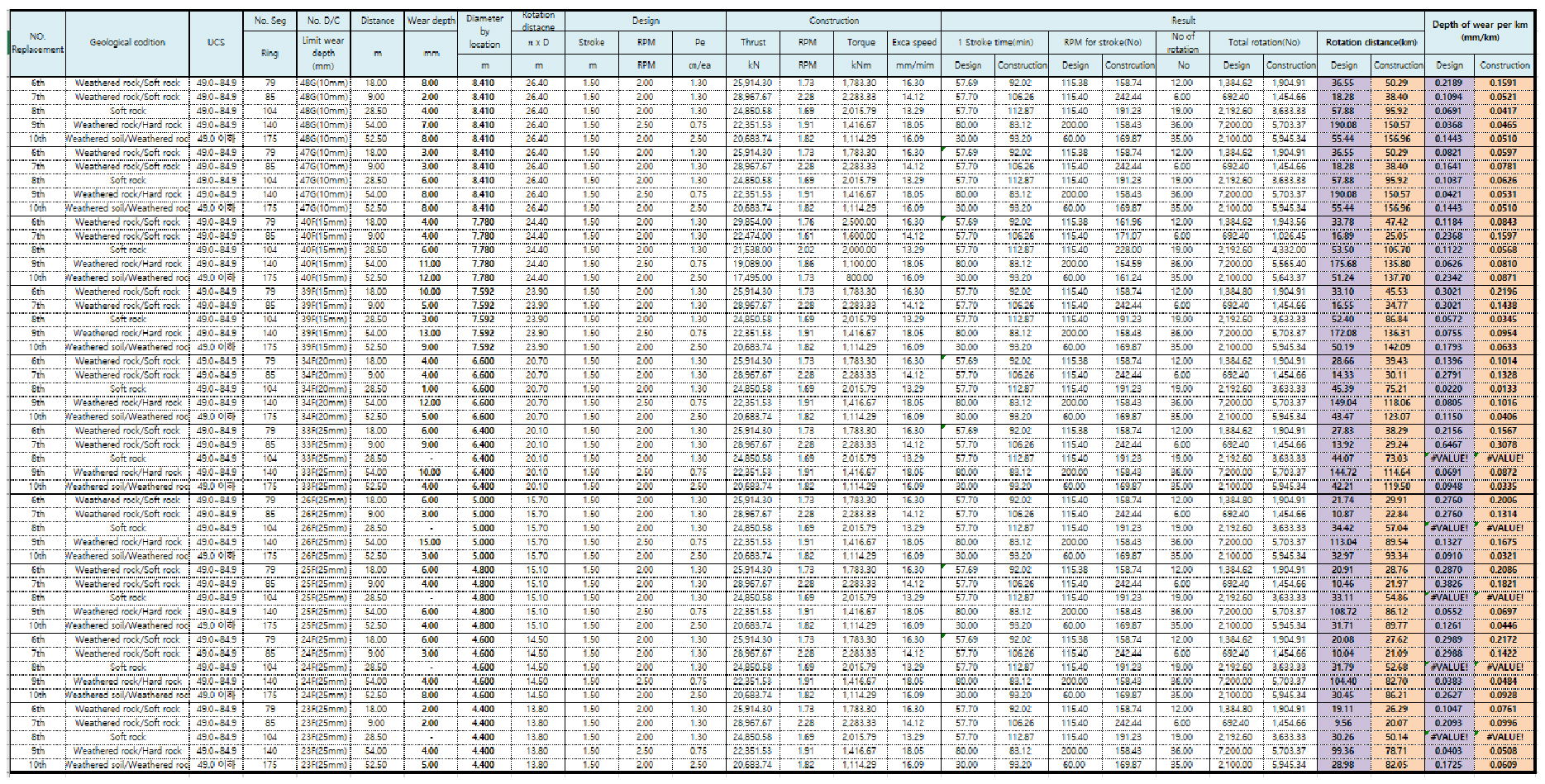
6차부터 10차까지의 설계와 시공 시 마모깊이에 대한 회전거리는 Table 9와 같다.
Table 9.
Correlation between wear depth and rotation distance by geological conditions
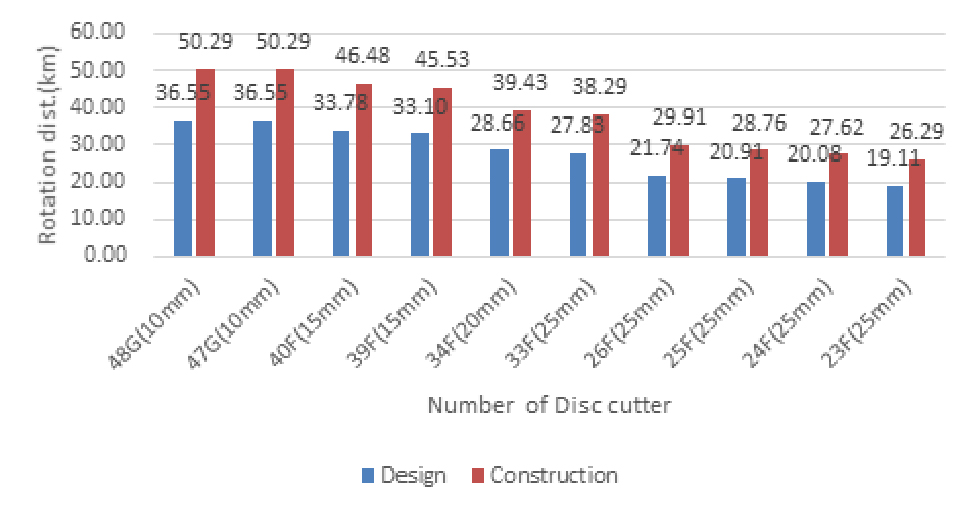
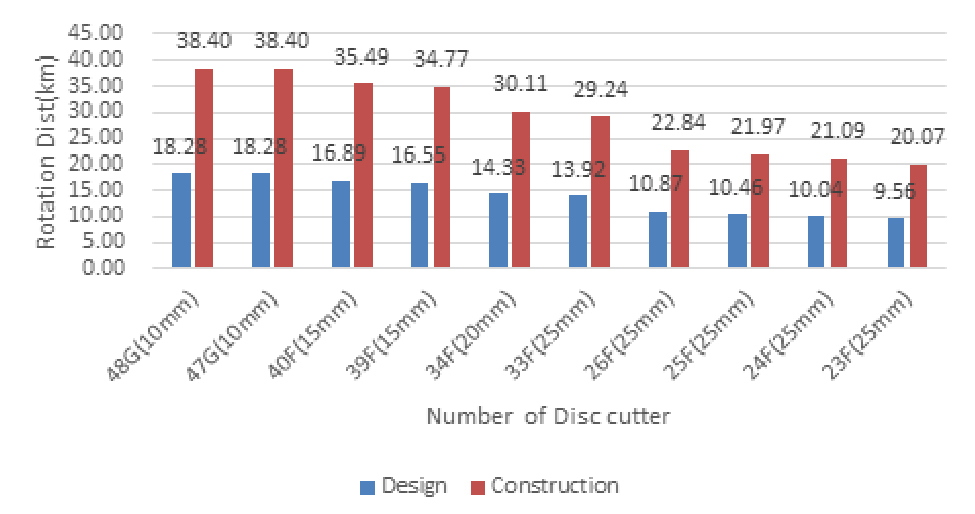
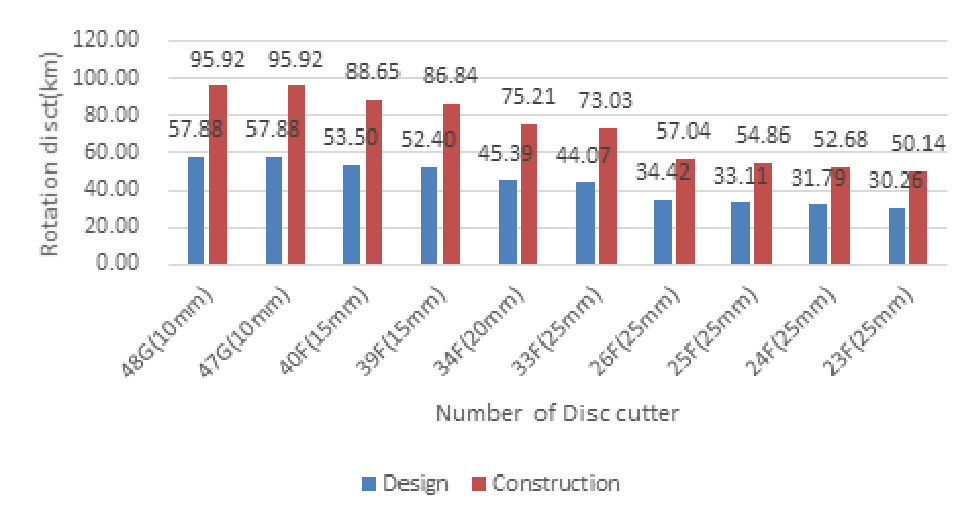
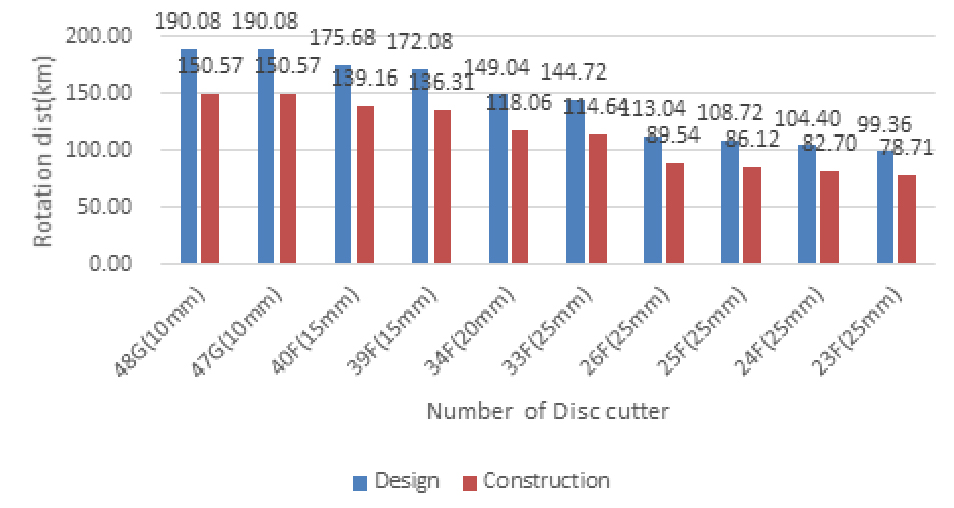
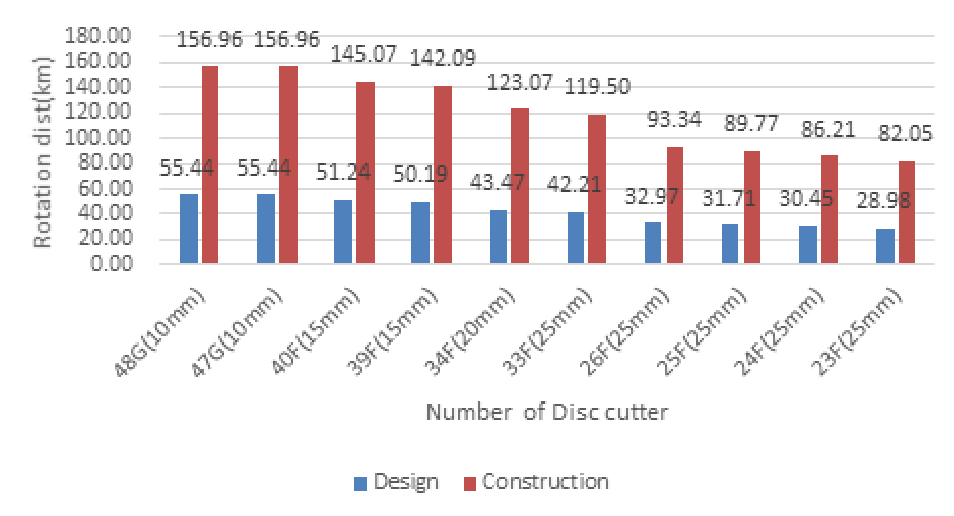
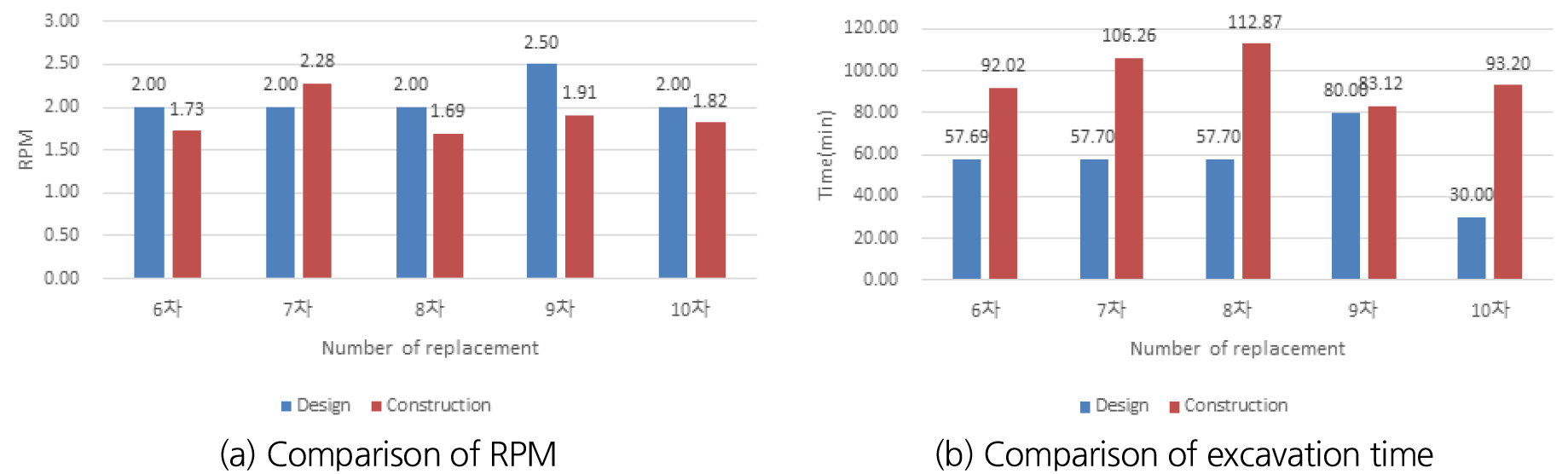
연구 대상구간은 연장이 짧고 지반조사보고서에 따라 UCS가 49~84로 다소 광범위하여 비교적 상세하게 표현된 지질개요도를 바탕으로 지층에 따른 디스크커터의 회전거리를 비교하였다. 대상구간 중 연암 이하에서 디스크커터의 교체가 이루어진 6, 7, 8, 10차에서는 시공 상의 디스크커터 회전거리가 훨씬 길게 나타났다. 이는 회전거리에 영향을 주는 RPM과 굴진속도가 시공시가 낮고 느리게 조사되었기 때문이다. 설계와 시공시의 굴진속도를 비교해 보면 Fig. 12와 같다.
RPM은 전술했듯이 대구경에서 2.0 RPM 이상의 운영이 불가능한 것은 아니나 연구 대상 구간의 시공 시 평균 1.89 RPM으로 설계 시 적용했던 평균 RPM 2.1과는 차이가 있다. 또한, 1 Stroke 소요시간이 시공 시 평균 97.49분과 설계 시 평균 56.62분으로 차이가 있다. 설계 시 산정된 RPM을 2.0 이하(1.9) Pe값을 1.0 이하로 보정하면 시공 시와 유사한 회전거리를 찾아 낼 수 있었다. 지층조건이 경암 구간인 9차는 오히려 설계 시의 회전거리가 다소 긴 것으로 분석되었는데, 이것은 RPM은 2.5로 다소 높게 산정되었지만 Pe값이 0.75로 산정되어 1 Stroke당 회전수가 시공 시 보다 많은 것으로 조사되었으며, 시공 시의 RPM은 평균 1.91이었지만, 굴진속도가 평균 18 mm/min으로 높아 1 Stroke 회전수가 설계 시 보다 적은 것으로 나타난 결과이다.
7.3 디스크커터의 위치별 마모깊이와 비정상마모의 발생횟수 검토
지반조건에 따라 커터헤드에 장착된 디스크커터 위치별 마모깊이는 Fig. 13과 같다. 일반적으로 게이지커터와 센터커터의 수명이 페이스커터보다 짧은(Korean Tunnelling and Underground Space Association, 2008) 것으로 알려져 있는데, 센터커터는 폐색으로 인해 나이프커터로 교체하여 측정데이터가 없어 산정이 불가능했지만, 게이지커터와 페이스커터의 마모측정 데이터를 비교해 보면 트렌지션커터존의 최외곽 게이지커터보다 이너커터존의 0.9~0.92D 위치의 페이스커터의 마모가 더 심한 것으로 분석되었다.
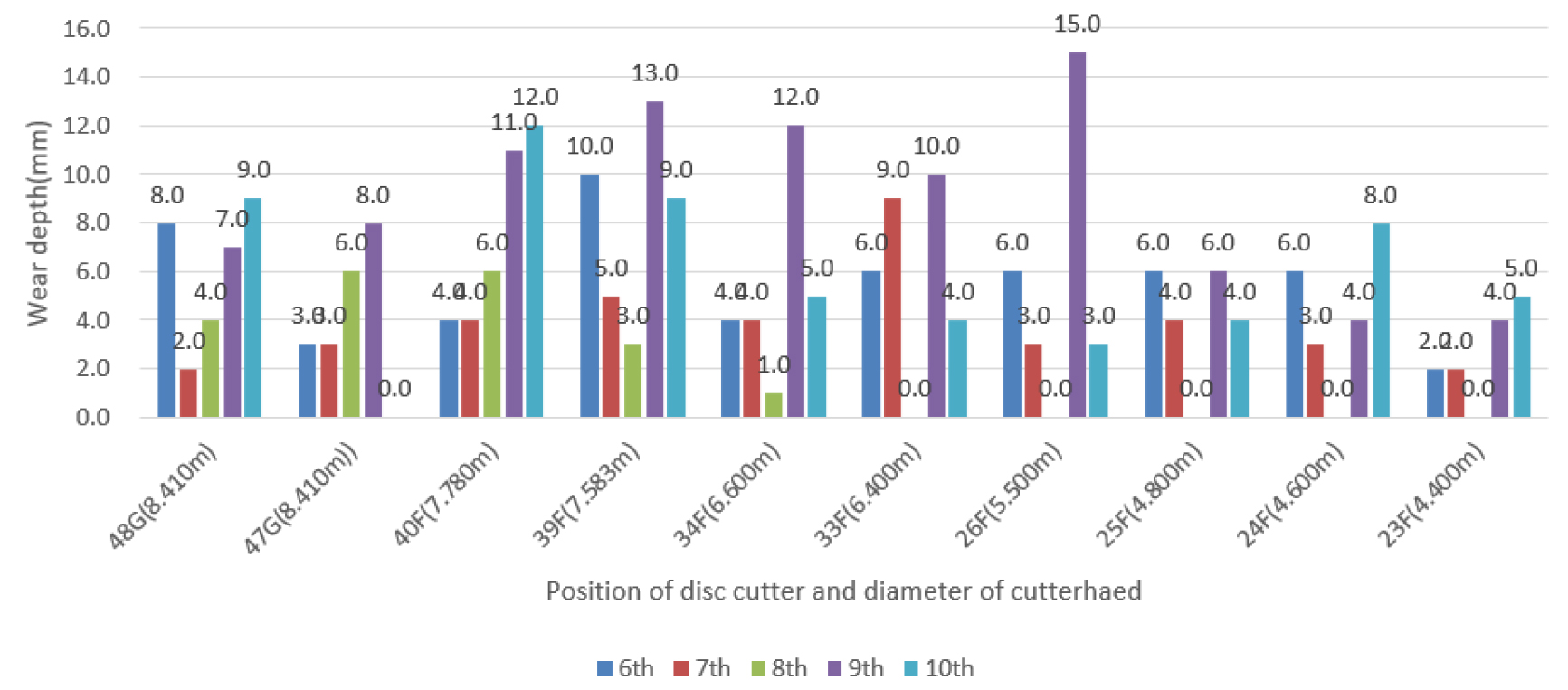
이는 커터헤드에 회전하는 디스크커터의 궤적은 트렌지션커터존의 최외곽 게이지 커터가 가장 멀리 돌아가지만, 디스크커터에 작용하는 연직력과 회전력은 게이지 커터보다 이너커터존의 페이스커터가 큰 것으로 검토되며, 이에 따라 커터헤드 설계 시에도 이를 고려하여 배치와 간격이 적용되는 것으로 판단된다. 또한, 일반적으로 디스크커터의 마모를 측정하게 될 때 정상마모를 기준으로 측정 할 수밖에 없는데, 이는 디스크커터의 마모 발생 이유가 너무 다양하기 때문에 본 연구에서는 비정상마모의 발생횟수 정도를 추적하였으며, 결과는 Table 10, Fig. 14와 같다.
Table 10.
Abnormal wear table of slurry shield TBM field
8. 결 론
본 연구에서는 대표적인 소모성 부품인 디스크커터의 교체횟수에 관하여 설계 산정되는 교체횟수와 실제 현장데이터를 바탕으로 교체횟수를 비교 분석하였다. 적절한 시기의 디스크커터는 터널공정의 효율성을 높이고 여러 가지 리스트를 줄일 수 있지만, 반대의 경우는 공사기간과 공사비의 상승을 초래 할 수 있다. 본 연구에서 얻어진 결론은 다음과 같다.
1. 설계 시 디스크커터의 교체횟수는 6회로 평균 교체거리 약 167.5 m로 산정하였으나, 실제적으로 디스크커터는 31회 교체 하였으며, 전체 디스크커터의 개수는 48개로 설계 시의 산정된 6회 교체로 계산하면 총 288개의 디스크커터가 교체되는데, 실제로 325개의 커터가 교체되어 실제 시공시가 더 많은 디스크커터의 소모를 보였으며, 이는 디스크커터의 회전거리가 설계 시는 시공 시 보다 적게 산정된 것으로 검토된다.
2. 지층별 회전거리에서 풍화토, 풍화암, 연암 구간에서는 시공 시 회전거리가 훨씬 길게 분석되어 마모율이 높은 것으로 평가되었으며, 경암 구간에서는 설계상의 회전거리가 다소 길게 분석되었다. 이는 설계 시 풍화토, 풍화암, 연암에서의 RPM과 Pe값이 시공 시 보다 높게 산정된 것으로 실제 시공에서는 RPM과 분당 굴진속도가 설계상의 값만큼 시공되지 않은 결과이다. 하지만 경암 위주의 구간에서 회전거리가 다소 길게 나타난 것은 설계와 시공사의 RPM과 굴진속도가 유사했기 때문으로 분석된다.
3. 풍화암 이하 구간에서 RPM과 Pe값을 보정하면 시공 시와 유사한 회전거리를 예측 할 수 있는데 RPM은 1.8~1.9, Pe값은 1.0 이하 적용할 경우 시공 시 회전거리와 유사한 결과를 얻을 수 있을 것으로 검토된다.
4. 커터헤드에서 원주거리가 가장 긴 트렌지션존커터인 최외각 게이지커터의 마모가 가장 클 것으로 예상하였으나, 실제로는 이너커터존의 0.9~0.92D 위치의 페이스커터의 마모가 가장 심했다. 이는 전술한 바와 같이 페이스커터에 작용하는 연직력과 회전력이 게이지커터보다 큰 것으로 분석된다.
