

1. 서 론
2. 쉴드 세그먼트 체결 방식
3. 쉴드터널 강연선 체결 기술
3.1 강연선 적용 검토
3.2 강연선 체결 기술
4. 현장 조립 시험시공
4.1 쉴드터널 설계
4.2 시험시공 계획
4.3 몰드 및 세그먼트 제작
4.4 시험시공 수행
5. 시공성 평가
6. 강연선 자동 공급장치
6.1 개념 설계
6.2 쉴드TBM 연동 자동화 시스템
7. 결 론
1. 서 론
최근 국토의 효율적인 이용을 위하여 지하공간에 대한 수요가 증대되고 있고, 지하철 터널 등 도심지에 지하공간을 설치하는 경우가 빈번하며 그 수요가 증대될 것으로 기대되고 있다(Lee et. al., 2014). 근래 들어 가장 많이 사용되고 있는 터널 공법 중의 하나인 쉴드터널(shield tunnel) 공법은 대심도 지하공간을 효율적으로 이용할 수 있는 지하 공간 구축기술로, 세계 각국에서 공법 적용과 함께 관련 기술의 개발이 이루어지고 있다(Ma et. al., 2013).
쉴드터널 라이닝(lining)은 여러 개의 세그먼트(segment)로 구성되고, 각 세그먼트는 일체화된 구조물이 아니기 때문에 각종 이음방식으로 하나의 일체화된 링을 형성하게 된다. 따라서, 세그먼트와 링 사이의 이음방식은 쉴드 세그먼트에서 상당히 중요한 요소 중의 하나이다(Jeong et. al., 2004). 또한, 세그먼트의 볼트 체결 작업은 쉴드터널 시공 프로세스 중 적지 않은 시간을 차지하므로 새로운 체결 기술 개발을 통해 세그먼트 체결 속도를 증진시킬 수 있다면 시공성의 증가를 가져올 수 있다(Masanori et. al., 2002).
국내에서는 쉴드 세그먼트 체결 방식으로 대부분 볼트 형태의 부재를 사용하고 있다. 그러나, 볼트 체결부를 통한 누수 발생 가능성이 있으며, 작은 시공 오차에도 볼트 연결이 어려워지는 등의 단점을 갖고 있다(Jeong et. al., 2004).
최근 기존의 볼트 형태의 세그먼트 체결 방식의 문제점을 개선하기 위해 강연선의 긴장력과 세그먼트 전단키를 이용한 쉴드터널 체결 방법에 대한 연구가 진행되고 있다(Ma et. al., 2012a). 강연선 긴장력을 이용한 체결 방식은 기존 볼트 체결 방식에 비해 굴진 방향으로 더 높은 체결력을 얻을 수 있으며, 원주 방향으로는 전단키 세그먼트로 인해 볼트 부재에 비해 더 우수한 전단력을 보유할 수 있다(Ma et. al., 2012b)
본 연구에서는 새로 개발된 강연선 체결 기술을 적용하여 전력구 쉴드터널을 대상으로 설계를 실시하고, 실제 전단키 세그먼트 몰드 및 세그먼트 제품을 생산하여 현장 체결 시험시공을 실시하였다. 또한, 시험시공을 통해 개발 기술의 시공프로세스 및 공종별 소요공기를 분석하고, 기존 체결 방식과의 비교를 통해 시공성 향상 방안을 도출하였다.
2. 쉴드 세그먼트 체결 방식
현재 대부분의 국내 쉴드터널은 곡볼트, 경사볼트, 볼트박스 등의 볼트 부재를 이용하여 체결되고 있는데, Table 1은 국내 쉴드터널 32개소에 적용된 세그먼트의 체결 방식을 나타낸 것이다. 볼트 체결 방식은 상재하중, 수압, 세그먼트의 규격, TBM의 추력 등 다양한 조건을 고려하여 적정 토크치를 산정하며, 나사선끼리의 접합으로 인한 마찰이 체결을 유지하는 힘을 갖게 된다. 그러나 볼트 체결 방식은 진동이나 충격 등에 의해 접촉부의 마찰력보다 큰 외력이 가해지면, 나사선 접촉부의 공간 차이가 발생하여 볼트 풀림 현상이 발생 할 수 있다(Ma et. al., 2013).
쉴드공법은 체결된 세그먼트 링을 TBM에 설치된 유압잭으로 이용하여 강한 힘으로 밀면서, 전방에 설치된 비트(Bit)에 의해 지반을 굴착하면서 전진하는 공법이다. 따라서, 굴착 대상의 강도가 커짐에 따라 유압잭의 추진력은 더 커지게 되고, 비트의 굴착 진동과 유압잭의 높은 추진력이 후방 세그먼트에 전달되면서 체결된 볼트가 풀리는 현상이 발생하게 된다.
Fig. 1은 싱가폴의 ○○ 쉴드터널 시공현장에서 굴진 거리에 따른 너트(Nut)의 회전을 나타낸 것이다. 굴진 거리가 커짐에 따라 너트에 표시된 부분이 회전하고 있는 것을 직접 확인할 수 있다. Fig. 1은 곡볼트 체결방식의 예를 보여주고 있지만, 볼트박스 체결방식의 경우에는 너트와 볼트도 동시에 풀리기 때문에 나사선 접합에 의한 마찰력은 거의 기대할 수 없게 된다.
이러한 문제로 실제 쉴드터널 현장에서는 볼트의 풀림현상을 보완하기 위하여, 일정 거리 굴진 후 체결된 볼트의 재조임을 지속적으로 실시하고 있다(Ma et. al., 2013).
볼트 체결 방식의 또 다른 문제점은 볼트 직경과 세그먼트 및 볼트박스에 형성된 볼트 통과 공간과 유격 차이가 발생한다는 것이다.
Fig. 2은 곡볼트 체결방식에서 세그먼트에 형성된 볼트 통과 공간과 실제 볼트 직경과의 차이를 나타낸 것이다. 작업자의 관점에서는 볼트가 두 개의 세그먼트 통과하여 정상적으로 체결된 것으로 보이지만, Fig. 2와 같이 볼트는 통과 공간의 양 끝에 치우쳐서 체결될 가능성이 충분히 있고, 이로 이해 터널 배면 혹은 내부에는 세그먼트 간의 시공 오차가 발생하게 된다. 이러한 경우에는 세그먼트 면에 부착된 수팽창 지수재나 개스킷(Gasket)도 서로 어긋하게 접하게 되어 지수 기능이 저하되고, 누수가 발생할 가능성도 높아지게 되며, 시공 오차가 누적될 경우에는 시공성에도 큰 문제를 야기시키게 된다.
Table 2는 곡볼트와 볼트박스의 유격 차이를 나타낸 것인데, 체결 방식별로 6~7 mm 의 유격차이가 있는 것을 알 수 있다.


3. 쉴드터널 강연선 체결 기술
3.1 강연선 적용 검토
프리스트레스(Prestress) 공법은 인장저항에 취약한 구조물의 문제점을 극복하기 위해 구조재에 긴장력을 도입하여 인장력에 대해 저항하는 역학적인 메커니즘을 가지고 있으며, 시공시의 안전성, 구조물 내구성, 품질 향상, 공기 단축 등의 장점으로 현재 폭넓게 사용되고 있다(Ha et. al., 2004). 최근들어 건설분야에서는 대구간을 필요로 하는 구조물이 많이 계획되고 있으며, 구조적 성능 향상을 위해 건설재료에 프리스트레스를 적용하는 사례가 늘고 있다. 프리스트레스 구조물의 긴장재로는 과거에는 이형철근을 많이 사용해 왔으나 재료의 한계로 근래에는 여러 가닥을 꼬아서 묶은 강연선을 주로 사용하고 있다(Lee et. al., 2014). 강연선은 접합부의 배근을 간략화 시킬 수 있고, 연결재의 배근 공정이 생략되어 시공순서에 제약을 받지 않아 우수한 시공성을 얻을 수 있다. Fig. 3은 강연선의 긴장력을 이용한 공법 사례를 나타낸 것이다.


3.2 강연선 체결 기술
앞에서 살펴본 기존 쉴드터널 체결방식의 문제점들을 개선하기 위해 세그먼트의 체결부재로 강연선을 활용하는 연구가 진행 중이다. 쉴드터널 강연선 체결 기술은 세그먼트를 관통하는 강연선의 긴장력을 체결력으로 이용하여 세그먼트를 체결하는 방법으로서, 여기에 더하여 세그먼트에 형성된 전단키가 가이드(Guide) 역할을 하여 체결 공정의 시공 오차를 줄이는 동시에 구조물의 전단저항을 보강하게 된다.
Fig. 4는 강연선 체결방식의 세그먼트 형태를 나타낸 것이다. 세그먼트 제작시 강관을 설치하여 강연선이 통과할 수 있는 공간을 만들고, 굴진 방향은 강연선 체결방식을, 원주 방향은 기존 볼트 체결 방식을 적용하는 형태이다.
Fig. 5는 강연선 체결 기술에서 세그먼트의 체결 순서를 나타낸 것이다. 첫 번째 링을 기준으로 굴진 방향은 강연선으로 조립되고, 원주 방향은 기존 볼트 방식으로 조립된다. 강연선 체결 방식에서는 1열의 강연선은 총 4링에 걸쳐 세그먼트를 관통하게 되고, 1개의 세그먼트에는 4열의 강연선이 통과하게 된다. 그래서 Fig. 5(f)처럼 전후 3링까지 총 7링에 걸쳐 강연선이 연결되어 있기 때문에, 어느 한 열의 강연선이 체결력을 소실하여도 그물망처럼 연결된 강연선 형태로 인해 구조물의 안전성은 유지할 수 있게 된다.


4. 현장 조립 시험시공
4.1 쉴드터널 설계
강연선 체결 쉴드터널의 현장 적용성을 평가하고 시공 과정에서 발생 가능한 문제점을 파악하여 시공성 향상 방안을 도출하기 위해 현장 조립 시험시공을 수행하였다.
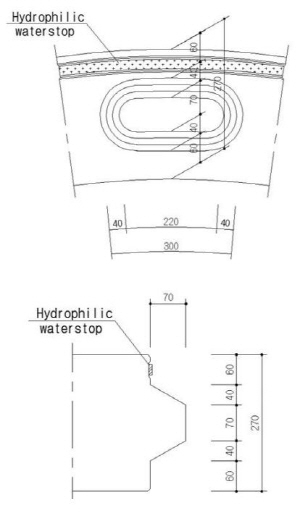
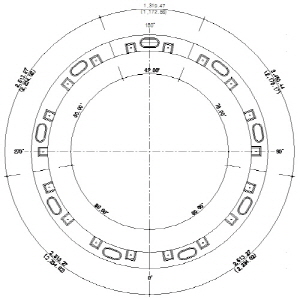
시험시공을 위해 기존 전력구 쉴드터널 설계 사례를 대상으로 강연선, 전단키의 크기, 개수를 설계였는데, Fig. 6은 시험시공을 위한 강연선 체결 쉴드터널의 설계 단면을 나타낸 것이다.
|
| ||
(a) Detail drawing of Island-type shear key | (b) Cross section | ||
Fig. 6. Design of cable assembling shield tunnel | |||
4.2 시험시공 계획
실제 시공 중인 쉴드터널의 일정 구간에 개발된 기술을 직접 적용하는 것이 가장 이상적인 시험시공이라고 할 수 있겠지만, 국내에서 진행되고 있는 쉴드터널 공사가 많지 않고 새로운 개발 기술을 바로 시공 현장에 적용시키기에는 발주처, 시공사 및 감리단 등의 반발을 이해시키는 것이 또한 쉽지 않은 것이 국내 현실이다. 따라서, 본 연구에서는 부득이하게 쉴드머신을 지상에 설치하여 체결 시험시공을 수행하였다.
비록 동일한 쉴드TBM을 운용하여 세그먼트 조립을 진행하더라도 지상에서 시공되는 쉴드터널은 실제 지하에서 시공되는 쉴드터널과는 차이가 있을 수 밖에 없다고 판단된다. 시험시공은 쉴드 TBM을 보유하고 있는 전문 세그먼트 체결 업체인 ○○건설의 아산공장 야지에서 수행되었는데, Fig. 7은 시험시공에 사용된 쉴드 TBM과 준비상황을 보여주고 있다. 쉴드 TBM은 후방의 반력대를 지지하면서 전방의 암반을 굴착해 나가는 장비이기 때문에 Fig. 7(b)와 같이 후방에 반력대를 설치하였다. 또한, 반력대가 반원으로 상부 세그먼트에 대해 지지할 수 없기 때문에 Fig. 7(c), (d)와 같이 반력대 역할을 담당할 최초 2개의 링을 지상에서 체결하여 미리 설치하였다.





실제 쉴드터널 시공프로세스에서는 레일 위를 이동하는 대차에 의해 세그먼트가 막장 면까지 운반되고, 쉴드 TBM에 설치되어 있는 빔(Beam)에 의해 이렉터(Erector) 앞까지 이동된다. 지상에서 수행되는 시험시공에서는 대차 및 빔의 구현이 불가능하기 때문에 크레인(Crane)으로 세그먼트를 반력대 위까지 운반하고, 이렉터까지는 지게차로 운반하는 방법을 사용하였다. Fig. 8은 시험시공 진행 계획을 도안으로 나타낸 것이다.
4.3 몰드 및 세그먼트 제작
설계된 도면에 따라 세그먼트 제작용 몰드를 제작하였다. Fig. 5(f)에서 살펴본 바와 같이 강연선 체결 방식에서 1열의 강연선은 효과적인 긴장력을 갖기 위해 세그먼트 4링을 통과할 수 있는 길이로 계획되었기 때문에, 반력대 앞에서 조립되는 최초 세 링은 강연선의 긴장력으로 조립하는 것이 불가능하다. 따라서, 최초 세 링까지는 기존 볼트 체결 방식으로 조립할 수 있도록 몰드 제작시 볼트박스 및 강관을 모두 설치할 수 있는 구조로 제작하였다.
Fig. 9는 제작된 몰드의 모습을 나타낸 것인데, Fig. 9(c)와 같이 볼트박스 및 강관을 같이 설치하여 한 종류의 세그먼트로 강연선 및 볼트박스 조립이 가능하도록 제작하였다.



Fig. 10은 완성된 몰드를 이용하여 세그먼트를 제작하는 모습을 나타낸 것인데, 시험시공용 세그먼트는 총 10링을 생산하였다. 철근 배근부터 탈형, 양생까지의 생산 과정은 일반적인 쉴드 세그먼트의 과정과 동일하게 진행되었다. 증기양생 후 수침, 야적장에서 2주간 양생 후 시험시공 현장으로 운반하였다.
4.4 시험시공 수행
Fig. 8의 계획에 따라 시험시공을 수행하였는데, Fig. 11은 시험시공 과정을 나타낸 것이다. 크레인을 이용하여 반력대 위에 내려진 세그먼트는 지게차로 쉴드 TBM의 이렉터까지 운반하였고, 이렉터를 이용하여 각각의 설치 위치에 놓여졌다. 원주방향은 기존 볼트 체결 방식으로 조립되었고, 굴진 방향은 유압잭을 이용하여 긴장력을 준 강연선으로 조립되었다.
지상에서 수행된 시험시공이기 때문에 굴진 및 기타 공정은 실제 쉴드터널 시공 과정과 차이가 있을 수 있으나, 세그먼트가 이렉터와 연결된 후 볼트 및 강연선으로 조립이 완료될 때까지의 과정은 실제 쉴드 TBM 내에서 진행되는 공정과 동일하다고 판단된다. 따라서, 본 공정을 진행하면서 시공성 평가를 위한 사이클 타임(cycle time)을 측정하였고, 개발 기술의 시공성 향상을 위한 방안을 시험시공을 통해 도출하고자 하였다. 특히, 세그먼트에 형성된 전단키가 Fig 11(d)와 같이 이렉터를 이용하여 정확한 세그먼트 조립 위치를 찾는 틸팅(tilting) 과정에서 가이드 역할을 하여, 최초 볼트 체결 방식으로 조립된 세 링의 틸팅 시간보다 더 단축되는 것을 확인할 수 있었다. 반면, 강연선에 긴장력을 주기 위해 Fig. 11(f)와 같이 작업 인부가 직접 유압잭을 사용하는 공정은 기존 볼트 체결 공정보다 더 시간이 소요되는 것으로 나타났다. 개발 기술의 시공성 향상을 위해서는 강연선을 긴장시키는 공정을 자동화하는 것이 반드시 필요할 것으로 판단되었다.








5. 시공성 평가
쉴드터널 강연선 체결 기술은 기존 볼트 체결 방식을 보완 및 개선한 것으로 세그먼트 조립 공정에서의 시공 프로세스를 제외하면 기존 쉴드터널과 기본적인 시공 프로세스는 동일하다. 현장 조립 시험시공을 통해 세그먼트 운반, 이렉터(Erector) 연결, 이렉터 회전, 틸팅, 조립 등의 공정에서 강연선 체결 기술만의 특성을 파악하고자 하였다. 그리고 기존 볼트 체결방식과의 비교를 통해 시공성 개선 방안을 도출하고자 하였다.
Fig. 12는 일반적인 쉴드터널의 단위공정별 시공 프로세스를 나타낸 것이다. 쉴드머신 굴진 후 세그먼트 공급에서 1링 체결 완료까지의 5개 단위공종이 반복하여 진행하게 되는데, 볼트 체결 방식은 1개의 세그먼트당 종방향 체결시 3~4개의 볼트 연결이 필요하나, 강연선 체결 방식은 1열의 강연선만 연결하게 된다.
|
Fig. 12. Process of field test construction |
|
Fig. 13. Cycle time analysis of bolt assembling method |
|
Fig. 14. Cycle time analysis of cable assembling method by worker |

볼트 및 강연선 체결방식의 단위공종별 소요공기 역시 세그먼트 체결 공정에서 가장 큰 차이가 나타났다. Fig. 13은 굴진 후 세그먼트 체결 공정에서 볼트 체결 방식의 소요공기(cycle time)를 분석한 것이다. 세그먼트 공급에서 체결까지 1개의 세그먼트 설치 시 420초의 소요공기가 필요한 것으로 분석되었고, 이중 세그먼트 틸팅 공정에서 가장 많은 공기가 소요되는 것으로 나타났다.
Fig. 14는 강연선 체결 방식의 소요공기를 분석한 것인데, 강연선을 설치 시 인력에 의해 작업하는 것으로 고려하였다. 그리고 세그먼트 체결은 강연선의 주입, 긴장, 절단 작업 등이 모두 포함된 시간을 나타낸다. 1개의 세그먼트 공급에서 체결까지 400초의 소요공기가 필요한 것으로 분석되었으며, 강연선 설치 과정(segment assembling)은 인력 작업으로 분석했기 때문에 100초로 나타나 볼트 체결 방식의 60초보다 40초가 더 소모되는 것으로 나타났다. 그러나 이렉터를 이용하여 세그먼트 체결 위치를 선정할 때는 시험시공에서도 확인하였다시피 앞 링에 설치된 전단키 홈과 뒤링의 돌출된 전단키가 가이드 역할을 하여, 세그먼트 틸팅 공정(segment tilting)은 240초로 나타나 볼트 체결 방식의 300초에 비해 60초가 단축되어 전체 공정에서는 20초가 단축되는 것으로 분석되었다.
Fig. 15는 강연선 체결 공정을 인력이 아닌 자동 공급, 긴장 및 절단할 수 있는 장치를 적용하였을 경우 단위공정별 소요공기를 분석한 결과이다. 1개 세그먼트 설치에 360초가 필요한 것으로 분석되어 기존 볼트 체결 방식과 비교해서는 60초의 소요공기 감소효과가 있는 것으로 나타났다. 쉴드터널 공사기간 전체를 대상으로 확대했을 경우 세그먼트 조립 공정에서 상당한 소요공기 감소효과를 얻을 수 있을 것으로 판단된다.
6. 강연선 자동 공급장치
6.1 개념 설계
본 연구에서는 개발 기술의 시공성 향상과 세그먼트 조립 공정에서 소요공기 단축을 위해 강연선 자동공급장치에 대한 개념 설계를 수행하였다.
강연선 공급, 인장 및 절단에 대한 자동화 시스템 구축 시 기존장비(TBM)와의 인터페이스, 사용자 안전성, 제작 가능성 등을 확보하여야 한다.
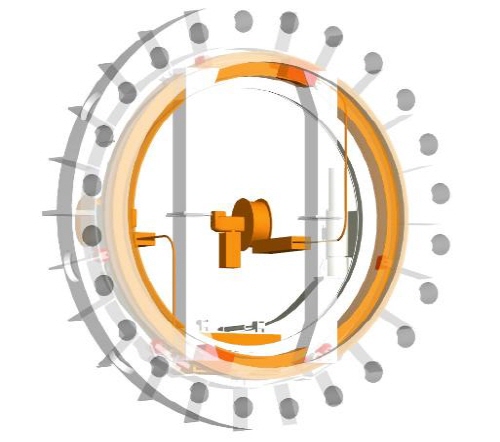
Fig. 16은 강연선 자동공급장치의 기본 개념 도출안을 나타낸 것이다. 기본 개념에서는 이렉터의 회전을 고려하여 강연선은 2가지 경로로 공급될 수 있게 하였고, 강연선 유도 파이프(pipe)를 설치하여 후방 대차에 적대되어 있는 강연선을 이렉터까지 유도할 수 있게 하였다. 또한, 막장면에서는 이렉터의 움직임으로 대부분의 공정이 수행되기 때문에, 강연선 공급장치는 이렉터에 부착될 수 있게 설계하였다. 특히, 기본 개념 도출안에서는 이렉터 회전시 기존 장비와의 인터페이스(interface) 중복현상이 발생하는 문제점을 해결하기 위해 레일박스(rail Box)에 여러 개의 강연선 공급경로가 필요한 것으로 검토되었다.
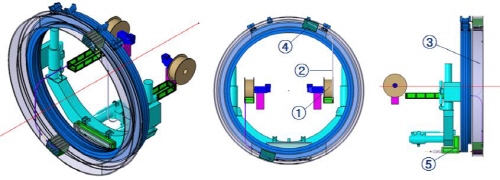
Fig. 17은 기본 개념으로부터 설계된 강연선 자동공급장치의 최종 설계 모델을 나타낸 것이다. 자동공급장치의 구성으로는 공급 및 위치 제어를 하는 서브모터(sub-motor)와 와이어드럼(wire drum), 강연선의 공급 방향을 유도하는 가이드파이프(guide pipe), 세그먼트 위치에 따라 강연선 공급 지점을 조정하는 주입장치(feeder) 등이 있다.

6.2 쉴드TBM 연동 자동화 시스템
강연선 체결 기술의 시공성 향상, 정밀도 및 작업 안정성 향상, 시공 품질 향상을 위해서는 쉴드TBM과 연동할 수 있는 시스템이 적용되어야 할 것으로 판단된다. 따라서 본 연구에서는 BIM (Building Informati on Model)을 활용하여 쉴드TBM 연동 강연선 자동화 시스템을 모델링하였다.

BIM은 프로젝트에서 단계별로 생성되는 디지털 모델을 통합하여 이해 당사자들에게 통합되고 일관된 정보를 공유하게 하여 협업할 수 있는 프로세스이다. 협업 효과란 시뮬레이션 모델링을 통해 전후 공정간, 작업 주체간 원활한 의사소통이 이루어지는 것으로, 주요 구조물간의 인터페이스 검증도 가능하다. 통합화란 구조와 설계, 설계와 견적 또는 설계와 시공까지도 하나의 단계로 진행되어, 분야별 기술융합에 따른 설계오류가 최소화되고 재시공을 방지할 수 있다.
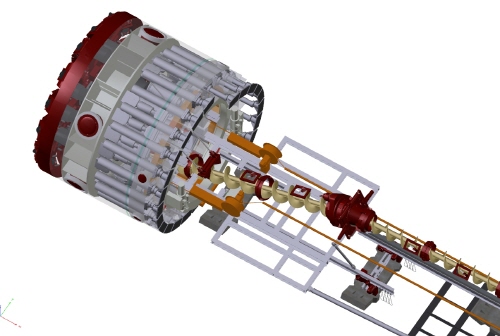
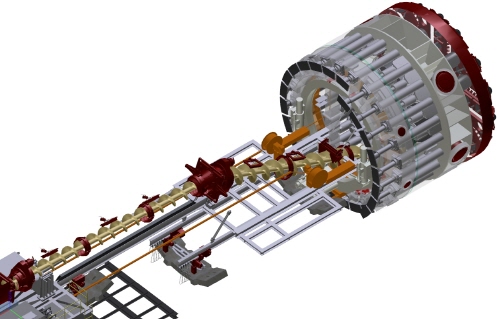
Fig. 18은 강연선 자동공급장치의 3D 모델링을 수행한 것이고, Fig. 19는 쉴드TBM과 연동되는 강연선 자동공급장치를 모델링한 결과이다. 강연선 자동공급장치의 설계 모델과 이를 쉴드TBM과 연동한 3D 모델링 결과는 강연선 체결 기술이 시공현장에서 적용될 때 쉴드TBM 설계, 굴진 계획, 공법 프로세스 파악, 시공 관리 등에서 효과적으로 활용될 수 있을 것으로 판단된다.
7. 결 론
본 연구에서는 쉴드터널의 볼트 체결 방식의 문제점을 개선하기 위해 강연선 긴장력을 이용한 새로운 세그먼트 체결 기술을 개발하였고, 현장 적용성 평가를 위해 조립 시험시공을 수행하였다. 시험시공을 통해 개발 기술의 시공프로세스 및 공종별 소요공기를 분석하여 시공성 향상 방안을 검토하였고, 실제 현장 적용이 가능한 강연선 자동공급장치의 설계를 실시하여 쉴드TBM과 연동할 수 있는 시스템을 도출하였다. 본 연구의 주요 성과는 다음과 같다.
1.국내 대부분의 쉴드터널 시공현장에서는 볼트 체결 방식으로 세그먼트 조립을 수행하고 있으나, 볼트 체결 방식은 쉴드TBM 유압잭의 추진 진동이나 충격으로 볼트 풀림 현상이 발생 할 수 있는 문제점을 가지고 있다. 또한, 볼트 직경과 볼트 통과 공간과의 유격 차이로 인해 세그먼트 조립 공정에서 시공 오차를 발생시켜, 지수 기능 저하, 누수 발생, 시공성 저하 등의 가능성을 내포하고 있다.
2.기존 볼트 체결 방식의 문제점을 개선하기 위해 세그먼트를 관통하는 강연선의 긴장력과 전단저항 및 시공 오차 저감이 가능한 전단키 세그먼트를 이용하여 새로운 쉴드터널 체결 기술이 개발되었는데, 세그먼트를 7링에 걸쳐 그물망으로 연결하는 강연선 구조는 쉴드터널 안전성을 향상시킬 수 있다.
3.강연선 체결 기술의 현장 적용성을 평가를 위해 지상에서 조립 시험시공을 수행하였는데, 기존 전력구 사례를 대상으로 강연선 체결 쉴드터널을 설계하여 몰드 제작 및 아일랜드형 전단키 세그먼트를 생산하였다. 시험시공을 통해 세그먼트에 형성된 전단키가 이렉터를 이용하여 정확한 세그먼트 조립 위치를 찾는 틸팅 공정에서 가이드 역할을 하여, 볼트 체결 방식보다 조립 시간이 더 단축되는 것을 확인할 수 있었다.
4.시험시공을 통해 세그먼트 조립 공정의 소요공기를 측정하고 시공성 평가를 수행하였는데, 볼트 체결 방식은 1개의 세그먼트 공급에서 체결까지 420초가 필요한 것으로 분석되었고, 이중 세그먼트 틸팅 공정에서 가장 많은 시간이 소요되는 것으로 나타났다. 강연선 체결 방식은 400초가 필요한 것으로 분석되었는데, 자동화 장치를 이용할 경우에는 기존 볼트 체결 방식에 비해 60초의 소요공기 감소효과가 있는 것으로 나타났다.
5.강연선 체결 기술의 시공성 향상과 세그먼트 조립의 공기 단축을 위해 강연선 자동공급장치를 설계하였고, BIM을 활용하여 쉴드TBM과 연동되는 자동화 시스템을 모델링하였다. 이러한 결과는 개발 기술이 시공현장에서 적용될 때 쉴드TBM 설계, 굴진 계획, 공법 프로세스 파악, 시공 관리 등에서 효과적으로 활용될 수 있을 것으로 판단된다.
