

1. 서 론
2. 이론적 배경
2.1 격자지보재의 품질 기준
2.2 격자지보의 취약부
2.3 계장화압입시험
3. 계장화압입시험의 정밀도
3.1 시험 개요
3.2 인장강도시험
3.3 계장화압입시험
3.4 정밀도 분석
4. 격자지보 취약부의 항복강도 평가
4.1 시험 개요
4.2 곡선부 평가
4.3 용접부 평가
5. 결 론
1. 서 론
일반적으로 강지보공은 강재로 제작된 아치형의 터널지보공을 일컫으며 이때 사용되는 강재를 강지보재라고 한다. 강지보재는 NATM공법에서 숏크리트와 록볼트와 함께 터널 굴착시 막장면의 안정성을 확보하기 위한 필수적인 지보재이며 굴착한 직후 숏크리트가 경화되기 전까지 굴착된 지반의 변형을 억제하여 터널의 안정성을 확보하기 위하여 사용된다(Jung et al., 2015).
강지보재는 제작된 형상에 따라 H형, U형, I형, Y형 강지보재가 있으며 삼각형과 사각형 형상의 격자지보재로 구분된다(Fig. 1 참조). 과거 H형 강지보재가 주로 사용되었으나 지보재가 무거워서 시공성이 결여되고 숏크리트 타설시 H형 강지보재의 플랜지로 인해 지보재 배면에 숏크리트가 타설되지 않아 공간이 발생하는 문제점이 발견되면서 새로운 강지보의 개발이 필요하게 되었다(Bae et al., 1996).
| |
Fig. 1. Void of surrounding steel rib after placing shotcrete : (a) H-beam steel rib; (b) Lattice grider (Bae et al., 1996) | |
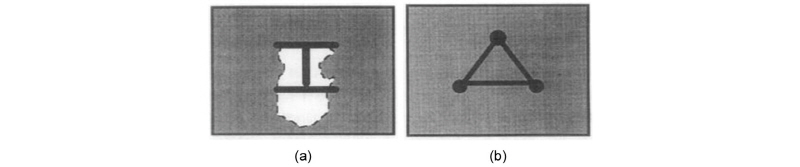
이러한 H형 강지보재의 단점을 보완하여 스위스 Pantex Stahl 사에서 개발한 것이 격자지보(Lattice Girder)다. 격자지보는 주강봉, 보조강봉과 스파이더로 구성되어 있으며 주강봉이 상부에 위치하고 보조강지보이 하부에 위치하며 중간에 스파이더로 결합되어 있다. 전반적인 형상은 삼각형 또는 사각형의 형상을 가지고 있다. 격자지보는 H형 강지보에 비해 가벼워 시공성이 우수하며 격자지보의 구조적 특성에 의해 숏크리트 타설시 격자지보와의 부착성이 탁월하여 구조적 일체성을 이룰 수 있는 장점을 지니고 있다. 더욱이 숏크리트의 리바운드량을 감소시킬 수 있어 터널시공에 많이 적용되고 있다. Fig. 2는 격자지보의 구조를 보여주고 있다.

격자지보 제작은 항복강도 500 MPa 이상인 강재로 제작되어진다(Ministry of Land, Infrastructure and Transport, 2015). 그러나 제작과정에서 항복강도 500 MPa 미만의 강재로 격자지보를 제작하거나 저품질의 강재를 사용하여 품질기준에 미달하는 경우가 종종 있다.
이러한 저품질의 격자지보재를 현장에서 육안조사와 시험성적서(mile sheet)로 성능을 평가하기에는 많은 어려움이 있다.
따라서 본 연구에서는 현장에서 격자지보재의 품질을 평가할 수 있는 비파괴검사법인 계장화압입시험에 대한 적용성에 대하여 연구하였다. 실내시험을 통해 계장화압입시험의 정밀도를 평가하였으며 특히 격자지보의 취약부라고 할 수 있는 곡선부와 용접부에 대한 평가를 실시하였다.
2. 이론적 배경
2.1 격자지보재의 품질 기준
터널설계기준(Ministry of Land, Infrastructure and Transport, 2015)에 의하면 격자지보의 성능은 항복강도가 500 MPa 이상인 용접구조용 강재를 표준으로 하며 이와 동등 이상의 성능을 발휘하고 부재 간 완전한 용접성능을 발휘할 수 있는 재질 및 형상의 구조용 강재를 사용할 수 있도록 명시되어 있다(Ministry of Land, Infrastructure and Transport, 2015). 격자지보 제작사들은 이러한 품질기준을 만족시키기 위해 열처리 등의 방법을 통해 항복강도 500 MPa 이상으로 품질을 관리하고 있다. 일반적으로 항복강도는 인장강도시험을 통해 확보되나 이는 강재에 국한된 시험이며 용접부에 대한 평가는 인장강도시험을 통해 확보 할 수 없다. 대부분 강지보에 작용하는 하중이 압축임에도 불구하고 인장강도시험에 의한 항복강도를 평가하고 있는 실정이다.
현장에서 격자지보재의 품질을 관리할 수 있도록 관리항목을 두고 관리하도록 규정하고 있다. 터널설계기준(2007, 국토해양부)과 터널표준시방서(2015)에서는 격자지보재의 현장 품질관리에 대해 별도의 시험없이 육안관찰 수준으로 제시되어 있는 것으로 나타났다. 설계기준 및 표준시방서에서 규정하고 있는 격자지보재의 강봉 항복강도 기준 및 성능을 현장에서 검사할 수 있는 방법이나 기준이 없는 실정이다(Jung et al., 2015).
2.2 격자지보의 취약부
격자지보의 취약부는 응력이 집중되는 스프링라인 상부의 곡선부와 주강봉과 보조강봉을 연결하는 스파이더의 용접부라고 할 수 있다. Fig. 3은 격자지보 와 용접부가 파손된 사례를 그림으로 보여주고 있다.
| |
Fig. 3. Weak point of lattice grider : (a) Collapes of lattice grider, (b) Broken welding (Korea Expressway Corporation, 2009) | |

2.3 계장화압입시험
강재의 인장물성은 파괴적인 방법은 Sectioning (절단법)과 Hole-Drilling (홀 드릴링)법이 있는데 이러한 파괴적인 방법은 기계적인 방법으로 정량적인 값을 도출할 수 있는 장점이 있는 반면에 시편의 훼손이 불가피한 단점을 가지고 있다. 이와 달리 비파괴적인 방법으로는 X-ray (X선), Neutron Diffraction (중성자 회절법), BN (바크하우젠 잡음), Ultrasonic (초음파) 등의 방법들이 있으며 비파괴적인 방법이기 때문에 현장에서 사용 가능한 것이 큰 장점이다.
계장화 압입시험이란 압입자로 시험편을 압입하면서 압입하중과 압입깊이를 측정, 재료의 기계적 물성을 평가하는 시험법 중 하나로 기존의 경도시험을 한 차원 발전시킨 형태의 시험을 말한다(Fig. 4 참조).
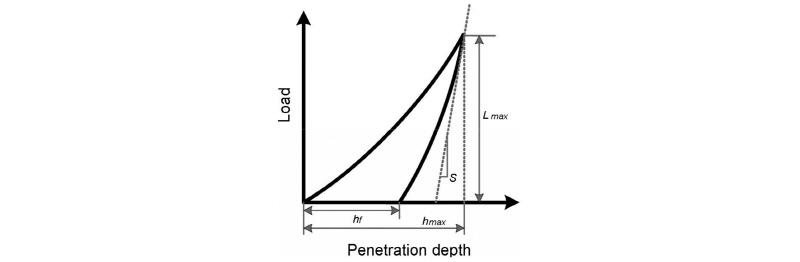
계장화압입시험은 압입하중에 따른 압입깊이의 연속적인 측정을 통해 인장시험으로부터 얻을 수 있는 기계적인 특성(항복강도, 인장강도, 탄성계수 등)을 확보할 수 있다.
Lee et al. (2006)은 계장화압입시험법을 이용한 금속소재의 인장물성 평가기술의 연구에서 환원탄성계수와 소재의 탄성계수, 응력과 변형률과의 관계를 통해 규명한 바 있으며 이를 통해 항복강도를 확보할 수 있었다.
이를 살펴보면 먼저 두 소재의 접촉시 발생하는 환원탄성계수(Er)는 다음식과 같이 하중제거곡선의 초기기울기와 접촉면적으로 표현된다.
 (1)
(1)
여기서, S : 하중제거곡선의 초기기울기
Ac : 접촉면적
환원탄성계수로부터 소재의 탄성계수는 다음 식을 통해 유도된다.
 (2)
(2)
여기서, Er : 하중제거곡선의 초기기울기
υtip : 압입자의 포와송비
Etip : 압입자의 탄성계수
υ : 시편의 포와송비
금속소재의 탄성영역은 소재의 탄성계수와 변형률로 표현되므로 다음과 같이 나타낼 수 있다.
 (3)
(3)
여기서, E : 소재의 탄성계수
ε : 소재의 변형률
소재의 탄성영역이 정의되면 0.2% 오프셋을 이용하여 소재의 항복강도를 구할 수 있다.
 (4)
(4)
3. 계장화압입시험의 정밀도
3.1 시험 개요
본 시험에서는 계장화압입시험의 정밀도를 분석하였다. 계장화압입시험의 정밀도를 분석하기 위해 파괴시험인 인장강도시험과 비피괴시험인 계장화압입시험을 수행하였고 두 시험을 통해 도출된 항복강도를 비교·분석하였다. 일반적으로 강재의 품질은 기준 항복강도 이상을 만족시키도록 생산되므로 격자지보재의 품질기준인 항복강도 500 MPa 이상을 만족시키는 강재가 생산된다. 그러나 강재의 품질 기준 이상을 만족시킨다 하더라도 생산할 때마다 기준이상의 다른 인장물성을 나타내게 된다. 따라서 계장화압입시험의 인장강도는 동일 Lot에서 생산된 제품을 대상으로 인장강도시험에서 확보된 항복강도를 기준으로 계장화압입시험의 항복강도와 비교·분석하였다. 시편으로 사용된 규격격자지보재와 비규격격자지보재는 각각 Type50 (50×20×30), Type70 (70×20×30), Type95 (95×22×32)의 3종류를 사용하였고 제원은 다음 Table 1과 같다.
Table 1. Type and size of lattice girder | ||||||
Category | Size(mm) |
| ||||
S1 | S2 | H | B | D | ||
Type50 | 20 | 30 | 100 | 100 | 10 | |
Type70 | 20 | 30 | 120 | 140 | 10 | |
Type95 | 22 | 32 | 149 | 180 | 10 | |
3.2 인장강도시험
인장강도시험은 계장화압입시험의 항복강도를 대조군으로 사용하기 위하여 실시하였다. 인장강도시험에 사용된 격자지보재는 일반적으로 적용되고 있는 규격격자지보재(3종류)와 육안상 구분이 어려운 비규격격자지보재(3종류)를 적용하였다. 비규격격자지보재의 경우 규격격자지보재와 육안상 확인이 어려운 이유로 항복강도 500 MPa을 만족시키지 못하는 강재로 생산된 격자지보재가 유입될 우려가 있어 강재 SS400로 제작한 비규격의 격자지보를 시험 대상에 포함시켰다. 또한 격자지보재의 주강봉과 보조강봉으로 구분하여 인장강도시험을 실시하였다.
격자지보재의 시편은 KS B 0801 (금속재료인장강도 시험편)에 의거하여 준비하였으며 인장시험은 KS B 0802 (금속재료 인장 시험 방법)에 의거하여 실시하였다. Fig. 5는 강재 시편 가공 및 인장강도시험 전경을 보여주고 있다.
| |
Fig. 5. Specimen preparation and tensile strength test : (a) specimen for tensile strength test, (b) tensile strength test | |

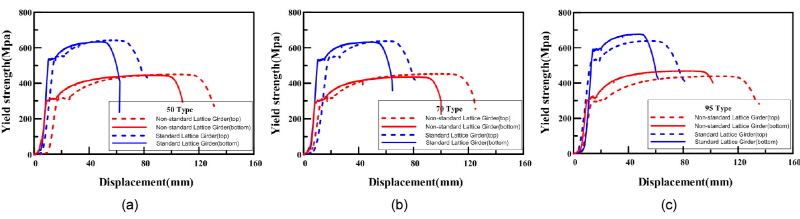
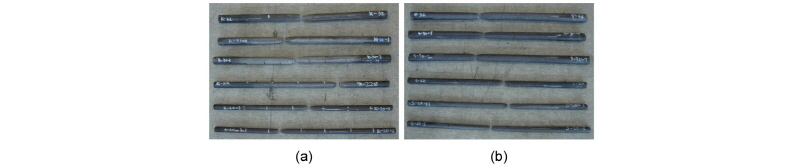
Table 2는 인장강도시험 결과를 표로 정리하여 나타내었다. 인장강도시험 결과 규격격자지보재의 항복강도는 최소 534.4 MPa에서 최대 557.8 MPa로 나타났으며 기준 항복강도인 500 MPa을 최소 6.9%에서 최대 11.6% 상회하는 것으로 나타났다. 50Type과 70Type의 강봉의 직경은 상부 30 mm, 하부 20 mm로 각각 동일하나 95Type의 경우 상부강봉(주강봉)은 32 mm, 하부강봉(보조강봉)은 22 mm로서 상이하며 타입과 강봉의 직경에 관계없이 일정한 규칙성을 보이지는 않았다. 비규격격자지보재의 항복강도는 최소 304.4 MPa에서 최대 327.0 MPa로 나타나 기준 항복강도인 500 MPa을 만족하지 못했으며 기준 항복강도에 최대 39.1% 부족한 것으로 나타났다. Fig. 6은 격자지보재의 인장강도시험결과를 보여주고 있으며 Fig. 7은 시험 후 시편을 보여주고 있다.
| ||
Fig. 6. Tensile strength test results with displacement : (a) 50type; (b) 70type; (c) 95type (Jung et al., 2015) | ||
| |
Fig. 7. The specimen after tensile strength test : (a) Standard lattice girder (b) Non-standard lattice girder (Jung et al., 2015) | |
3.3 계장화압입시험
계장화압입시험은 인장강도시험의 항복강도를 기준으로 정밀도를 파악하기 위하여 수행하였다. 계장화압입시험에 사용된 강봉 시편은 인장강도시험에 사용된 것과 동일한 시편을 사용하였고 시험 횟수도 동일하게 수행하였다. 시편의 압입소자와의 접촉면은 사포로 면을 정리한 후 시험을 실시하였다.
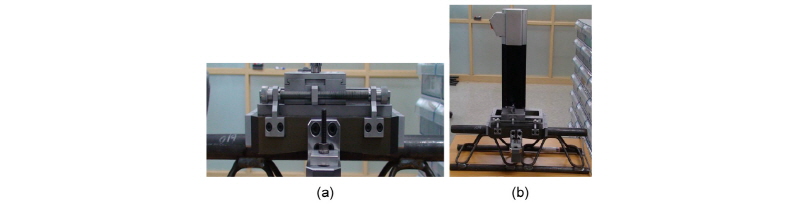
계장화압입시험에 사용된 시험기는 (주)프론틱스사에서 제작한 AIS3000을 사용하였다. 압입소자의 최대압입변위는 150 μm이며 0.3 mm/min의 하중 인가 속도를 적용하였고 최대압입변위는 150 um이며 50% 하중 제거율과 제거 반복횟수는 15회를 적용하였다. Fig. 8은 사용된 지그와 시험기를 보여주고 있다.
| |
Fig. 8. Instrumented indentation test device : (a) Instrumented indentation test preparation (b) Instrumented indentation testing view | |
계장화압입시험 결과 규격격자지보재의 항복강도는 최소 519.9 MPa에서 최대 566.4 MPa로 나타났으며 타입과 강봉의 종류에 상관없이 기준 항복강도 500 MPa를 만족하는 것으로 나타났다. 그러나 비규격격자지보재의 경우 최소 317.7 MPa에서 최대 378.8 MPa을 보였으며 기준 항복강도를 만족시키지 못하는 것으로 나타났다. 규격격자지보재와 비규격격자지보재는 강봉의 종류에 따른 일정한 규칙을 나타내고 있지 않은 것으로 나타났다. Table 3에 계장화압입시험결과를 표로 정리하여 나타내었다.
3.4 정밀도 분석
인장강도시험에서 확보한 격자지보재의 항복강도와 계장화압입시험에서 확보한 항복강도를 서로 비교하여 Table 4에 표로 정리하여 나타내었다. 여기서 정밀도는 인장강도시험의 항복강도를 기준으로 계장화압입시험의 항복강도의 정도를 정의하였다. 비규격격자지보재 상부강봉의 정밀도(108.8%, 118.2%, 121.4%)를 제외하면 비규격격자지보재와 비규격격자지보재, 상부강봉(주강봉)과 보조강보(보조강봉)에 관계없이 최소 96.5%에서 최대 104.3%의 높은 정밀도를 보였으며 오차율은 5% 미만인 것으로 분석되었다.
4. 격자지보 취약부의 항복강도 평가
4.1 시험 개요
본 시험에서는 계장화압입시험을 통해 격자지보의 취약부분이라고 할 수 있는 용접부와 곡선부의 항복강도를 평가하였다. 격자지보는 스프링라인 상반의 아치형태의 곡선부와 스프링라인 하반의 직선부로 구성되는데 곡선부는 터널 하중으로 인해 취약하며 용접부분은 더욱더 취약할 수 밖에 없다. 그러나 격자지보재의 용접부에 대한 항복강도를 평가하기 어려울 뿐만 아니라 비용도 많이 들어 현장에서 품질관리에 많은 어려움이 따른다. 따라서 격자지보의 취약부분이라고 할 수 있는 곡선부와 용접부에 대한 새로운 개념의 품질관리기법이 필요하다.
4.2 곡선부 평가
Table 5에 곡선부와 직선부의 계장화압입시험에 의한 항복강도를 정리하였다. 규격격자지보재의 직선부의 항복강도는 평균 531.2 MPa로 나타났으며 곡선부의 항복강도는 538.3 MPa로 나타나 7.2 MPa의 차이를 보이는 것으로 나타났다. 또한 비규격격자지보재의 직선부와 곡선부의 항복강도는 각각 288.5 MPa와 299.8 MPa로 나타났다. 규격격자지보재의 기준 항복강도 500 MPa에 맞춰져 생산되는데 비해 비규격격자지보재는 SS400 (300 MPa)에 맞추어 제작되었다. 이들 값을 기준으로 계장화압입시험에서 측정된 항복강도와 비교하여 정밀도를 분석해 볼 경우 규격격자지보재의 경우 최소 103.5%에서 최대 108.3%로 나타났고 비격자지보재의 경우 최소 96.0%에서 최대 103.3%로 나타나 높은 정밀도를 유지하고 있는 것으로 분석되었다. 더욱이 강재 생산시 기준 항복강도 이상의 강도로 생산되는 점을 감안하면 더 높은 정밀도를 보일 것으로 사료된다.
4.3 용접부 평가
격자지보재의 용접부를 물리적으로 평가하기는 매우 어렵다. 따라서 현행 용접부의 품질평가는 육안조사에 의존하고 있는 실정이다. 그러나 앞서 설명한 바와 같이 용접부는 매우 취약할 수 밖에 없어 이에 대한 성능 평가가 반드시 이루어져야한다. 이에 계장화압입시험을 통해 용접부의 항복강도를 추정 할 수 있어 이에 대한 검증을 하고자한다. 현행 용접부의 성능은 부재 간 완전한 용접성능을 발휘할 수 있는 재질 및 형상의 구조용 강재를 사용해야하며 용접부의 항복강도는 모재의 강도 이상의 성능을 발휘해야 한다. 따라서 용접부의 항복강도를 500 MPa로 기준으로 계장화압입시험의 항복강도와 비교·분석하여 정밀도를 분석하였다. 규격격자지보 직선부의 경우 최소 527.4 MPa에서 105.5%의 정밀도를 보였으며 곡선부에서는 최대 535.1 MPa에서 107.0%의 정밀도를 보였다. 또한 항복강도 300 MPa이 예상되는 비규격격자지보재 직선부에서는 292.1 MPa에서 97.4%의 정밀도를 보였고 최대 99.2%의 정밀도를 보였다. 이로서 전체적인 오차율은 최소 0.8%에서 최대 7.0%의 낮은 오차율을 보이는 것으로 분석되었다. Table 6에 계장화압입시험의 용접부 항복강도 결과를 정리하여 나타내었다.
5. 결 론
본 연구에서는 비파괴법인 계장화압입시험을 통해 격자지보의 품질평가에 대한 적용성 연구를 위해 인장시험과 계장화압입시험의 항복강도를 비교하여 정밀도를 분석하였으며 격자지보의 취약부라고 할 수 있는 곡선부와 용접부에 대한 항복강도를 분석할 수 있는 방법에 대하여 연구하였고 그 결과를 요약·정리하면 다음과 같다.
1.격자지보재의 인장강도시험과 계장화압입시험의 항복강도를 비교하는 정밀도 분석 결과 오차율은 5% 미만의 높은 정밀도를 보이는 것으로 나타났다.
2.격자지보의 취약부인 곡선부의 계장화압입시험 정밀도를 분석해 본 결과 최소 96.0%에서 최대 108.3%로 나타나 높은 정밀도를 보이는 것으로 나타났다.
3.격자지보의 취약부인 용접부의 계장화압입시험의 정밀도를 분석해 본 결과 최소 97.4%에서 최대 107.0%의 정밀도를 보여 실제적으로 더 높은 항복강도를 보이는 것을 감안하면 높은 정밀도를 보이는 것으로 나타났다.
4.계장화압입시험의 높은 정밀도로 현장에서 격자지보재의 성능평가가 가능할 것으로 판단되며 특히 종전에 실시할 수 없었던 취약부(곡선부, 용접부)에 대한 평가를 실시할 수 있게 되었다.
