

1. 서 론
2. 워터젯 암석절삭 실내실험 준비 및 방법
2.1 실험준비
2.2 실험방법
3. 워터젯 암석절삭 실험결과 및 분석
3.1 절삭깊이 결과 및 분석
3.2 절삭폭 결과 및 분석
4. 결 론
1. 서 론
최근 대도시 지상공간의 혼잡화 및 교통량의 증가로 인해 도시의 지하공간을 개발하는 것은 필수적인 것으로 인식되고 있다. 이 과정에서 대부분의 사업이 지하공간 활용이 용이한 터널형 지하구조물로 계획되고 있다. 국내의 경우 터널을 시공하기 위한 지하 암반굴착시 주로 발파공법을 활용하고, 굴착규모 및 지반조건에 따라 제한적으로 TBM공법을 활용하고 있다. 발파공법은 시공과정에서 진동과 소음 문제가 발생한다. TBM공법은 발파공법에 비해 시공과정에서 발생하는 진동, 소음 문제를 경감할 수 있으나 장비가 고가이고 굴착단면에 갑작스런 변화가 발생할 경우 빠른 대처가 용이하지 않은 단점이 존재한다. 따라서 기존에 활용되던 암반 굴착공법의 단점을 보완할 신규공법 개발이 요구된다.
연마재 워터젯 공법은 고압수와 연마재를 활용하여 대상재료를 절삭하는 공법이다. 워터젯은 재료 절삭과정에서 재료단면에 발생하는 열 영향을 최소화하며, 정교한 절삭이 가능한 장점이 있다. 또한, 연마재 워터젯 공법은 높은 강도의 재료를 쉽게 절삭할 수 있다. 상기 장점들로 인해, 연마재 워터젯 공법을 암반굴착 분야의 신규공법으로 활용하려는 시도는 지속적으로 진행되어왔다. Oh et al. (2013)은 암반굴착 과정에서 발파과정 이전에 연마재 워터젯을 활용한 암반 자유면 형성을 통해 발파진동과 소음을 저감시키는 공법을 제안하였다. 또한 TBM을 비롯한 기계굴착 워터젯을 보조 공법으로 적용한 연구가 수행되었다. Lu et al. (2013)은 경암 천공용 비트에 연마재 워터젯을 설치하여 비트에 가해지는 추력을 감소시키는 연구를 수행하였다. Ciccu and Grosso (2014)는 디스크 커터에 연마재 워터젯을 보조로 설치하여 굴착효율과 커터수명을 향상시키는 방안을 제안하였다. Liu et al. (2017)은 로드헤더에 워터젯을 설치하여 기계에 가해지는 추력을 감소시키고 굴착효율을 향상시키는 연구를 수행하였다.
워터젯 절삭성능 예측을 위한 연마재 워터젯의 암석절삭 메커니즘에 대한 연구는 최근까지 지속적으로 수행되고 있다. Momber (2016)는 연마재 워터젯의 절삭 메커니즘을 워터젯의 연마재 입자가 대상표면에 충돌하여 연마와 파괴가 발생하는 것으로 설명하였다. 이러한 절삭 메커니즘을 고려할 때 암석의 물리석 성질이 절삭성능에 끼치는 영향을 필수적으로 고려하여야 한다. 암석은 기존의 타 가공재료에 비해 불균질하고 이방성을 가지며, 광물조성과 내부구조가 암석종류에 따라 상이한 특성을 갖는다. 따라서, 다양한 암종을 대상으로 연마재 워터젯 절삭 실험을 수행하고 절삭성능을 분석하는 것이 요구된다. Oh et al. (2015)은 연마재 워터젯 절삭성능과 암석물성의 영향관계에 대한 기존 연구를 정리하여 암석의 일축압축강도, 경도, 공극률을 절삭성능과 높은 관련성을 갖는 물성으로 분석하였다. 국내에 주요하게 분포한 암석종류를 일축압축강도와 공극률을 기준으로 분류할 때 화강암과 현무암은 일축압축강도와 공극률에서 상반되는 특성을 보인다. 국내 화강암의 경우, 평균 125 MPa의 압축강도를 나타내며 전체적으로 60~190 MPa의 분포를 보이며 공극률은 0.5% 이내의 낮은 값을 보인다(Sunwoo et al., 2011). 국내 표선리 현무암은 화강암과 비교해 상대적으로 낮은 30~50 MPa의 압축강도 분포와 상대적으로 높은 6.5~7.5%의 공극률 분포를 보인다(Nam et al., 2008). 기존 워터젯 절삭성능 연구는 주로 화강암을 대상으로 수행되었다. 따라서 본 연구에서는, 화강암과 현무암을 대상으로 연마재 워터젯 절삭실험을 수행하고 결과를 분석하고자 한다.
본 연구에서는 현무암 시편을 대상으로 연마재 워터젯 절삭실험을 수행하였다. 또한 화강암 시편의 절삭실험 결과를 대조군으로 결과를 분석하였다. 절삭실험에 활용된 펌프는 암반 굴착용 고유량 펌프(최대 24 L/min)를 활용하였다. 고유량 조건에서 워터젯 변수인 수압과 이격거리, 이송속도를 변화시키며 실험을 수행하였다. 동일 워터젯 변수조건에서 현무암 시편과 화강암 시편의 절삭깊이, 절삭폭 결과를 비교하고, 각 변수에 따른 절삭성능 변화를 분석하였다. 본 연구에서 분석한 연마재 워터젯의 현무암 절삭성능은 향후 강도가 상대적으로 낮고 공극이 큰 암반 굴착현장에서 효율적인 시공을 위한 기초자료로 활용될 것으로 기대된다.
2. 워터젯 암석절삭 실내실험 준비 및 방법
2.1 실험준비
암석 절삭실험에 사용된 워터젯 시스템은 플런저 펌프(Plunger pump), 연마재 탱크(Abrasive tank), 포커싱 노즐(Focusing nozzle)과 오리피스(Orifice), 믹싱챔버(Mixing chamber)가 결합된 노즐 마운트(Nozzle mount) 및 노즐 수평 이동장치로 구성되었다(Fig. 1). 플런저 펌프는 공급된 물을 가압하여 고압수의 형태로 노즐 마운트에 공급한다. 연마재 탱크는 워터젯에 혼합할 연마재를 저장하는 장치로 필요시 공압장치를 통해 일정량의 연마재를 노즐 마운트에 공급한다. 노즐 마운트는 오리피스, 믹싱챔버, 포커싱 튜브로 구성되어 워터젯과 연마재의 혼합 및 가속을 시키는 역할을 한다(Fig. 2(a)). 수평 이동장치는 노즐 마운트를 수평 방향으로 이동시키는 장치로 1 mm/s에서 15 mm/s의 속도로 조절 가능하다. 실험에 사용한 플런저 펌프와 노즐 마운트의 제원은 Table 1과 같다.
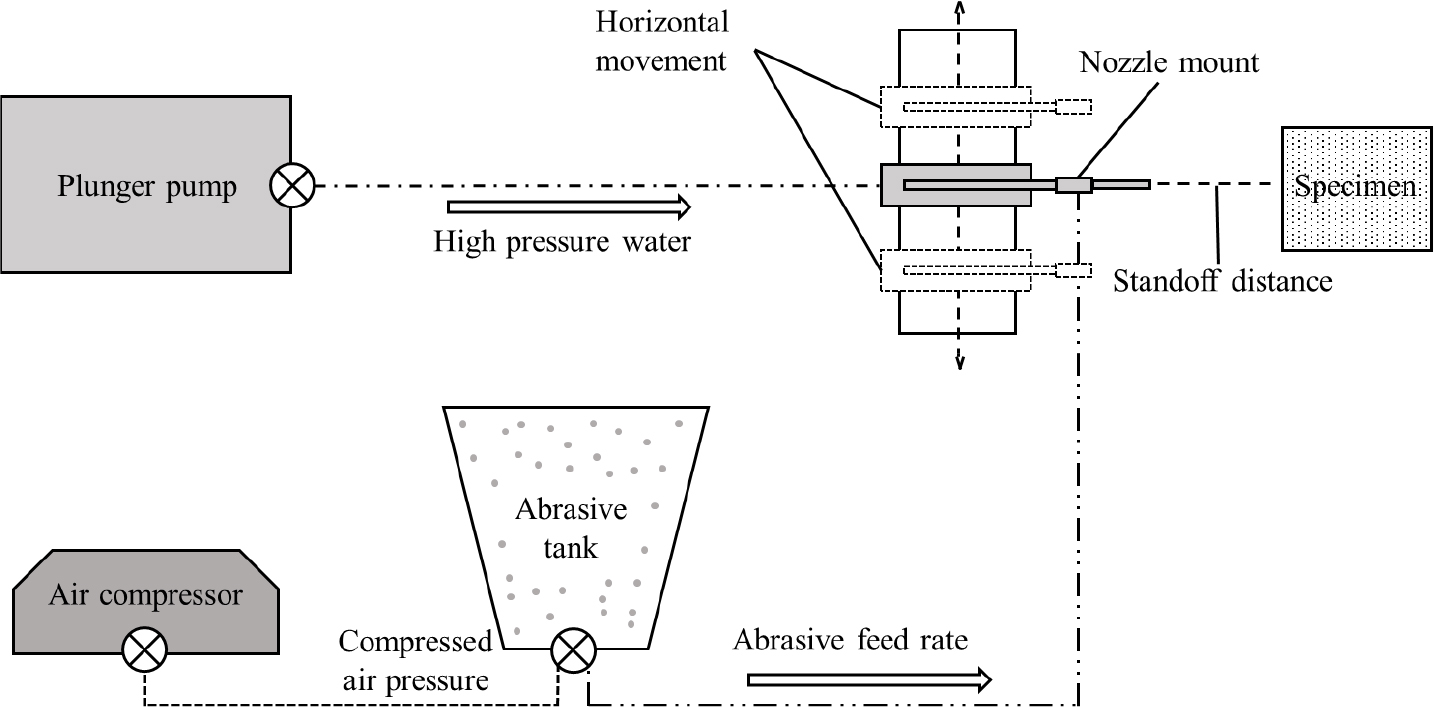
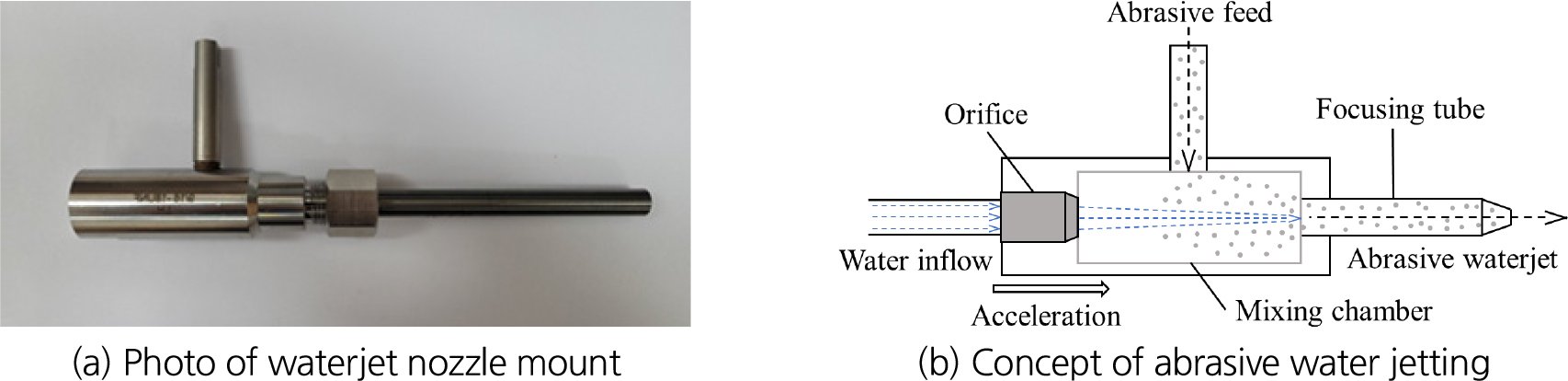
Table 1.
Waterjet pump and nozzle specification
동일 워터젯 변수에서 암종이 절삭성능에 미치는 영향을 분석하기 위해 신선 화강암 시편과 신선 현무암 시편을 사용하였다. 실험에 사용된 화강암 시편의 제원은 150 mm × 150 mm × 300 mm 크기의 블록 형태이며, 현무암 시편의 제원은 150 mm × 150 mm × 500 mm 크기의 블록 형태이다(Fig. 3). 화강암 시편과 현무암 시편의 물리적 특성은 Table 2와 같다. 실험에 사용된 연마재는 절삭성능과 경제적인 측면을 고려하여 인도산 석류석으로 선정하였다. 본 연구에서 사용된 연마재의 비중은 4.0, 입자의 평균 크기는 약 0.6 mm (#40~60)를 사용하였다. 본 연구에서는 경제적인 연마재 활용을 위해 유량의 약 6.4% 부피에 해당하는 연마재(4.7 ± 0.3 kg/min)를 투입량으로 설정하였다.
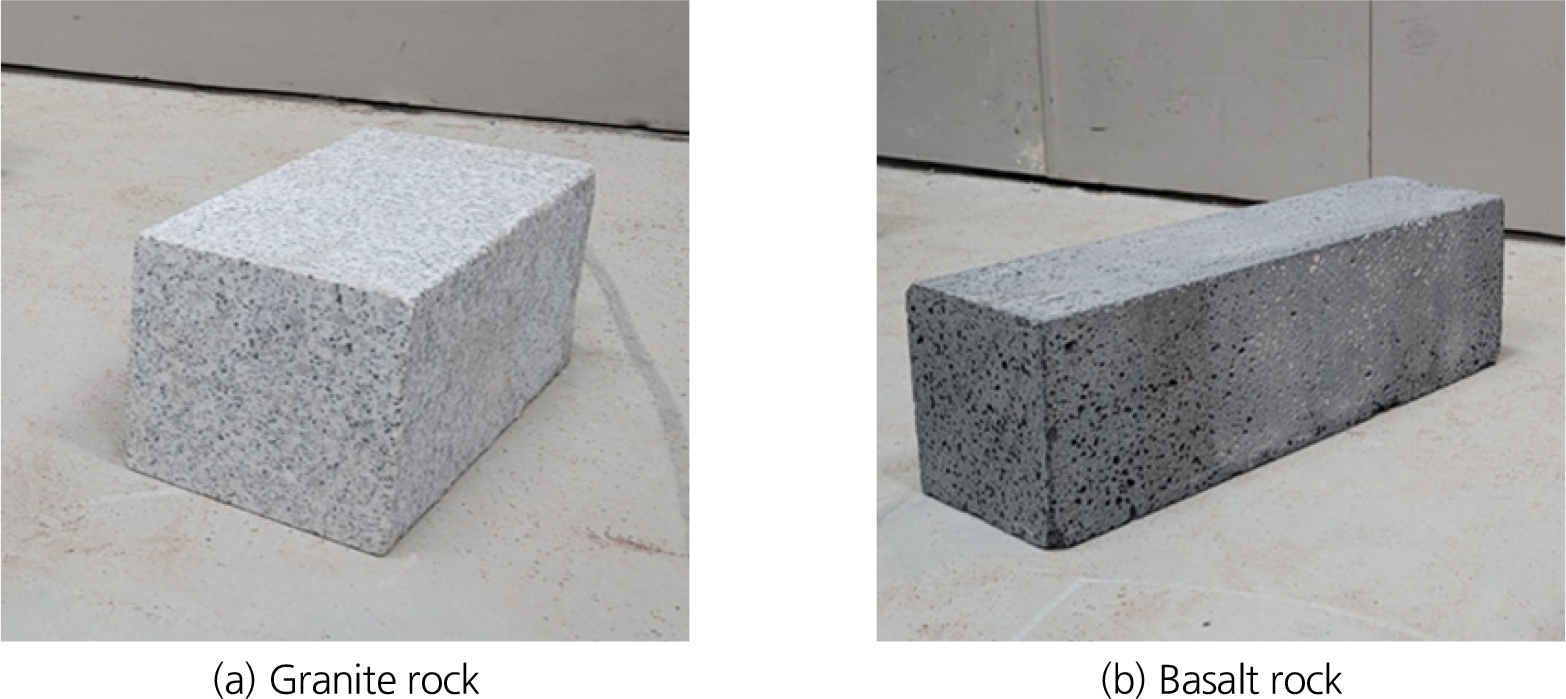
Table 2.
Properties of rock specimens
| Rock type | Density (g/cm3) | UCS (MPa) | Absorption rate (%) | Porosity (%) |
| Granite | 2.65 | 210.2 | 0.31 | 0.83 |
| Basalt | 2.17 | 66.7 | 6.07 | 13.89 |
2.2 실험방법
실험변수로 설정된 수압은 펌프의 조정패널을 통해 조절한다. 플런저 펌프는 체결된 파이프를 통해 설정된 수압으로 가압된 물을 노즐 마운트에 공급한다. 동시에 연마재 탱크는 공압장치를 통해 일정량의 연마재를 노즐 마운트에 공급한다. 공급된 고압수가 노즐 마운트 입구에 설치된 오리피스를 통과하여 워터젯의 형태로 가속된다. 워터젯과 연마재는 믹싱 챔버 내부에서 혼합된다(Fig. 2(b)). 이후 혼합된 연마재 워터젯은 포커싱 노즐을 통해 암반 시편의 표면을 타격하며 절삭이 진행된다. 노즐 마운트는 수평 이동장치에 설치되어 일정속도로 시편을 수평횡단하면서 절삭이 진행되었다. 이때, 워터젯 노즐과 대상 시편 사이의 거리를 이격거리(Standoff distance)로 정의하였다. 수평 이동장치가 설치된 노즐 마운트를 수평으로 이송하는 속도를 이송속도(Traverse speed)로 정의하였다.
암종별 워터젯 절삭성능 차이를 분석하기 위해 화강암 시편과 현무암 시편을 대상으로 동일한 워터젯 변수 조건에서 실험을 실시하였다. 실험변수로 이격거리는 2가지 단계(200 mm, 400 mm) 그리고 이송속도는 3가지 단계(5 mm/s, 10 mm/s, 15 mm/s)로 조절하며 실험을 수행하였다. 수압은 3가지 단계(150 MPa, 190 MPa, 225 MPa)로 설정하였다. 상기 언급한 실험변수에 따라 화강암 시편과 현무암 시편을 대상으로 총 36회의 실험 케이스를 진행하였다(Table 3 참조).
Table 3.
Test cases for abrasive waterjet cutting
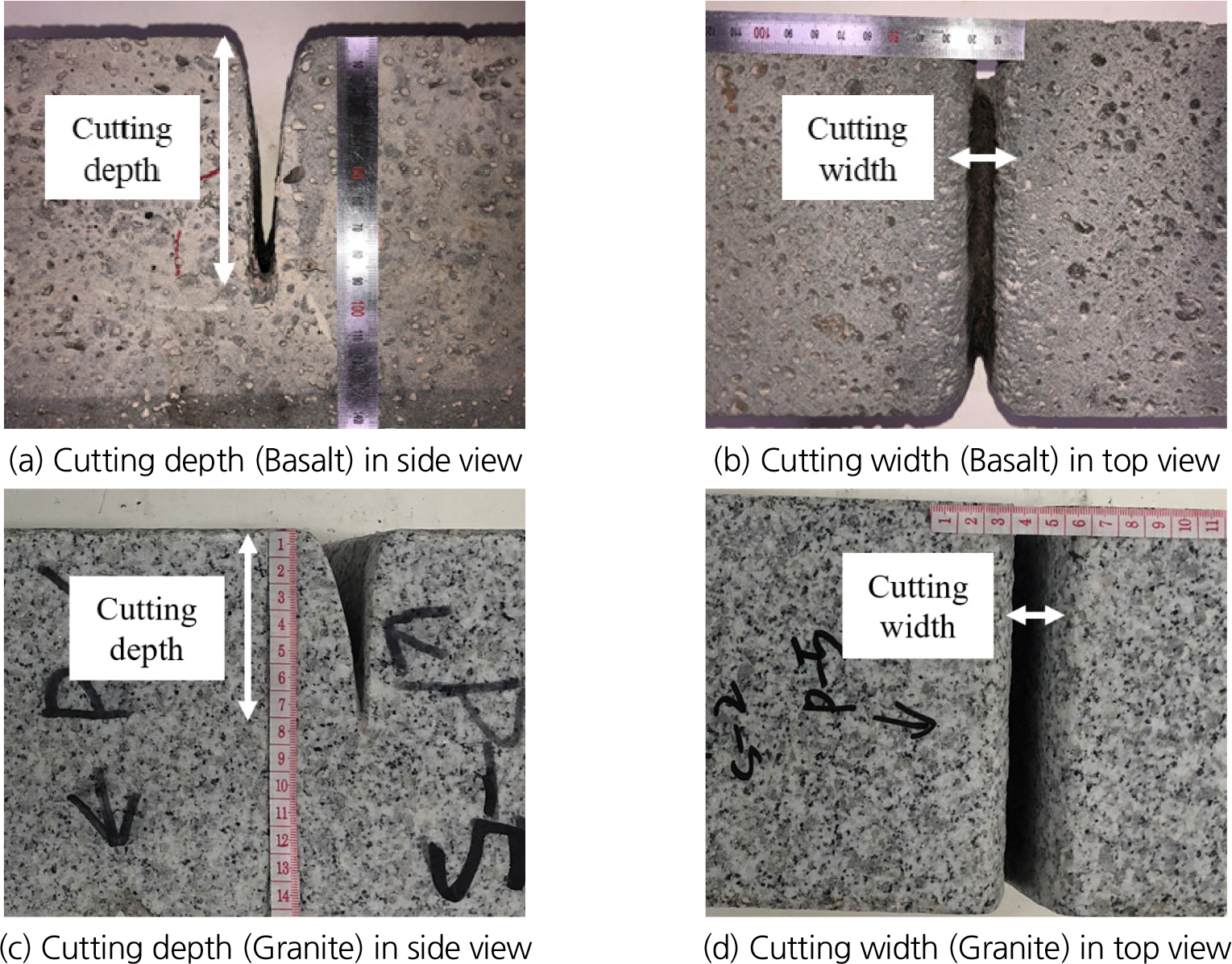
실험 후 연마재 워터젯 절삭성능의 평가지표로 시편의 절삭깊이, 절삭폭을 측정하여 절삭성능을 분석하였다. 절삭깊이는 완전한 상태의 암석시편의 표면과 절삭 후 절삭형상의 최하단 간의 수직거리로 정의하였다. 워터젯 노즐의 이송경로에 따라 절삭깊이를 5회 측정하여 평균값으로 사용하였다. 절삭폭은 절삭형상의 가로폭의 길이로 정의하였다. 절삭폭 또한 5회 측정하여 평균값으로 사용하였다(Fig. 4).
3. 워터젯 암석절삭 실험결과 및 분석
3.1 절삭깊이 결과 및 분석
실험결과, 화강암과 현무암 모두 이송속도가 감소함에 따라, 절삭깊이는 증가하는 경향을 보인다. 이격거리가 증가할 때 절삭깊이는 감소하는 경향을 보인다. 이격거리 200 mm 조건에서 화강암 절삭깊이는 평균적으로 51.1 mm로 측정되었다. 이격거리가 400 mm로 증가할 때 화강암 절삭깊이는 평균 40.0 mm로 21.7% 감소하였다. 현무암은 이격거리 조건이 동일하게 200 mm에서 400 mm로 증가할 때 절삭깊이의 평균값은 65.8 mm에서 64.0 mm로 2.7% 감소하였다(Fig. 5). 이러한 절삭깊이 감소는 이격거리 증가로 인한 영향으로 분석된다. 워터젯 타격에너지는 이격거리가 증가함에 따라 대기중 감쇄가 발생하여, 높은 이격거리 조건에서는 상대적으로 많은 워터젯 에너지가 소산된다. 실험에 사용된 유량(18.5 ± 2.5 L/min)이 1.7~9.6 L/min의 유량을 사용한 기존의 워터젯 절삭성능 연구(Oh et al., 2014)와 비교하여 고유량이기 때문에 이격거리 증가에 대한 굴착깊이 감소비율은 상대적으로 낮은 것으로 확인되었다. 한편, 이격거리 증가분(200 mm → 400 mm)에 따른 현무암의 절삭깊이 감소율은 2.7%로 화강암의 절삭깊이 감소율 21.7%와 비교할 때 낮은 값을 보였다. 이는 암반 절삭에 요구되는 최소 임계에너지가 현무암이 화강암보다 상대적으로 낮아 높은 이격거리 조건에서 워터젯 타격에너지가 많이 감쇄되어도 현무암의 최소 임계에너지를 초과하여 절삭이 원활하게 진행되는 것으로 분석된다.
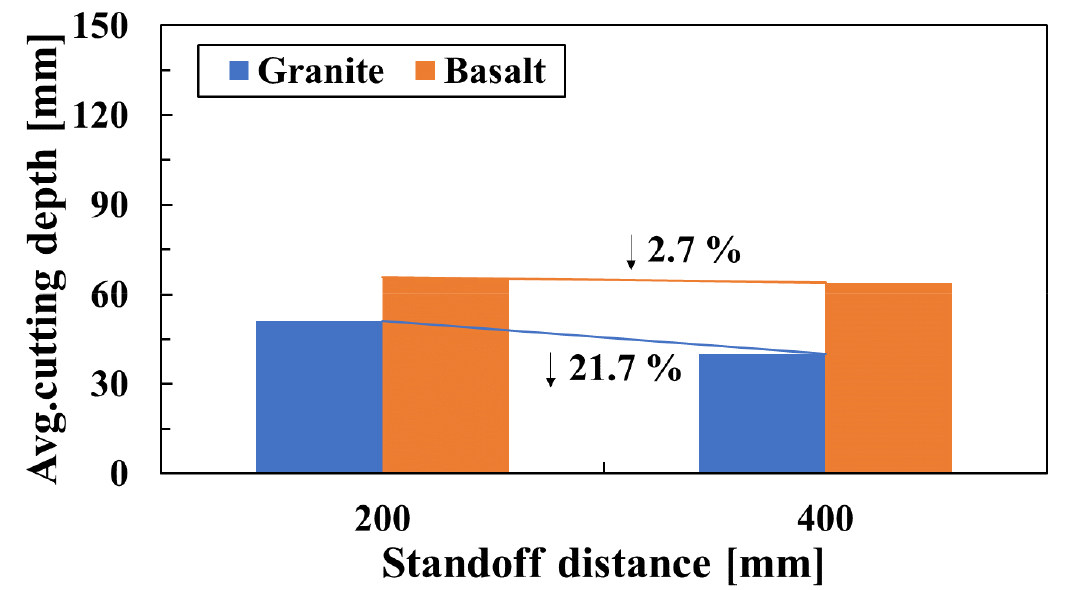
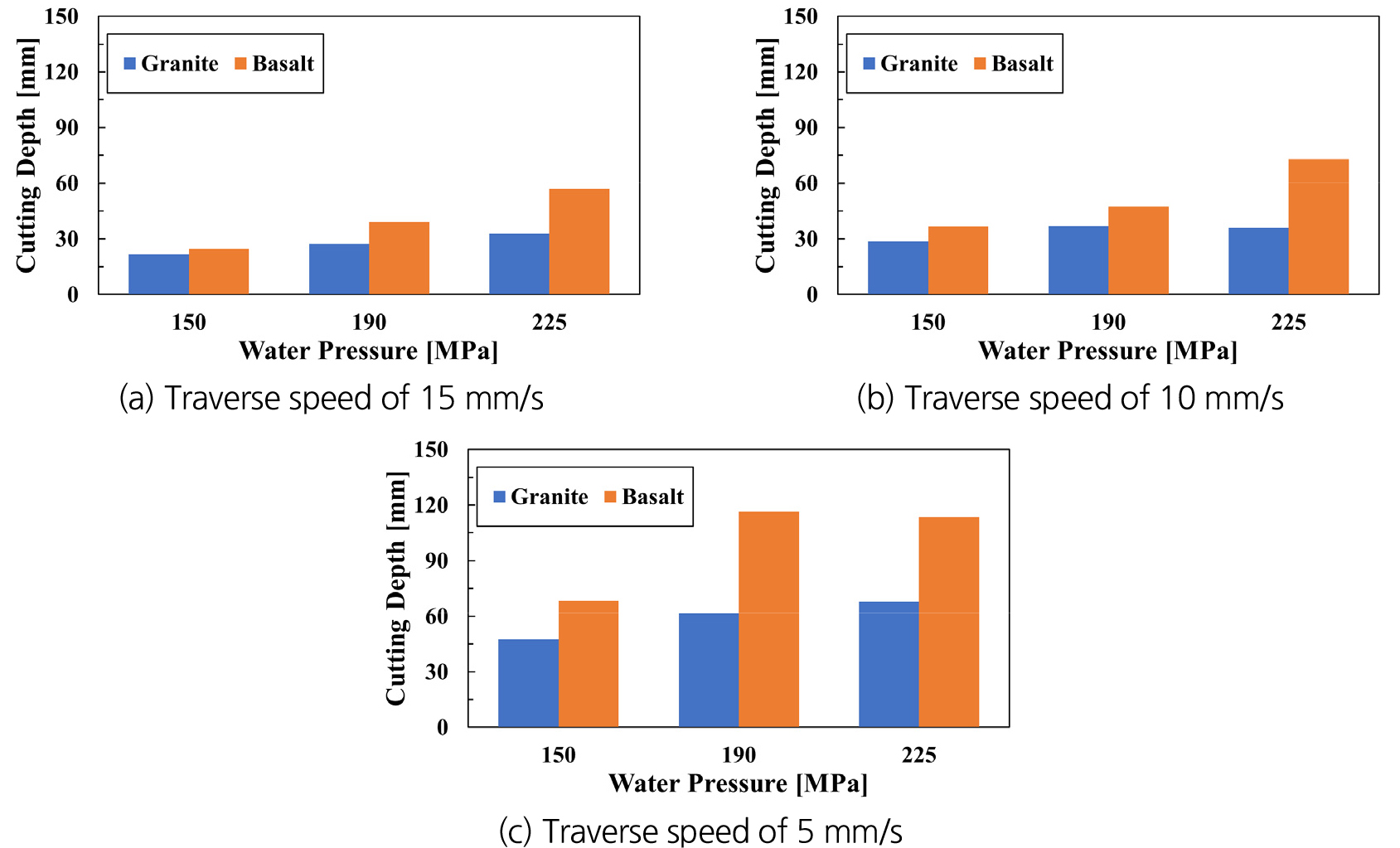
Fig. 6은 이격거리 200 mm 조건에서 이송속도에 따른 절삭깊이 변화분을 수압별로 나타낸다. 150 MPa의 수압에서 이송속도가 15 mm/s에서 5 mm/s로 감소할 때 화강암 절삭깊이는 26.2 mm에서 65.4 mm로 기존 절삭깊이 대비 2.5배로 측정되었다. 동일 조건에서 현무암 절삭깊이는 37.6 mm에서 89.2 mm로 기존 절삭깊이 대비 2.37배로 측정되었다. 225 MPa의 수압에서 이송속도가 15 mm/s에서 5 mm/s로 감소할 때 화강암 절삭깊이는 38.6 mm에서 89 mm로 기존 절삭깊이 대비 2.3배로 측정되었다. 동일 조건에서 현무암 절삭깊이는 44.4 mm에서 109.8 mm로 절삭깊이 대비 2.47배로 측정되었다.
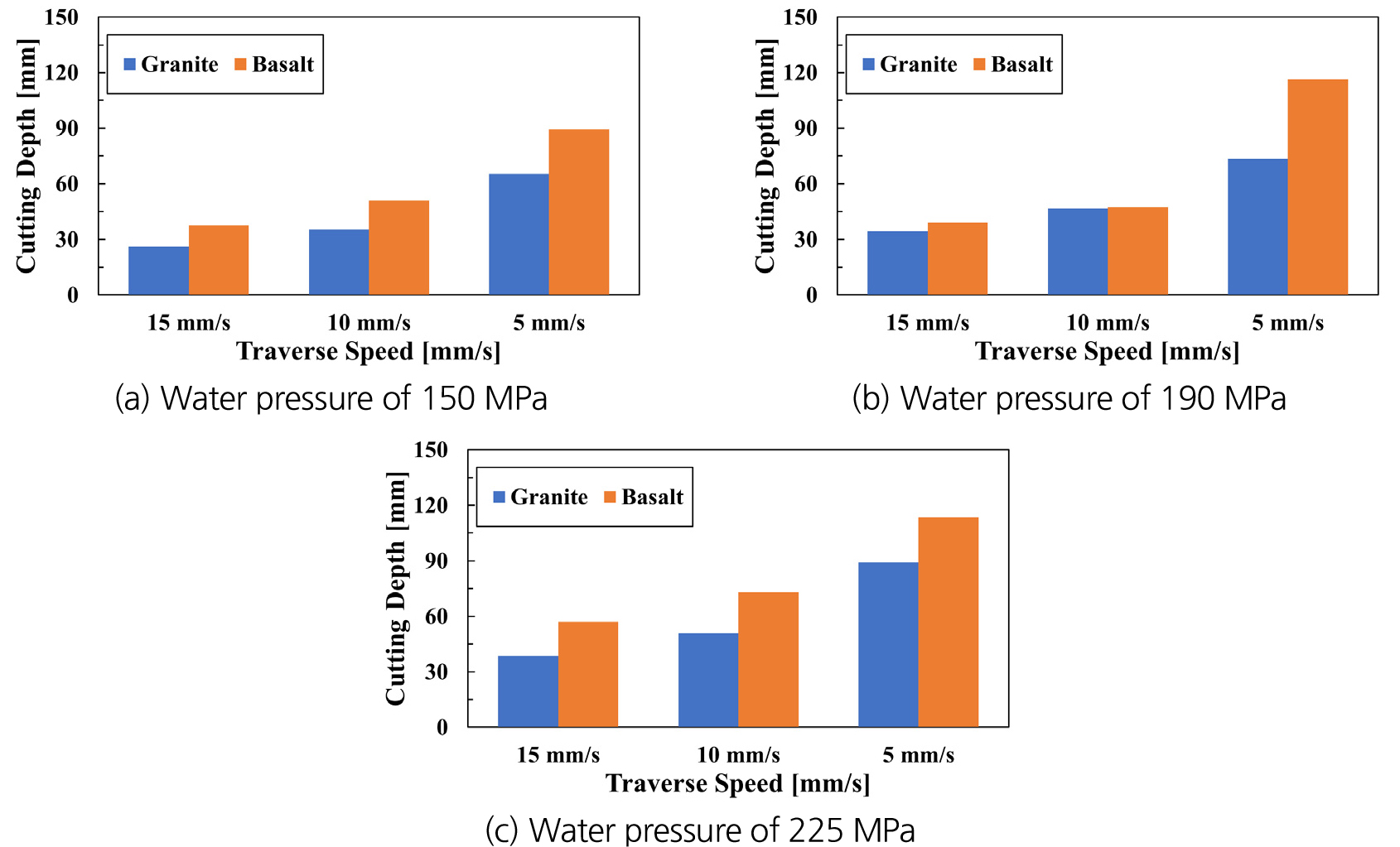
Fig. 7은 이격거리 400 mm 조건에서 이송속도에 따른 절삭깊이 변화분을 수압별로 나타낸다. 150 MPa의 수압에서 이송속도가 15 mm/s에서 5 mm/s로 감소할 때 화강암 절삭깊이는 21.7 mm에서 47.4 mm로 기존 절삭깊이 대비2.18배로 측정되었다. 동일조건에서 현무암 절삭깊이는 24.4 mm에서 68.4 mm로 기존 절삭깊이 대비 2.8배로 측정되었다. 225 MPa의 수압에서 이송속도가 15 mm/s에서 5 mm/s로 감소할 때 화강암 절삭깊이는 32.8 mm에서 67.8 mm로 기존 절삭깊이 대비 2.07배로 측정되었다. 동일 조건에서 현무암 절삭깊이는 57 mm에서 113.6 mm로 기존 절삭깊이 대비 99.3% 증가하였다.
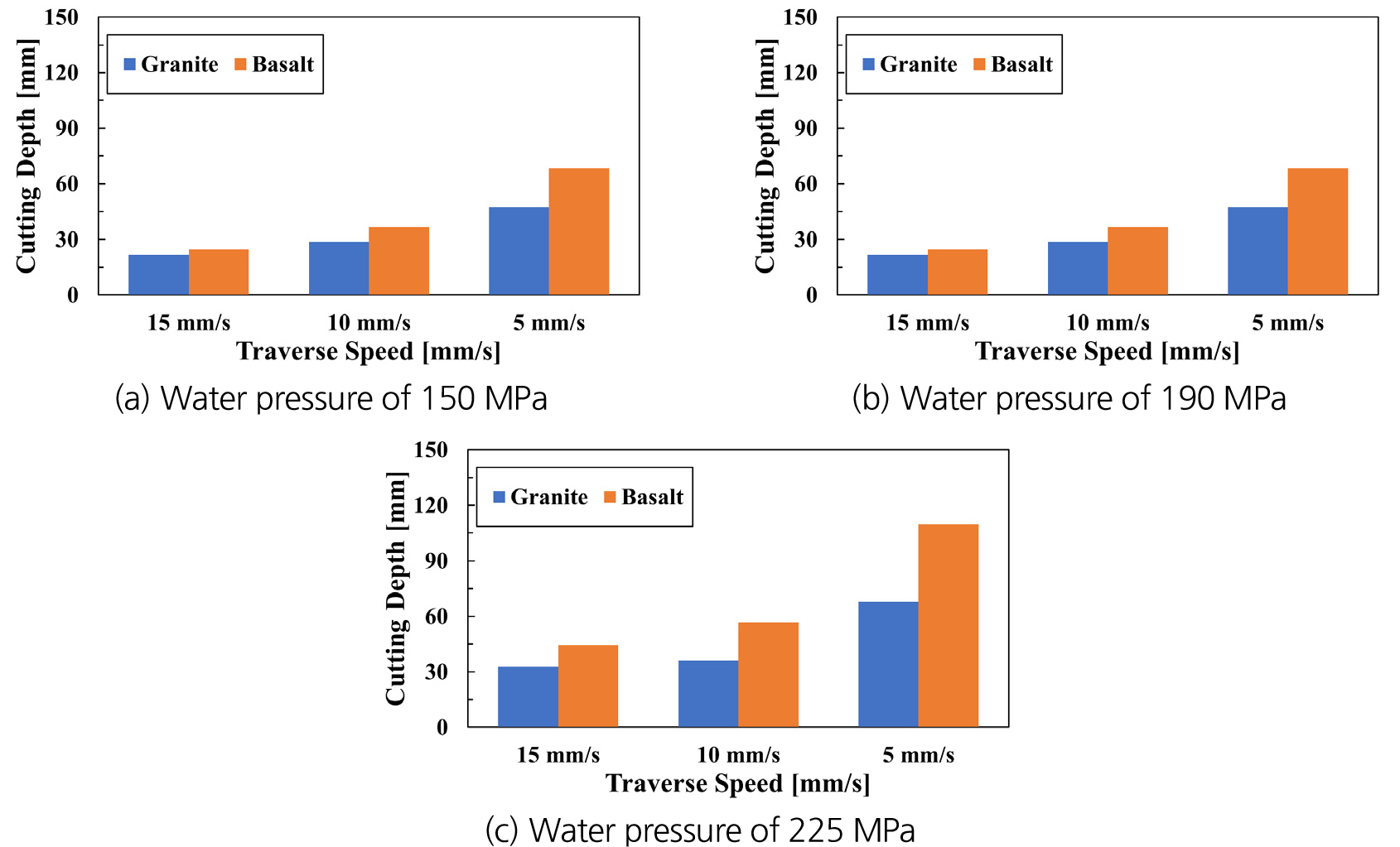
두 암종 모두 낮은 이격거리 조건에서는 이송속도가 감소할 때 일정한 절삭깊이 증가분을 보였다. 그러나 높은 이격거리 조건에서 화강암의 경우 이송속도 감소에 따른 절삭깊이 증가분이 수압과 큰 상관관계 없이 일정한 비율을 유지하였으나, 현무암의 경우 이송속도 감소에 따른 절삭깊이 증가분이 기존 절삭깊이에 대비해 99%에서 180%까지 큰 차이를 보였다(이격거리 400 mm에서 수압 150 MPa 조건과 수압 225 MPa 조건). 따라서 높은 이격거리 조건의 현장에서 워터젯 절삭작업이 진행될 때, 현무암의 경우 화강암에 비해 이송속도에 민감하게 절삭깊이가 변화할 것으로 예측된다.
Fig. 8은 이격거리 200 mm 조건에서 수압에 따른 절삭깊이를 나타낸다. 화강암과 현무암 모두 일반적으로 수압이 증가함에 따라, 절삭깊이가 증가하는 경향을 보인다. 15 mm/s의 이송속도에서 수압이 150 MPa에서 225 MPa로 증가할 때 화강암 절삭깊이는 26.2 mm에서 38.6 mm로 기존 절삭깊이 대비 47.3% 증가하였다. 동일 조건에서 현무암 절삭깊이는 37.6 mm에서 44.4 mm로 기존 절삭깊이 대비 18% 증가하였다. 5 mm/s의 이송속도에서 수압이 150 MPa에서 225 MPa로 증가할 때 화강암 절삭깊이는 65.4 mm에서 89 mm로 기존 절삭깊이 대비 36.1% 증가하였다. 동일 조건에서 현무암 절삭깊이는 89.2 mm에서 109.8 mm로 기존 절삭깊이 대비 23.1% 증가하였다.
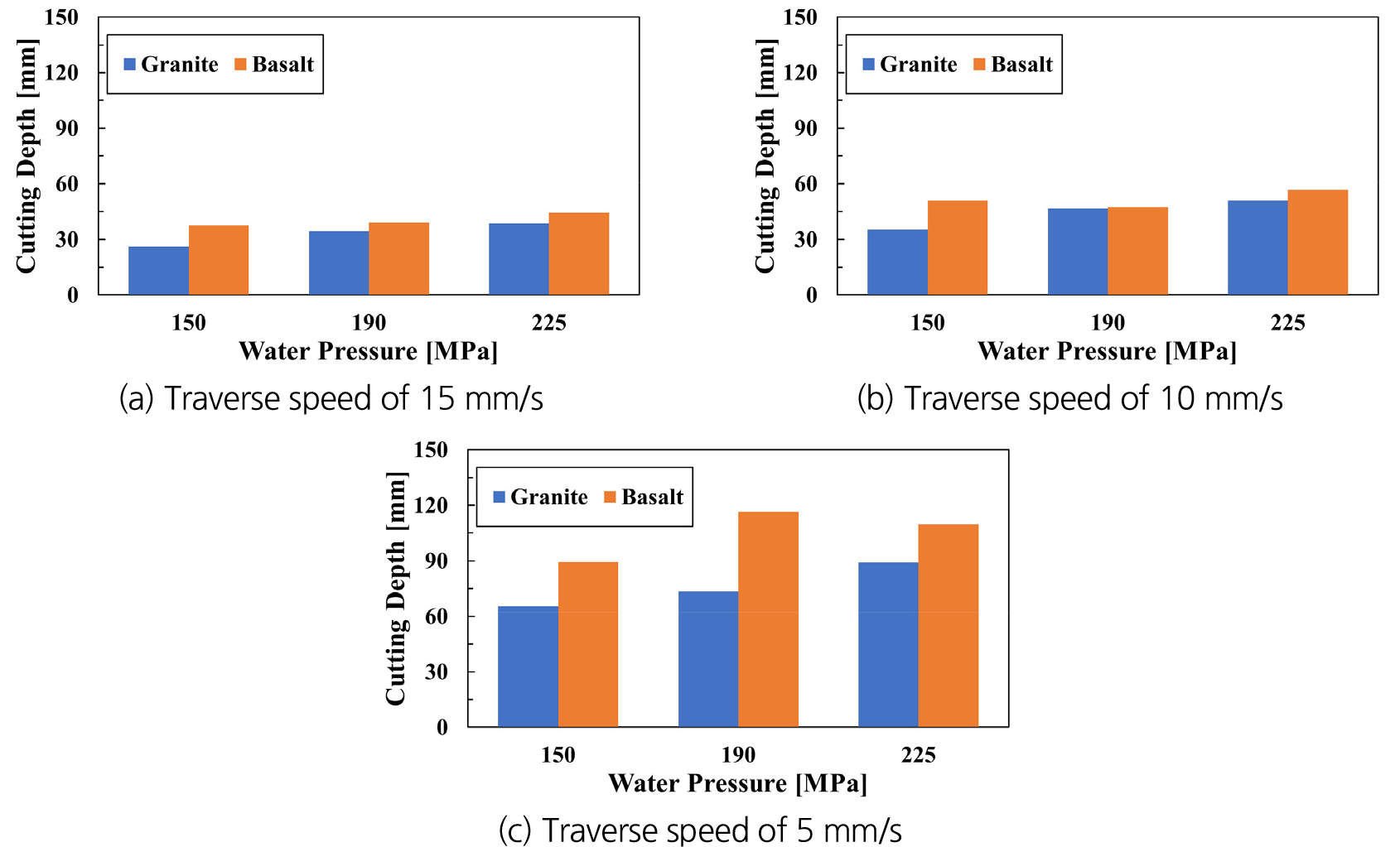
Fig. 9는 이격거리 400 mm 조건에서 수압에 따른 절삭깊이 변화분을 이송속도 별로 나타낸다. 15 mm/s의 이송속도에서 수압이 150 MPa에서 225 MPa로 증가할 때 화강암 절삭깊이는 21.7 mm에서 32.8 mm로 기존 절삭깊이 대비 51.2% 증가하였다. 동일 조건에서 현무암 절삭깊이는 기존 절삭깊이 대비 2.34배로 측정되었다. 5 mm/s의 이송속도에서 수압이 150 MPa에서 225 MPa로 증가할 때 화강암 절삭깊이는 47.4 mm에서 67.8 mm로 기존 절삭깊이 대비 43.0% 증가하였다. 동일 조건에서 현무암 절삭깊이는 66.1% 증가하였다. 두 암종 모두, 이격거리가 높은 조건에서 수압 증가에 따른 절삭깊이 증가분이 크게 측정되었다. 이는 고수압이 이격거리 증가에 따른 워터젯 타격에너지의 손실분을 감소시키고 결과적으로 절삭성능을 증가시키는 것으로 분석된다.
수압증가에 따른 절삭깊이 증가분은 낮은 이격거리 조건에서는 화강암이 상대적으로 높게 측정되었다. 그러나 높은 이격거리 조건에서는 현무암이 높게 측정되었다. 이는 현무암이 화강암에 비해 낮은 워터젯 에너지에도 절삭이 이루어지므로, 이격거리가 증가하여 워터젯 에너지가 많이 소산될수록 수압에 의한 민감도가 높아지는 것으로 분석된다.
실험결과, 동일한 워터젯 변수에서 현무암의 절삭깊이는 화강암보다 약 41% 높게 측정되었다. 워터젯 절삭깊이를 향상시키기 위해선 이송속도를 감소시키고 수압을 증가시키는 것이 유리한 것으로 판단된다. 일반적으로 절삭깊이를 증가시키기 위해서는 이송속도를 감소시키는 것이 가장 유리하였으나, 현무암의 경우 낮은 워터젯 에너지 조건(이격거리 400 mm, 이송속도 15 mm/s)에서는 수압증가를 통해 절삭깊이를 기존 절삭깊이 대비 133.6% (24.4 → 57 mm) 향상시킬 수 있음을 확인하였다.
3.2 절삭폭 결과 및 분석
동일한 워터젯 변수조건에서 현무암의 절삭폭은 일반적으로 화강암보다 약 18.5% 낮게 측정되었다. 이는 절삭 후 형성되는 절삭형상의 차이에 인한 것으로 분석된다(Fig. 10. 현무암 절삭형상의 경우 깊게 절삭이 진행되어 절삭폭이 좁게 형성되었다. 화강암 절삭형상의 경우 상대적으로 절삭이 깊게 진행되지 않고 오히려 타격 후 반발되는 워터젯과 연마재로 인해 시편 표면에 침식이 진행되어 절삭폭이 넓게 형성되었다.
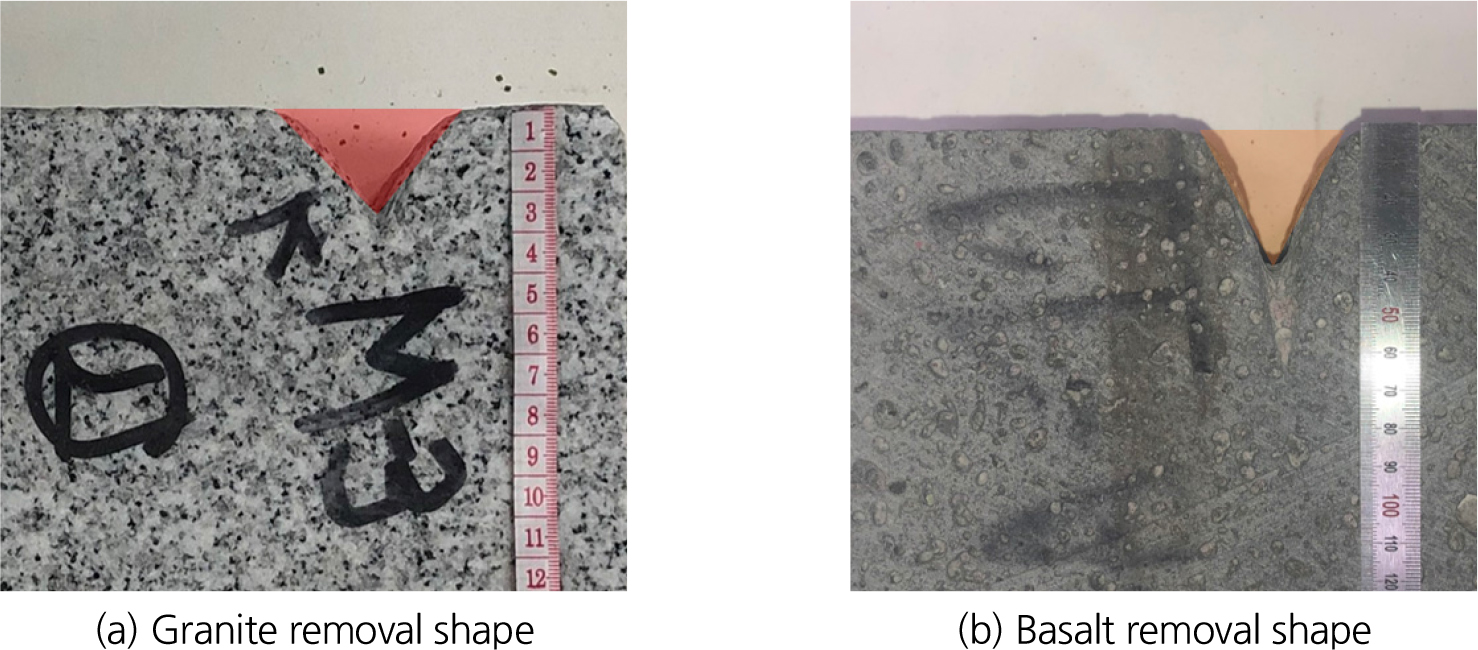
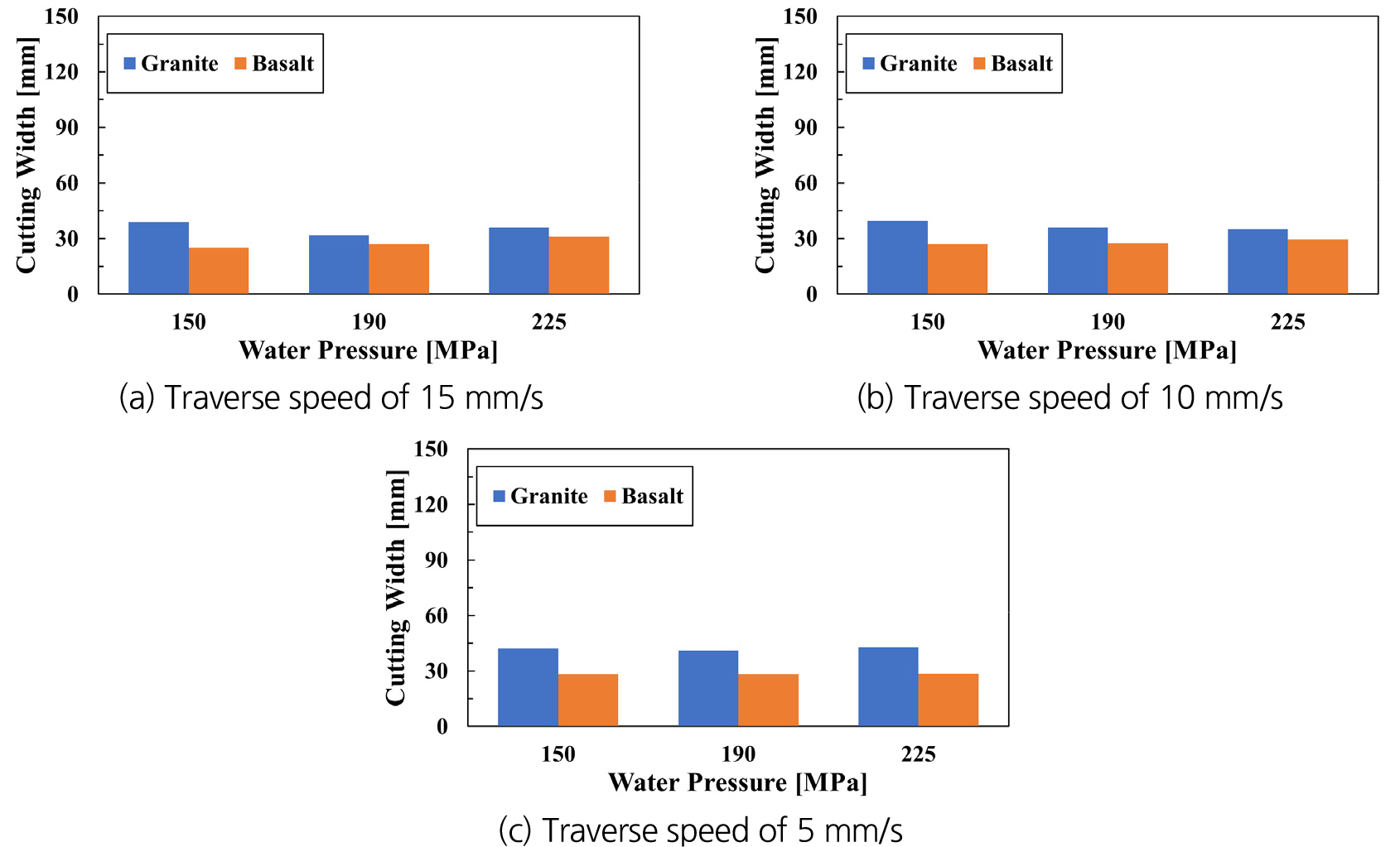
Fig. 11과 Fig. 12는 각각 이격거리 200 mm, 400 mm조건에서 이송속도에 따른 절삭폭 변화분을 수압 별로 나타낸다. 두 암종 모두 이격거리가 동일할 때는 이송속도의 변화에 따른 특정한 절삭폭 거동이 관찰되지 않았다. Fig. 13은 각각 이격거리 200 mm 조건에서 수압에 따른 절삭폭 변화분을 이송속도 별로 나타낸다. 이송속도와 동일하게 수압 또한 절삭폭과 유의미한 상관관계가 관찰되지 않았다.
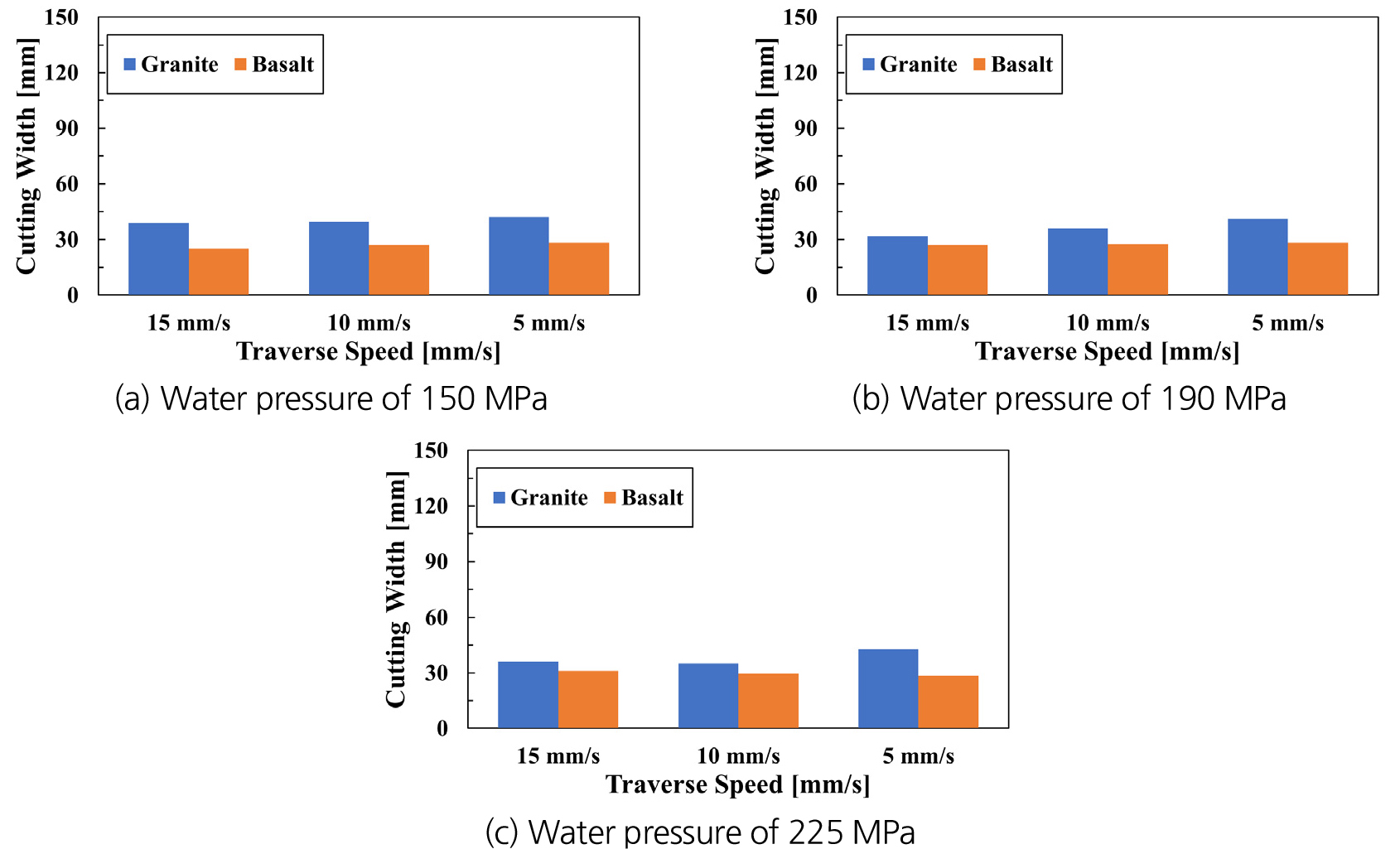
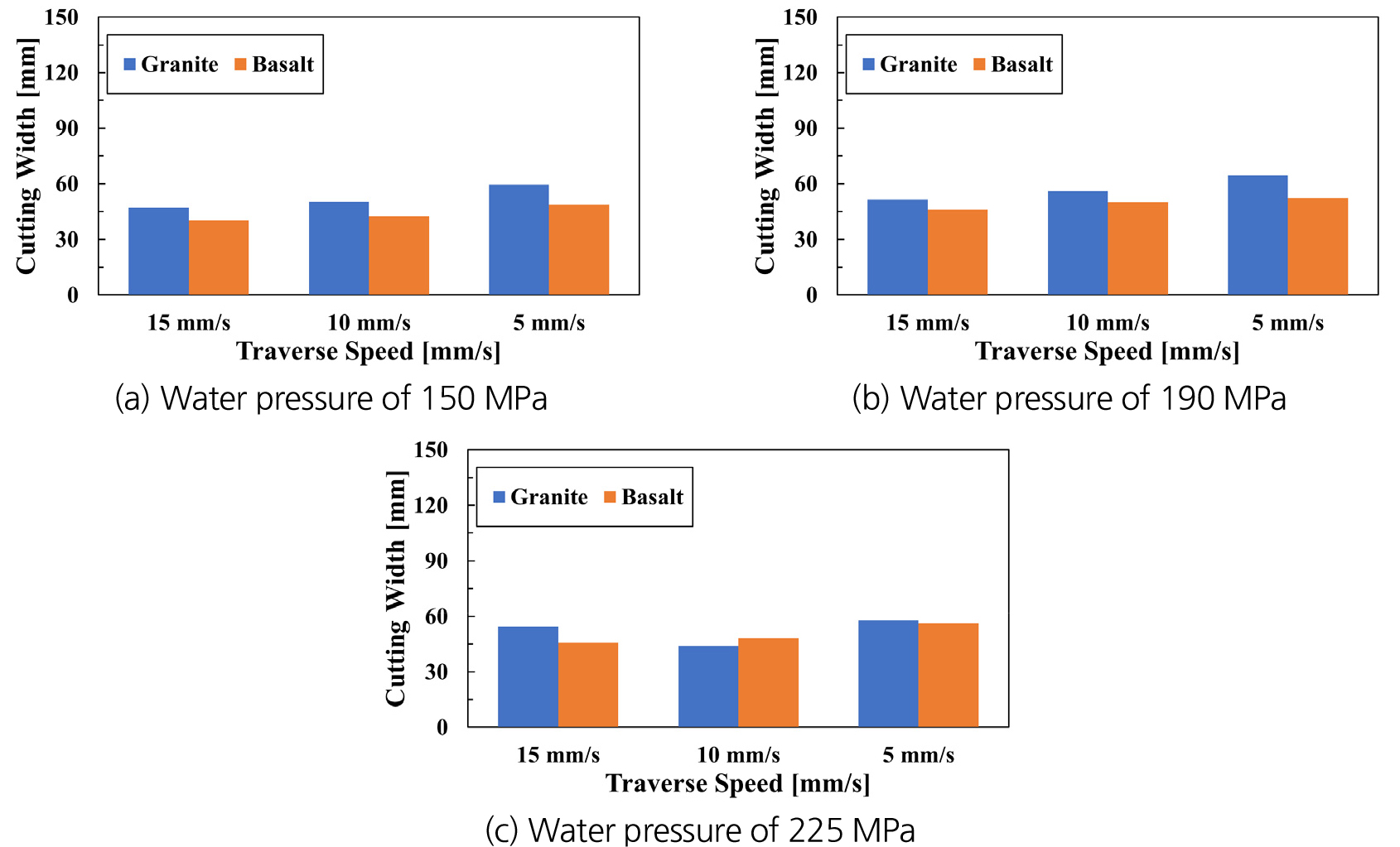
한편, 이격거리가 증가할 때 두 암종 모두 평균 절삭폭이 유의미하게 증가하였다(Fig. 14). 이격거리가 200 mm에서 400 mm로 증가할 때 화강암의 평균 절삭폭은 38.2 mm에서 53.9 mm로 41.1% 증가하였고 현무암의 평균 절삭폭은 27.9 mm에서 47.7 mm로 70.3% 증가하였다. 이는 이격거리가 증가함에 따라 워터젯의 파쇄 영향반경이 증가하기 때문으로 분석된다.

4. 결 론
본 연구는 워터젯 절삭성능에 큰 영향을 끼치는 물성인 일축압축강도와 공극률에서 상반된 물성을 갖는 현무암과 화강암을 대상으로 워터젯 절삭실험을 수행하였다. 절삭실험 결과와 기존 워터젯 에너지모델에 대한 연구결과를 더불어 분석하여 얻은 주요한 결과는 다음과 같다.
1. 두 암종 모두 워터젯 변수에 따라 절삭깊이, 절삭폭 변화가 유사한 거동을 보인다. 이송속도가 감소할 때, 이격거리가 가까워질 때, 수압이 증가할 때 절삭깊이는 증가하였다. 절삭폭은 이송속도와 수압과 무관하게 이격거리에 비례하여 증가하였다.
2. 동일 워터젯 변수에서 현무암의 절삭깊이는 화강암보다 약 41% 높은 결과를 보였다. 그러나 절삭폭은 화강암보다 약 18.5% 낮은 결과를 보였다. 현무암의 강도가 화강암보다 낮고 공극율이 크기 때문에, 동일한 워터젯 에너지가 가해졌을 때 상대적으로 깊은 절삭형상이 형성되었다. 화강암은 상대적으로 깊게 절삭이 진행되지 않고 반발되는 물과 연마재로 인해 표면 침식이 이루어져 절삭폭이 넓게 형성되었다.
3. 이격거리 증가분에 따른 현무암의 절삭깊이 감소율은 2.7%로 21.7% 감소한 화강암에 비해 상대적으로 낮은 감소율을 보였다. 이러한 결과는, 높은 이격거리로 인해 워터젯 에너지의 감쇄가 발생하여도 현무암의 경우 충분히 절삭이 가능함을 보여준다.
4. 본 연구에서는 압축강도와 공극률에서 큰 차이를 갖는 화강암과 현무암을 대상으로 실험을 수행하고 결과를 분석하였다. 동일 워터젯 변수에서 암종에 따라 상이한 절삭형상과 측정결과를 확인하였다. 현장 암반은 동일한 암종이라도 다양한 물리적 성질의 차이를 보인다. 따라서, 향후 다양한 암종을 대상으로 추가적인 워터젯 절삭성능 실험 및 분석이 필요할 것으로 판단된다.
