

1. 서 론
2. 수치해석 모델
2.1 SPH (Smoothed Particle Hydrodynamics) 코드의 개요
2.2 디스크커터 모델
2.3 암석 모델
2.4 3차원 암석절삭 모델
3. 수치 해석 결과 및 분석
3.1 디스크커터의 절삭에 의한 암석의 파쇄 양상
3.2 디스크커터의 작용력
3.3 최적 커터 간격(Optimum cutter spacing)
4. 결 론
1. 서 론
TBM (Tunnel Boring Machine)의 커터헤드를 설계하고 굴진성능을 예측하는데 있어 선형절삭시험(Linear Cutting Machine test)은 현장 규모의 실제 디스크커터를 사용한다는 점에서 신뢰도가 매우 높은 시험방법이다. 하지만 공사현장의 여건이나 대형 시편채취에 대한 어려움, 실대형 시험편(100 × 100 × 50 cm)을 성형하고 운반하는데 드는 노력과 비용이 상당히 소요되어 터널설계 업무와 시공현장을 효율적으로 지원하는데 사용되도록 충분한 결과를 도출하는 데는 현실적으로 한계가 있다. 이에 따라 선형절삭시험을 합리적으로 대체하기 위한 수치해석적인 연구(Gong et al, 2005; Gong et al, 2006, Yu et al., 2008, Cho et al., 2008, Cho et al., 2010, Lee and Choi, 2013)가 지속적으로 수행되고 있다. 특히 최근에는 기존의 2차원적인 수치해석 기법의 한계점을 극복하고자 디스크커터의 회전력을 고려한 3차원적 수치해석 연구(Yu et al., 2008, Cho et al., 2008, Cho et al., 2010, Lee and Choi, 2013)가 이루어지고 있다. Yu et al. (2008)는 3차원 유한요소법인 AUTODYN3D를 이용하여 디스크커터의 3차원 절삭메커니즘을 구현하였다. 또한 Cho et al. (2010)는 AUTODYN3D를 이용하여 디스크커터에 의한 암석의 순차적인 절삭과정을 모사하여 국내 8개 암종에 대한 선형절삭시험 결과와 비교분석을 통해 최적 커터간격 및 비에너지 측정에 대한 수치모델의 타당성을 검증하였다.
상기 선행 연구에서는 유한요소법에 기초한 라그란지안 코드를 적용한 연구가 대부분이었으며, Lee and Choi (2013)는 입자결합모델에 근거한 PFC3D를 사용하여 디스크커터의 암석절삭에 의한 파쇄현상을 모사하고 최적 커터간격을 도출하는 연구를 수행하였다. 본 연구에서는 서로 다른 코드 간 상호작용을 고려한 수치연산을 지원하는 AUTODYN3D를 사용하였으며 디스크커터와 암석을 각각 다른 코드(디스크커터: 라그란지안 솔버, 암석: SPH 솔버)로 모델링 하여 디스크커터에 의한 암석의 절삭을 모사하였다. 수치해석을 통해 절삭조건 별로 디스크커터의 작용력, 최적 커터 간격 등을 측정하고 이를 선형절삭시험 결과와 비교하여 SPH 코드의 적용성을 평가해 보았다.
2. 수치해석 모델
2.1SPH (Smoothed Particle Hydrodynamics) 코드의 개요
라그란지안 코드는 수치해석 분야에서 매우 널리 사용되는 코드이다. 하지만 라그란지안 코드에서는 요소의 질량이 변하지 않고 일정하게 유지되나 요소의 부피와 밀도가 변화하여 요소가 변형 하게 된다. 요소가 대변형을 일으켜 심하게 일그러지면 해가 수렴하지 않게 되며 통상 이러한 것을 방지하기 위하여 요소의 변형이 일정한 기준에 도달할 경우 해당 요소를 삭제하는 방법(erosion)을 사용한다(Ha, 2002). 그 기준을 설정하는 방법으로는 개별 요소의 소성변형률(plastic strain), 기하학적인 변형률(geometric strain) 등을 사용하는 방법이 있으며, 파괴기준에 따라 파괴된 요소를 삭제하는 방법도 있다. 하지만 erosion에 대한 기준을 해석 모델에 맞도록 설정하는 것은 쉽지 않을뿐더러 이러한 기법으로 인해 제거된 요소만큼의 질량이 없어지게 되어 그에 상응하는 에너지를 잃어버리는 효과가 나타나므로 수치해석에서 도출되는 해의 정확성이 떨어질 가능성이 있다.
반면 본 연구에서 적용한 SPH 코드는 유체 혹은 연속체 해석에서 많이 적용되는 코드이다. 요소망(grid) 대신 입자(particle)의 집합으로 모델을 구성하기 때문에 요소망 구성이 별도로 필요하지 않다. 따라서 라그란지안 코드에서의 요소의 일그러짐에 따른 요소의 재생성의 부담이 근본적으로 제거되고, 이에 따라 요소를 제거하는 erosion기법을 사용할 필요가 없으며(Ha, 2002), 입자의 분리에 근거하여 입자들 간 상호 작용을 계산하므로 재료 파괴 및 분리와 관련된 대변형 문제를 라그란지안 코드에 비하여 어려움 없이 계산할 수 있는 장점이 있다(Park, 2009). 또한 선행연구(Lee and Choi, 2013)에서 적용되었던 입자결합모델에서는 입자의 물성치를 결정하기 위하여 반복적인 선행 해석을 통해 재료의 미세 물성(micro parameter)을 찾아야 하는 번거로움이 따르는데 반해 SPH 코드에서는 일반적인 유한요소 프로그램과 같이 실내시험으로부터 얻어진 데이터를 그대로 사용하므로 위와 같은 과정이 필요 없어 보다 해석이 용이한 장점이 있다.
|
|
|
|
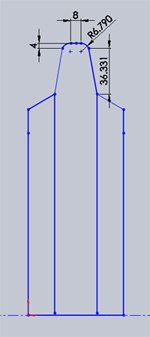
(a) tip (real) | (b) tip (model) | (a) disc cutter (real) | (b) disc cutter (model) |
Fig. 2. The cutter tip dimensions and disc cutter shape used in the numerical simulation (unit: mm) | |||



2.2 디스크커터 모델
AUTODYN3D를 이용한 디스크커터에 의한 암반절삭에 관한 선행연구(Cho et. al., 2010)에서는 디스크커터의 선단(tip)을 Fig. 1과 같이 V형상으로 모사 한 바 있다. 하지만 이와 같은 형상은 실제 일정 너비의 선단을 가지는 디스크커터와는 차이가 있으므로 본 연구에서는 실제 디스크커터의 도면을 사용하여 CCS형에 가깝게 디스크커터의 선단을 모델링 하였다(Fig. 2). 선단의 곡선부분을 일부 직선으로 형상화 한 것은 수치해석에서 계산효율을 결정하는 요소수가 지나치게 많아지기 때문이었으며 유한요소모델의 특성상 곡선형상을 완벽하게 재현하기는 어려울 것이라 판단되었기 때문이다. 모델링된 디스크커터는 관입깊이 4 mm 이하에서는 실제 디스크커터와 접촉폭이 다르지만 본 연구에서는 관입깊이 6 mm이상에서는 실제와 동일한 접촉폭을 가지도록 하였다.
디스크커터를 모델링 하는데 사용된 재료는 선행연구(Cho et al., 2010)를 참고하여 AUTODYN3D의 라이브러리에 등록되어 있는 Steel 4340 합금강을 사용하였다. Steel 4340의 강도함수는 Johnson Cook model을 사용하였고, Eq. 1과 같은 구성방정식을 갖는다. 재료의 물성과 관련된 상수들은 AUTODYN3D의 라이브러리에 있는 기본값을 사용하였으며 Table 1에 정리하였다.










 : Flow stress
: Flow stress
 : Equivalent plastic strain
: Equivalent plastic strain
 : Plastic strain rate
: Plastic strain rate
 : Temperature
: Temperature
A, B, C, n, m: Material constants
 : Dimensionless strain rate
: Dimensionless strain rate
 : Homologous temperature
: Homologous temperature
2.3 암석 모델
Table 3. Mechanical properties of Hwangdeung granite | ||||
Specific gravity | Compressive strength (MPa) | Tensile strength (MPa) | Young`s modulus (GPa) | Poisson`s ratio |
2.65 | 209.0 | 9.2 | 54.5 | 0.15 |
본 연구에서는 SPH코드를 사용하여 황등화강암 시험편을 모델링 하였다. 입자의 크기는 3 mm를 적용하여 모델을 구성하였으며 재료의 물성은 선행연구(Cho et al., 2010)를 참고하여 결정하였다. 온도에 따른 파괴양상변화를 고려하지 않는 Linear Equation Of State (EOS)를 적용하였으며, 체적탄성계수(Bulk Modulus)와 전단탄성계수(Shear Modulus)는 탄성론에 근거하여 입력하였다. AUTODYN에서는 강도모델에 따라 재료의 항복함수가 정의된다. 본 연구에서는 Drucker-Prager 항복함수를 선택하여 암석의 탄소성거동을 모델링하고자 하였으며 일축압축강도 및 간접인장강도의 90%지점을 각각 압축, 인장영역에서의 항복시점으로 설정하였다. 암석의 파괴기준으로는 주응력/주변형률 모델을 사용하였으며 인장주응력 파괴점으로는 암석의 인장강도를 입력하였고 압축응력의 절반에 해당하는 전단응력을 기준으로 전단파괴가 발생하도록 하였다. 변형률은 인장파괴와 전단파괴 모두 영률(Young`s Modulus)을 기준으로 발생하도록 결정하였으며, 확률론적인 파괴는 발생하지 않는 것으로 가정하였다. 암석모델을 모델링하는데 사용된 입력변수는 Table 2에 정리하였고 황등화강암의 역학적 물성은 Table 3에 요약하였다.
|
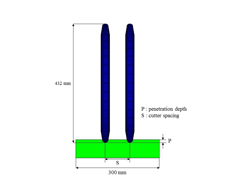
Fig. 3. Geometry and configuration of disc cutters and rock specimen employed in the numerical model |
|
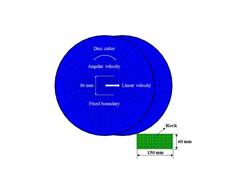
Fig. 4. Meshes and boundary conditions of the numerical model used in this study |
2.4 3차원 암석절삭 모델
본 연구에서 적용한 수치해석모델의 기하학적 형상과 크기는 Fig. 3과 같으며, 하나의 커터가 1회 절삭 후 평행 이동하여 암석을 다시 절삭하는 방식의 절삭과정이 아닌 두 개의 디스크커터가 암석을 순차적으로 절삭하도록 모델링 하였다. 암석모델의 크기는 150 mm × 300 mm × 60 mm로 모델링 하였으며(Fig. 3, 4) 암석모델의 영역안에 채워진 암석모델의 입자의 갯수는 24,000여개이다. 암석모델의 상부면을 제외한 측면과 하부면은 변위를 구속하였으며 제한된 크기의 암석모델임에도 불구하고 응력파 투과 경계조건(transmit boundary)를 적용하지 않은 것은 SPH 코드에서는 이와 같은 경계조건을 사용할 수 없기 때문이다. 한편 디스크커터 모델은 베어링과 커터의 두 개의 파트로 구성하였으며 커터의 직선운동과 암석과의 마찰에 의해 자유 회전하는 방식이 아닌 경계조건에 의하여 강제 회전방식을 적용하였다. 디스크커터와 암석모델사이에 작용하는 마찰력은 정적마찰계수(static friction coefficient)에 의해 결정되며 본 연구에서는 0.3을 사용하였다. 디스크커터 모델을 구성하는 요소의 개수는 2개의 디스크커터를 기준으로 20,000여개이다. 선행연구를(Cho et al., 2010) 참고하여 디스크커터의 중심부가 직선운동(2 m/s)을 하는 동시에 커터의 외곽부를 일정각속도(9.1 rad/sec)를 부여하여 회전시키는 방식으로 디스크커터의 암반절삭과정을 모사하였다. 또한 디스크커터의 작용력을 측정하기 위하여 디스크커터의 본체부와 접촉하는 베어링 부에 측정점(gauge)를 설치하였다. 게이지를 통해 측정되는 3방향 접촉힘(contact force)의 합력을 계산하여 절삭과정에서 발생하는 디스크커터의 작용력을 측정하고자 하였다.

3. 수치 해석 결과 및 분석
3.1 디스크커터의 절삭에 의한 암석의 파쇄 양상
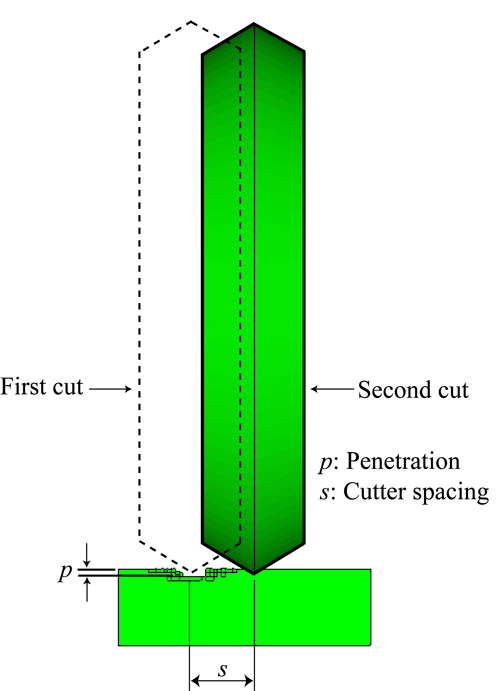
본 연구에서는 황등화강암에 대하여 기 수행된 LCM시험결과(Cho, 2010)와 수치해석 결과를 비교하기 위하여, LCM시험에서 사용된 커터 간격만큼 두 개의 커터사이에 이격거리를 설정하고 두 개의 디스크커터가 순차적으로 암석을 절삭하는 방식으로 해석을 수행하였다. 기 수행된 황등화강암의 LCM시험에서 사용되었던 관입깊이 6 mm, 8 mm를 동일하게 적용하였으며 각각의 관입깊이에 대하여 5개의 커터간격(S/P비 = 5~20)을 적용하였다. Fig. 5는 해석이 종료된 후, 즉 두 개의 디스크커터가 암석을 모두 절삭한 후 해석 영상을 절삭조건별로 정리한 것이다. 커터 간격이 증가함에 따라 비 파쇄대가 형성되는 것을 확인 할 수 있었으며 치핑(chipping)이 발생하지 않은 조건에서는 디스크커터가 관입되었을 때 인장균열의 전파 범위가 디스크커터의 관입 방향으로 20 mm, 커터가 배열되는 방향으로 30 mm 인 것으로 관측 되었다.

선형절삭시험에서 측정한 균열의 전파범위는 커터가 관입하는 방향으로 20~30 mm로 보고된 바 있다(Cho, 2010). 본 연구에서 측정된 균열의 전파범위는 20 mm로 LCM시험 결과에 부합하는 것으로 나타났으나 균열의 전파범위는 입자의 크기에 영향을 받을 것으로 예측된다. 본 연구에서 사용한 입자의 크기는 지름 3 mm로 라그란지안 코드에 비해 연산시간이 다소 오래 소요되기 때문에 연산시간을 줄이고자 한 것이었다. 보다 상세한 결과 분석을 위하여 디스크커터와 접촉하는 암석모델을 SPH코드로 모델링하고 상대적으로 영향이 적은 부분은 라그란지안 코드로 모델링하여 수치해석을 수행한다면 보다 효율적이고 합리적인 균열의 전파범위를 도출 할 수 있을 것으로 판단된다. 라그란지안-SPH코드의 커플링 해석을 수행할 경우 SPH모델에서는 반무한 경계조건을 적용할 수 없었던 문제도 해결할 수 있으므로 암석모델의 크기를 다소 줄이는 것이 가능하기 때문이다.
3.2 디스크커터의 작용력
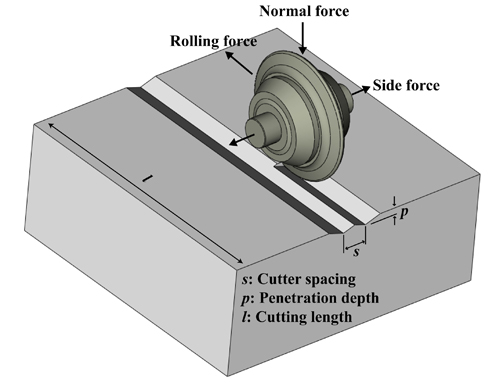
디스크커터가 암석을 절삭 할 때에는 수직력(normal force), 회전력(rolling force), 측력(side force) 세 방향의 힘이 작용한다. 수직력과 회전력은 TBM의 사양을 결정할 때 추력 및 토크를 결정하는 중요한 변수 중 하나이며, 측력은 커터헤드의 균형을 검토하는데 사용된다. 디스크커터에 작용하는 세 방향의 힘은 복합적으로 작용하여 암석을 절삭하게 되며 선형절삭시험에서는 암석을 절삭하는 동안 작용하는 세 방향의 힘을 3방향 로드셀(load cell)로부터 실시간으로 측정한다. 본 연구에서는 앞에서 설명한 바와 같이 디스크커터의 중심부에 위치한 베어링에 게이지를 설치하여 디스크커터에 작용하는 힘을 절삭과정 중에 실시간으로 측정하였다.
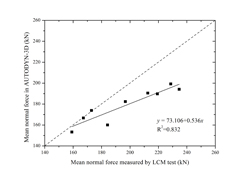
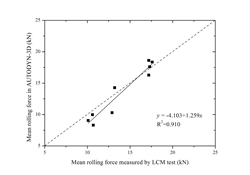
Table 4는 수치해석에서 측정된 절삭조건 별 디스크커터의 작용력을 선형절삭시험 결과와 비교하여 정리한 것이다. 평균 커터 작용력(mean cutter force)는 절삭 중에 측정된 작용력 중 0이 아닌 값들의 평균을 취한 값이며 최대 커터 작용력(peak cutter force)은 절삭 중에 측정된 작용력 중 최대값을 나타낸다. 관입깊이 6 mm, 커터간격 75 mm의 경우에는 선형절삭시험이 수행되지 않아 수치해석결과만을 정리하였다. 절삭조건별로 수직력과 회전력을 측정하여 선형절삭시험과 비교한 결과, 수직력과 회전력 모두 평균 10% 내외의 상대오차를 나타내었다. 상대오차는 평균 커터작용력에 대해서만 분석되었고, 수직력 보다는 회전력의 경우에 오차가 크게 나타났다(최대 22.3%). 이것은 디스크커터 모델과 암석모델 사이에 설정된 마찰계수가 영향을 미친 것으로 판단된다. 앞서 설명한 바와 같이 본 연구에서 적용된 마찰계수는 0.3으로 실제 측정된 값이 아닌 가정된 값이라는 점에서 오차를 야기하는 원인이 될 수 있다. 수치해석을 통해 측정된 평균 작용력은 대체로 선형절삭시험결과에 비해 작은 값을 도출 하는 것으로 관찰 되었으며, 이를 규명하기 위한 추가 연구가 필요할 것으로 판단되었다. Fig. 7은 선형절삭시험과 수치해석에서 측정된 평균 커터 작용력을 1:1 스케일로 비교하여 도시한 것이다.
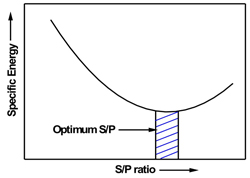
3.3 최적 커터 간격(Optimum cutter spacing)
디스크커터에 의한 암석절삭 시 절삭효율을 측정하는 기준으로 비에너지(Specific Energy, SE)를 사용한다. 비에너지란 단위 암석을 절삭하는데 디스크커터가 한 일을 나타내는 것으로 Eq. 2와 같이 계산된다.

여기서  은 디스크커터의 회전력, l은 절삭 길이, V는 절삭된 암석의 부피이다. 최적 커터 간격이란 위에서 설명한 비에너지가 최소가 되는 커터의 간격을
은 디스크커터의 회전력, l은 절삭 길이, V는 절삭된 암석의 부피이다. 최적 커터 간격이란 위에서 설명한 비에너지가 최소가 되는 커터의 간격을
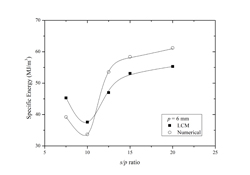
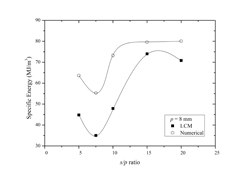
본 연구의 수치해석 결과로 측정된 절삭조건별 비에너지의 변화양상은 Table 5와 Fig. 9에 정리한 바와 같다. 디스크커터의 회전력은 디스크커터 모델에 설치된 측정점으로부터 측정되었으며, 절삭된 암석의 부피는 절삭이 끝난 후 파괴기준에 이른 입자의 질량으로부터 환산 되었다. 비에너지가 최소가 되는 지점을 기준으로 관입깊이가 6 mm, 8 mm에 대하여 최적 커터간격이 60 mm (S/P 비=10, 7.5)인 것으로 나타났으며, 이는 해석상에서의 파쇄양상으로부터도 확인할 수 있었다. 그림 5에서 관입깊이 6 mm의 경우 커터 간격이 45 mm (S/P 비=7.5), 60 mm (S/P 비=10)일 때는 인접한 커터사이에 암석이 모두 제거되는 것으로 나타났으나 커터간격이 늘어남에 따라 커터사이에 비파쇄 영역이 형성되는 것을 알 수 있다. 마찬가지로 관입깊이가 8 mm 일때는 커터간격 60 mm를 기점으로 비 파쇄대가 형성되는 것으로 관찰 되었다. 비파쇄 영역의 존재는 비효율적인 절삭이 이루어 졌음을 의미하므로 이로부터 최적 커터간격을 유추 할 수 있었으며 이는 비에너지의 측정을 통한 결과와 일치하였다. 강제로 요소를 삭제하는 erosion기능을 사용하지 않았음에도 최적 커터 간격이 선형절삭시험과 유사하게 도출된 것으로 미루어 보아 디스크커터의 암석절삭과정을 모사하는데 SPH코드가 유용하게 사용될 있음을 확인할 수 있었다.
4. 결 론
본 연구에서는 3차원 유한요소해석 프로그램인 AUTODYN3D를 사용하여 SPH코드와 라그란지안코드를 통해 디스크커터에 의한 암석의 절삭과정을 모사하였다. 디스크커터가 황등화강암으로 모델링 된 암석시편을 절삭하는 동안 작용하는 힘을 측정하였고 시험이 끝난 후 절삭된 암석의 부피를 획득하여 비에너지를 산출하였다. 이를 통해 디스크커터의 작용력 및 최적 커터간격을 도출 하였다. 이상의 수치해석 연구로부터 얻어진 주요 결과를 정리하면 다음과 같다.
|
|
(a) p = 6 mm | (b) p = 8 mm |
Fig. 9. Comparison of specific energy obtained from the results of numerical simulation and LCM test (a) p = 6mm, (b) p = 8 mm | |
1.본 연구에서는 황등화강암을 SPH코드로 모델링 한 후 디스크커터에 의한 절삭과정을 수치해석적으로 모사하고 파괴양상을 분석하였다. 본 연구의 절삭시험에서 디스크커터에 의한 균열의 전파 길이는 커터의 관입방향으로 20 mm인 것으로 나타났으며 이는 선형절삭시험에서 측정한 결과와 유사함을 확인하였다. 다만 해석시간이 기존의 라그란지안코드에 비하여 2배가량 소요되는 단점이 있으므로 이를 해결하기 위하여 라그란지안코드와 SPH코드를 커플링 하여 암석을 모델링 한다면 보다 효율적인 해석이 가능할 것으로 판단되었다.
2.디스크커터가 암석을 절삭하는 동안 작용하는 힘을 측정하고, 이를 동일한 절삭조건에서 수행된 선형절삭시험과 비교하였다. 그 결과 평균 10%이내의 오차를 보임을 확인하였으며 수직력보다는 회전력의 오차가 큰 것을 확인할 수 있었다. 이는 디스크커터와 암석모델 사이에 적용된 마찰계수의 영향인 것으로 파악되며 보다 해석기법의 적용성을 높이기 위해서는 이에 대한 후속연구가 필요할 것으로 판단되었다.
3.동일한 관입깊이에서 커터간격을 달리해가며 절삭조건별로 비에너지를 측정하였다. 이를 통해 최적 커터간격(s/p비)을 도출하였으며 관입깊이가 6 mm와 8 mm일 때 최적의 s/p비는 10, 7.5이었으며 커터간격은 60 mm이다. 이는 선형절삭시험결과와 일치하였으며, 수치해석상에서 나타난 암석의 파쇄양상 분석 결과와 부합하였다. 별도의 요소 제거 기준을 사용하지 않더라도 디스크커터에 의한 암석의 절삭과정을 현실적으로 모델링 할 수 있을 것으로 판단되었다.
