

1. 서 론
2. 쉴드 TBM 이론적 배경
2.1 쉴드 TBM 공법 개요
2.2 챔버압 이론
3. 축소모형실험
3.1 실험개요 및 실험방법
3.2 영향범위 파악
3.3 축소모형 실험조건
3.4 실험방법
3.5 단입도 시료의 믹싱바 배치에 따른 결과
3.6 다입도 시료의 믹싱 바 배치에 따른 결과
3.7 실험 결과
4. 결 론
1. 서 론
최근 산업화에 따른 고도화가 도시 발달로 이어져 현재 인구과밀화 상태가 발생하였다. 그에 따라 지상의 주거공간 및 교통시설 토지확보에 어려움이 있다. 우리나라는 전 국토의 약 86%가 산악지형으로 지상의 개발에는 한계가 있다. 지하철 및 도로 터널과 같은 교통터널, 전력 및 통신구, 상하수도 등 각종사회 기반 시설의 지하 공간 활용을 통한 지하 공간 개발의 중요성은 나날이 증가하는 추세이다(Yoon and Song, 2019).
현재 국내 ‧ 외의 TBM 공법 사용증가로 인하여 관련 연구 또한 증가하는 경향을 보인다(Ham et al., 2020). 그 중 You et al. (2008), Cho et al. (2008) 등과 같이 디스크 커터 및 커터 비트와 세그먼트에 관한 연구는 많이 이루어지고 있다. 하지만 챔버와 챔버 내 교반 성능에 대한 연구는 미비한 실정이다. 챔버 내에서 원활한 교반이 실행되지 못하면 스크류 컨베이어의 성능이 뛰어나도 굴착토의 일정한 배토가 어렵다.
챔버에 관한 연구는 국내 ‧ 외를 비롯하여 연구가 부진하며 챔버에 대한 연구는 대부분 챔버압에 국한되어 있다. TBM 시공에 있어 챔버는 중요부위이며 굴착 시공 시 챔버 내의 압력을 유지하며 굴착하게 되는데 챔버 내로 반입된 굴착토가 점성토같이 입자가 작은 토사라면 챔버의 폐색현상이 발생할 수 있다. 배토 속도와 챔버압의 유지에 문제가 발생하여 시공 시간의 지연이라는 문제로 이어질 수 있다. 이에 원활한 챔버압 유지 및 굴착토 배출을 위해 챔버 내 굴착토의 거동을 개선하기 위한 연구가 필요하다.
TBM 챔버 내 믹싱 바의 형상, 크기 및 중력 방향에 따른 영향도 중요한 인자로 작용한다(Hwang et al., 2020). 또한 믹싱 바의 위치 개수, 장비 부하와 관련된 RPM과 반력(Torque)에 관한 연구가 진행된다면 챔버 내 교반효율의 향상으로 인하여 향후 쉴드 TBM 장비 운용에 지표가 될 것으로 판단된다.
2. 쉴드 TBM 이론적 배경
2.1 쉴드 TBM 공법 개요
TBM 공법은 크게 전면개방형(Open)과 전면밀폐형(Shield)으로 분류된다. 오픈 TBM의 경우 지반이 암반인 경우에 사용되고, 굴착하면서 굴진과 버력 처리의 자동화라는 장점이 있다. 쉴드 TBM의 경우는 지반이 토사 및 암반으로 구성되어 있을때 사용되며, 굴진 시 쉴드 TBM 자체로 지반의 붕괴와 지하수 유입을 방지하여 막장의 안정성을 도모한다. 또한 후미부에서 세그먼트로 지지하여 추진하는 공법이기 때문에 안정성이 높고 적용지반이 아주 양호한 지반부터 불량한 암반까지 넓게 분포되어 적용성이 큰 공법이다(Chang, 2015).
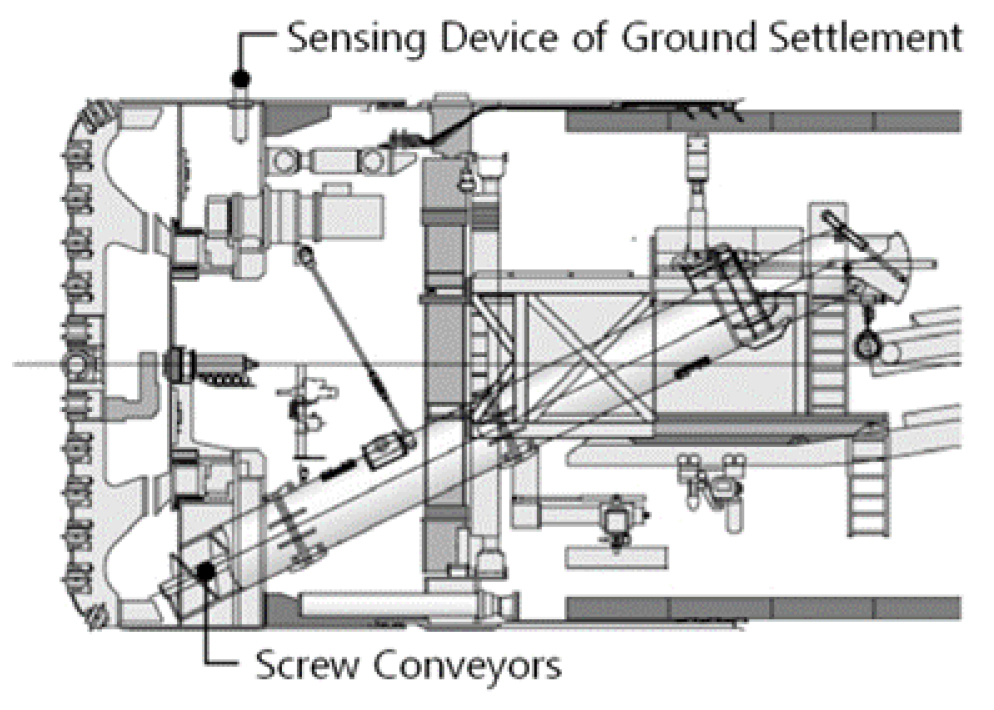
쉴드 TBM 공법은 막장면 지지방법에 따라 이수식(Slurry shield TBM)과 토압식(Earth Pressure Balanced)으로 나눌 수 있다(Park et al., 2015). 이수식 쉴드 TBM은 챔버 내의 굴착토 대신 이수를 가압하여 막장안정을 도모하며, 지반을 굴착하고, 굴착토사를 챔버 내의 이수와 함께 배니관을 통해 배출할 수 있는 구조이다. 토압식 쉴드 TBM은 다음 Fig. 1과 같으며, 챔버 및 스크류 컨베이어 내에 유입된 굴착토사를 쉴드 TBM 유압잭을 추력에 의해 가압하여 막장안정을 도모한다. 굴진면의 지지압력은 굴진속도와 스크류 컨베이어의 회전 수에 의하여 제어되며, 굴착면의 안정은 챔버, 스크류 컨베이어 등에 충만 압축된 버력에 의한 지반 접촉부에서의 유효응력 확보와 챔버의 압력 조절이 중요하다(Kim et al., 2014). 따라서 최근에는 첨가재 주입기구 및 첨가재와 굴착토를 확실하게 교반하는 기구를 장착하는 경우도 있다.
2.2 챔버압 이론
쉴드 TBM 챔버 내의 가압 여부에 따라 밀폐형(Close) 및 개방형(Open)으로 구분된다. 도심지 쉴드 TBM의 경우에는 밀폐형으로 굴진되는 경우가 대부분이다. 특히 토압식 쉴드 TBM은 국내‧외의 도심지에서 많이 적용되는 공법이다. 토압식은 막장면에서 작용하는 압력을 챔버 내 채워진 굴착토와 쉴드 추진력으로 발생하는 수압과 토압에 대응해 굴착된다.
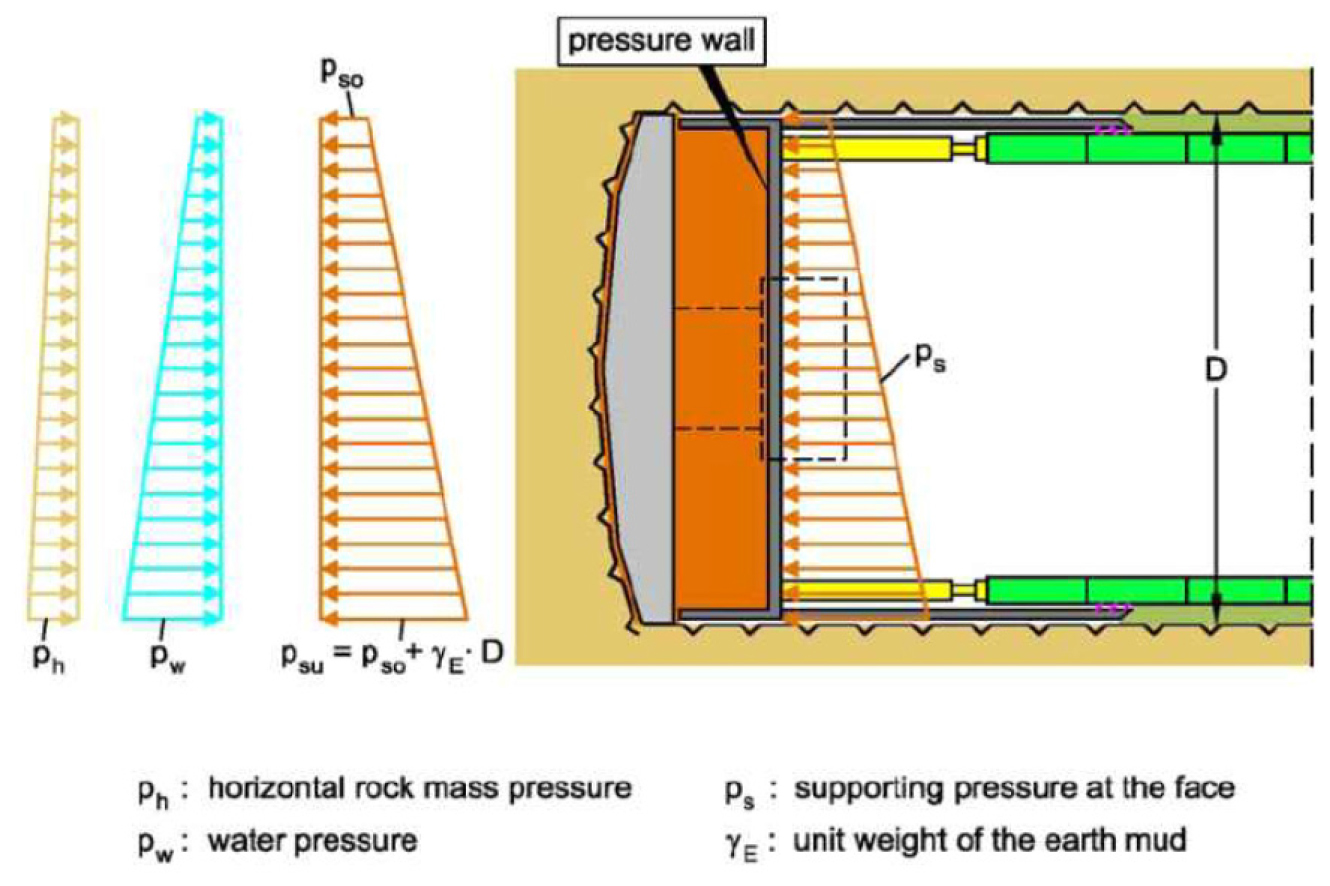
챔버압은 쉴드 TBM 챔버 내 가해지는 전방 토압과 수압에 대응해 TBM 굴진방향의 전방에 융기 및 붕괴를 방지하기 위하여 실제 굴착 시 필요한 압력을 말하며 다음 Fig. 2와 같다. 막장압과 챔버압의 식은 다음과 같다.
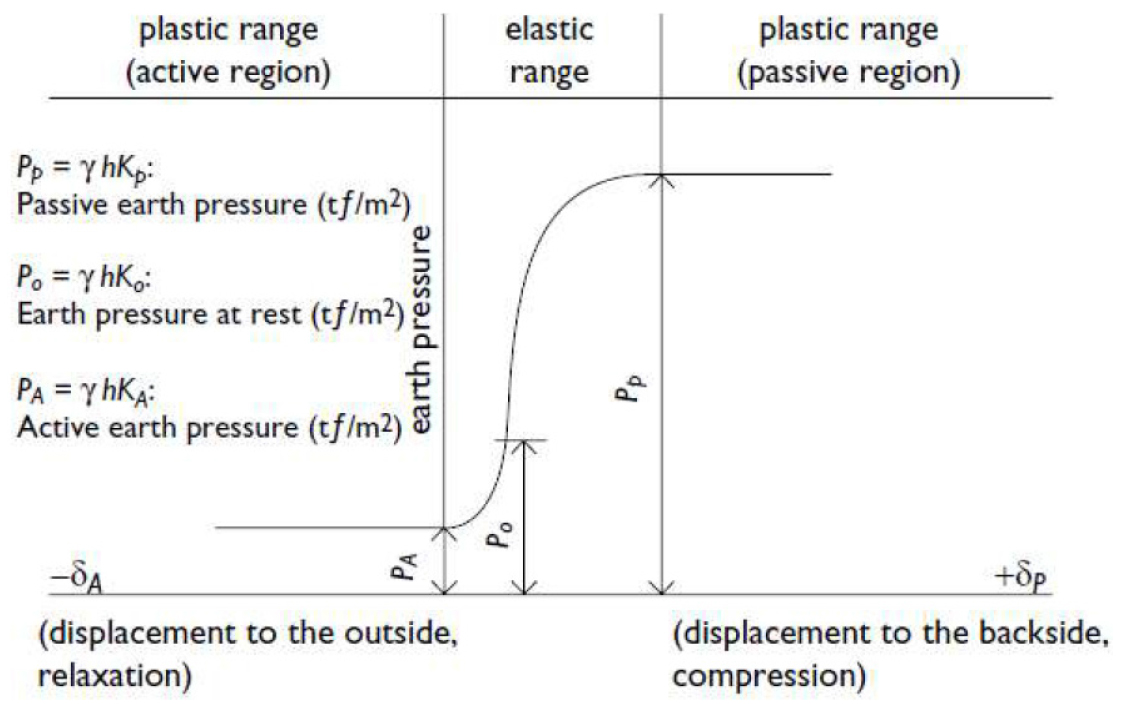
밀폐형에서의 챔버압은 최적화 될 필요가 있고 막장면을 안정하게 유지하여 변형을 최소화하는 관점에서 종종 정지토압으로 고려한다. 굴착 시 막장압은 정지토압과 주동토압의 사이 값으로 정의하며 다음 Fig. 3과 같다.
COB (The Dutch Centrum Onderground Bowen)는 다음 식 (3)과 같이 주동토압과 예비압의 합을 추천하고 있다(Kim, 2020).
여기서, : 주동토압
: 유효수직응력
20 kPa : 예비압
이웃나라인 일본에서 시공 시에 적용했던 토압식 쉴드 TBM 공법의 막장압은 정지토압, 수압, 예비압의 합으로 적용하였으며, 사용된 예비압은 10~50 kPa로 적용하여 사용하였다.
3. 축소모형실험
3.1 실험개요 및 실험방법
본 실험은 쉴드 TBM 챔버 내의 믹싱 바의 배치 방법에 따른 교반 정도를 파악하기 위하여 실제 쉴드 TBM 후두부의 챔버와 믹싱 바의 형상을 축소하여 실험을 실시하였다. Hwang et al. (2020)에 따르면 믹싱 바의 형상에 따른 교반 효율 비교에서 교반효율이 가장 높은 믹싱 바는 사각형 믹싱 바로 나타났으며, 크기가 증가할수록 교반 효율 또한 증가하는 것으로 나타났다. 그에 따라 본 실험에서는 Fig. 4와 같은 사각형 믹싱 바를 사용하여 축소모형 실험을 실시하였다.

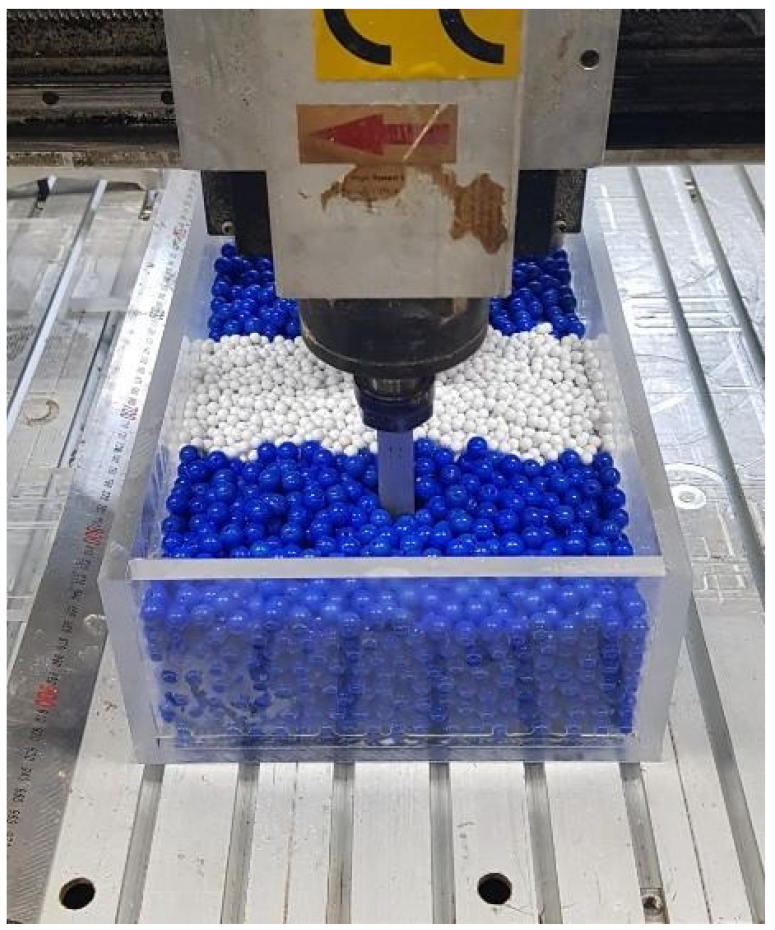
본 실험은 믹싱 바의 배치에 따른 교반 효율 향상을 위한 기초실험으로 쉴드 TBM 챔버 내 믹싱바의 배치 방법에 따른 교반 정도를 파악하기 위하여 믹싱 바의 영향범위 파악을 위한 실험을 실시하였다. 영향범위 파악은 크기가 다른 사각형 믹싱 바를 사용하여 수행하였다. 쉴드 TBM 챔버 내 믹싱 바 크기에 따른 영향범위를 파악하기 위한 시료조성 Fig. 5의 토조 개요도와 같이 폭 20 cm, 높이 10 cm, 넓이 100 cm의 토조에 색깔이 다른 두 가지 시료를 10 cm 간격으로 다음 Fig. 6과 같이 조성하였다. 또한 일정한 속도로 믹싱 바를 전진시키기 위하여 다음 Fig. 7과 같이 장비에 믹싱 바를 부착하여 진행하였다.

3.2 영향범위 파악
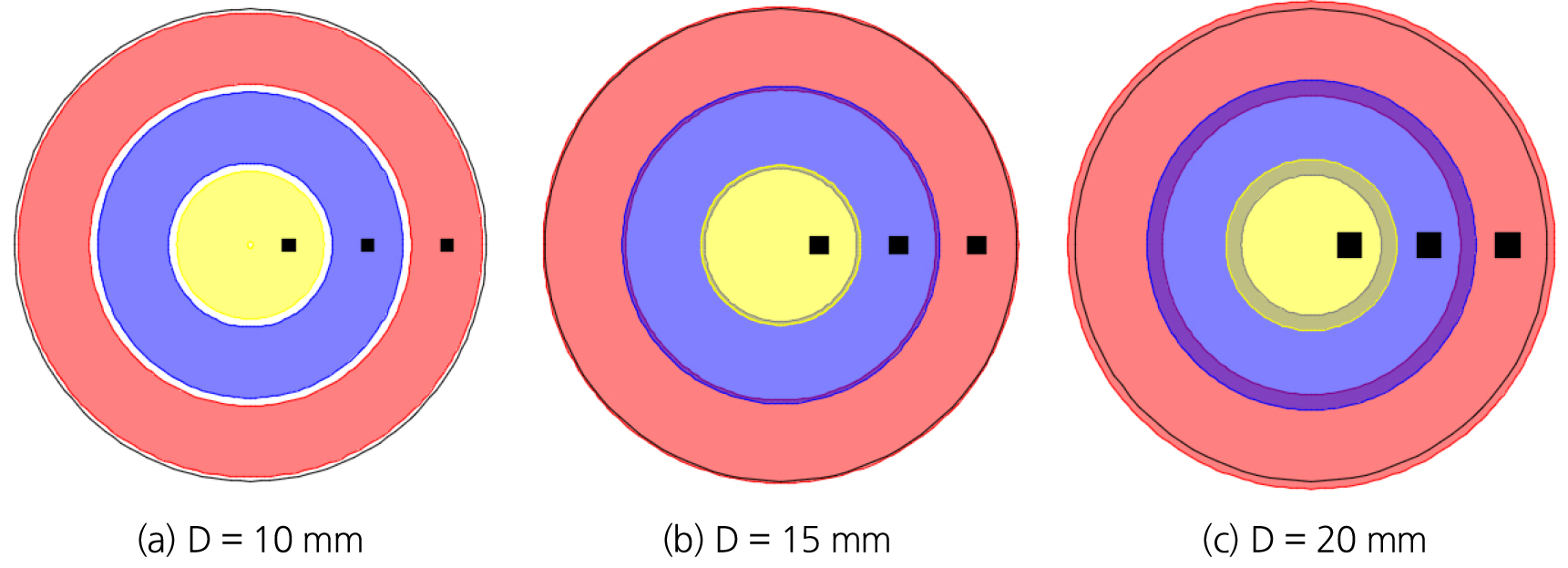
본 실험에서 영향범위 파악을 위해 커터헤드 분당 회전속도 5 RPM에서의 믹싱 바의 위치가 중심에 배치될수록 속도가 느려짐에 따라 다음 Table 1과 같이 속도를 다르게 하여 실시하였다. 믹싱 바의 크기는 10 mm, 15 mm, 20 mm로 선정하였으며 원의 중심에서 믹싱 바까지의 거리는 50 mm, 100 mm, 150 mm로 설정해 위치 별 커터헤드 분당 회전속도 5 RPM에서 일정한 속도로 이동하여 영향범위를 파악하였다.
Table 1.
Speed by location at RPM 5
| Shape | Diameter (mm) | Location (mm) | Speed (mm/min) |
| Square | 10 / 15 / 20 | 50 | 1,572 |
| 100 | 3,144 | ||
| 150 | 4,716 |
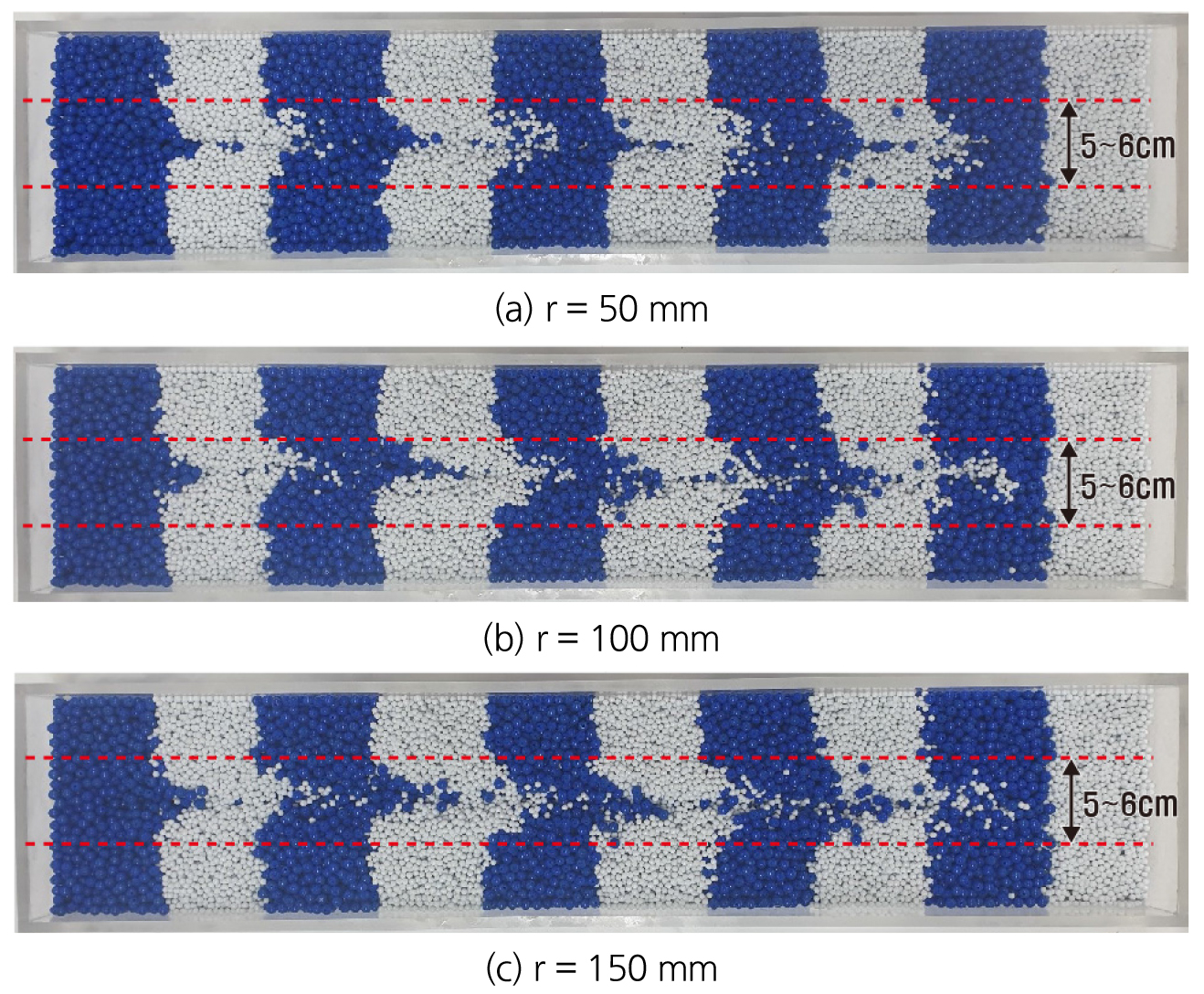
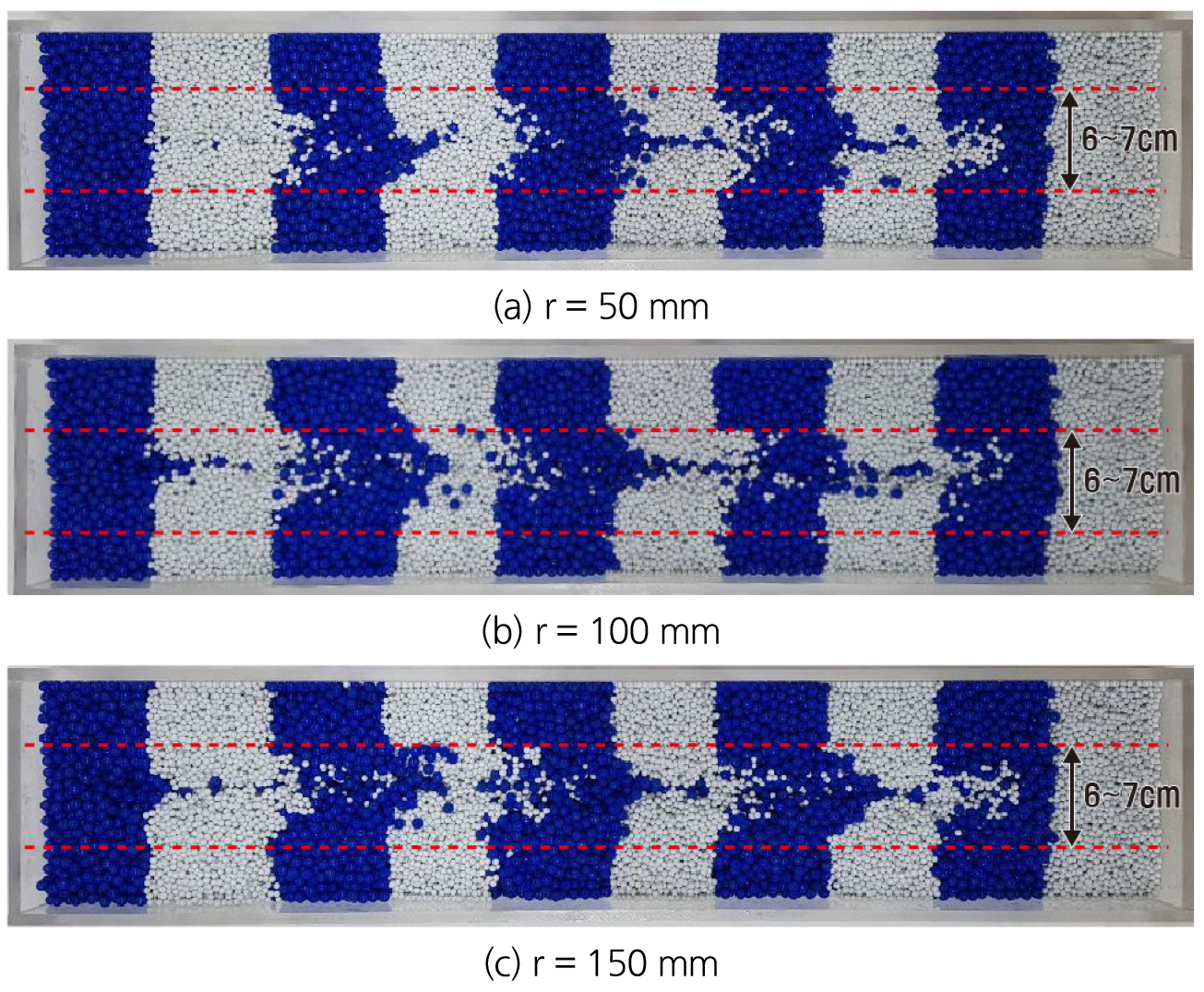
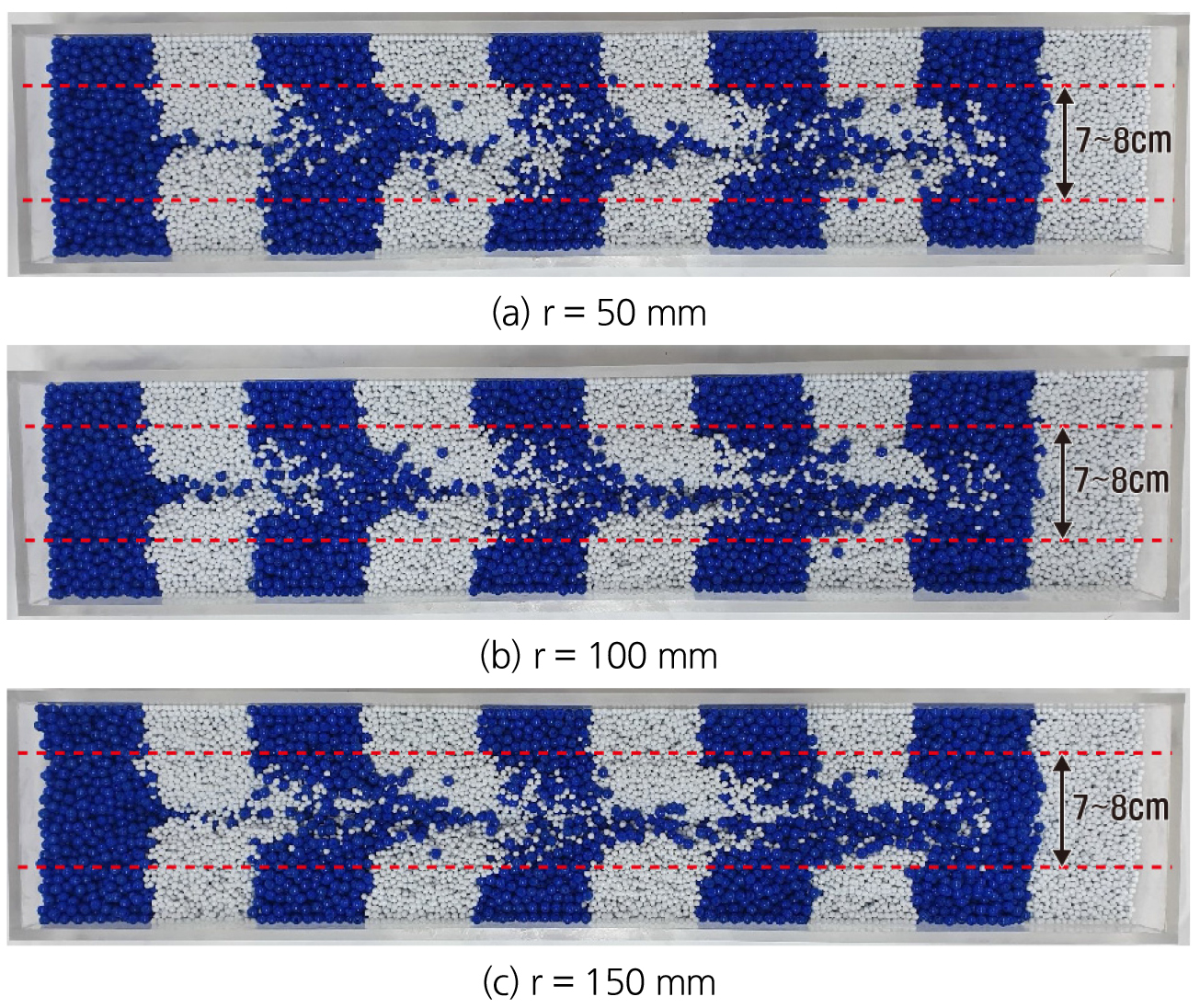
직경 10 mm 정사각형의 형상을 가진 믹싱 바를 사용하여 영향범위 파악 실험을 실시하였다. 원의 중심에서 멀어질수록 속도가 증가하지만 같은 크기의 믹싱 바의 속도에 의한 차이는 미미하며 결과는 모두 5~6 cm로 나타났다. 직경 15 mm 정사각형의 형상을 가진 믹싱 바를 사용하여 영향범위 파악 실험을 실시하였다. 원의 중심에서 멀어질수록 속도가 증가하지만 같은 크기의 믹싱 바의 속도에 의한 차이는 미미하며 결과는 모두 6~7 cm로 나타났다. 직경 20 mm 정사각형의 형상을 가진 믹싱 바를 사용하여 영향범위 파악 실험을 실시하였다. 원의 중심에서 멀어질수록 속도가 증가하지만 같은 크기의 믹싱 바의 속도에 의한 차이는 미미하며 결과는 모두 7~8 cm로 나타났다. 믹싱 바 크기 별 영향범위 파악 결과는 다음 Table 2와 같다.
Table 2.
Scope of influence when mixing bar diameter
| Shape | Diameter (mm) | Location (mm) | Scope of influence (cm) |
| Square | 10 | 50 | 5~6 |
| 100 | 5~6 | ||
| 150 | 5~6 | ||
| 15 | 50 | 6~7 | |
| 100 | 6~7 | ||
| 150 | 6~7 | ||
| 20 | 50 | 7~8 | |
| 100 | 7~8 | ||
| 150 | 7~8 |
각 직경 10 mm, 15 mm, 20 mm의 사각형 믹싱 바를 사용하여 영향범위 파악 실험을 실시하였다. 실험결과는 다음 Figs. 8, 9, 10까지와 같다.
속도에 따른 영향범위를 믹싱 바 크기 별로 파악한 결과 다음 Fig. 11과 같이 나타났다.
3.3 축소모형 실험조건
3.3.1 실험 Case 선정
쉴드 TBM 챔버 내 믹싱바 크기에 따른 영향범위 파악결과 속도에 따른 영향범위의 증가는 보이지 않았다. 위 결과를 토대로 믹싱 바의 배치는 중첩되는 구간이 최소가 되며 모두 교반이 되어야 하고 믹싱 바를 최소한으로 사용하여 장비의 부하를 막아야 할 것으로 파악된다. 그에 따라 직경 15 mm의 믹싱 바 3개를 배치할 경우가 장비의 부하를 막으면서 중첩되는 구간을 최소화 할 것으로 보여진다.
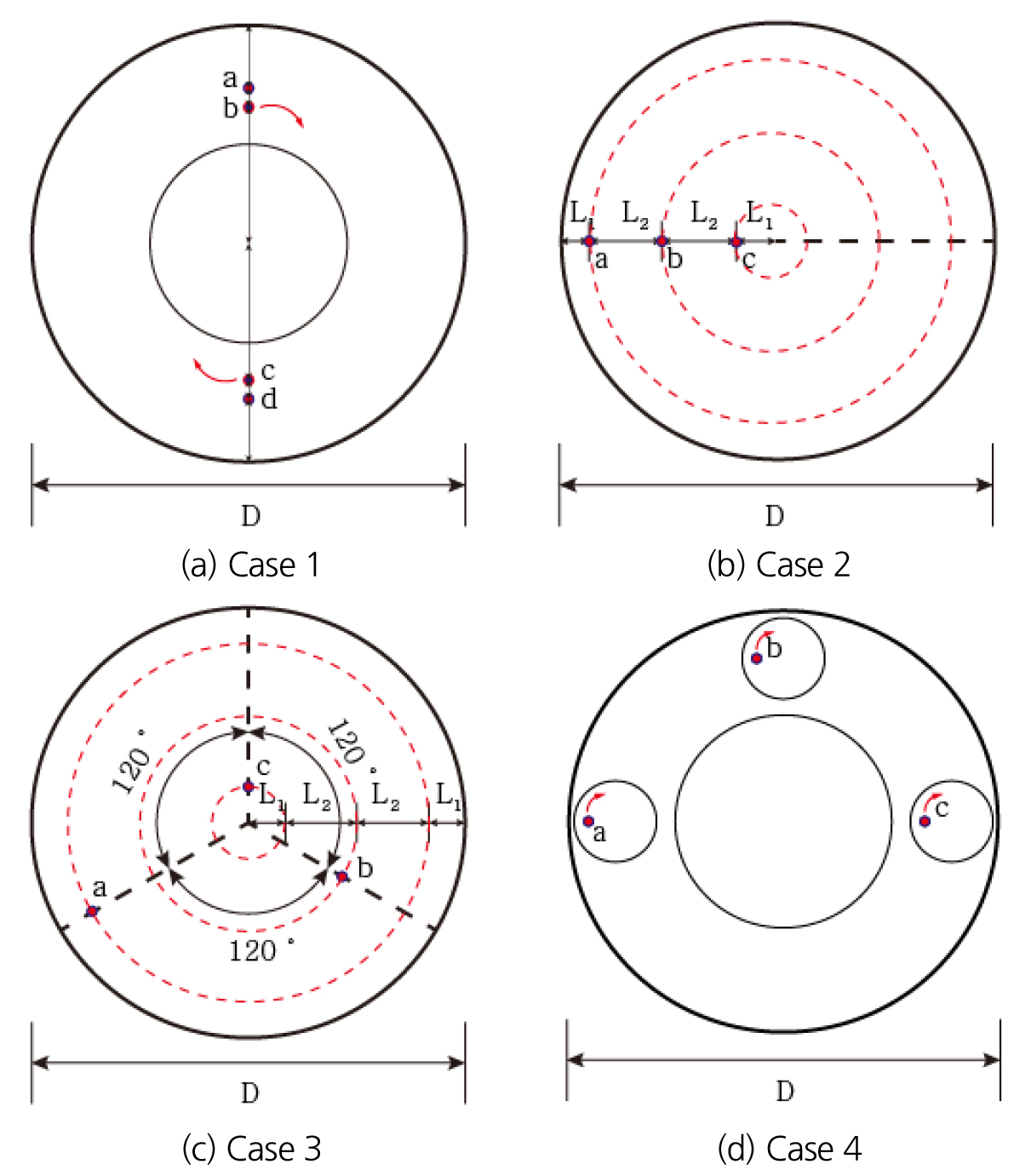
믹싱 바 크기에 따른 영향범위 실험을 통해 다음 Fig. 12와 같이 Case를 선정하였다.
3.3.2 챔버 축소모형 제작
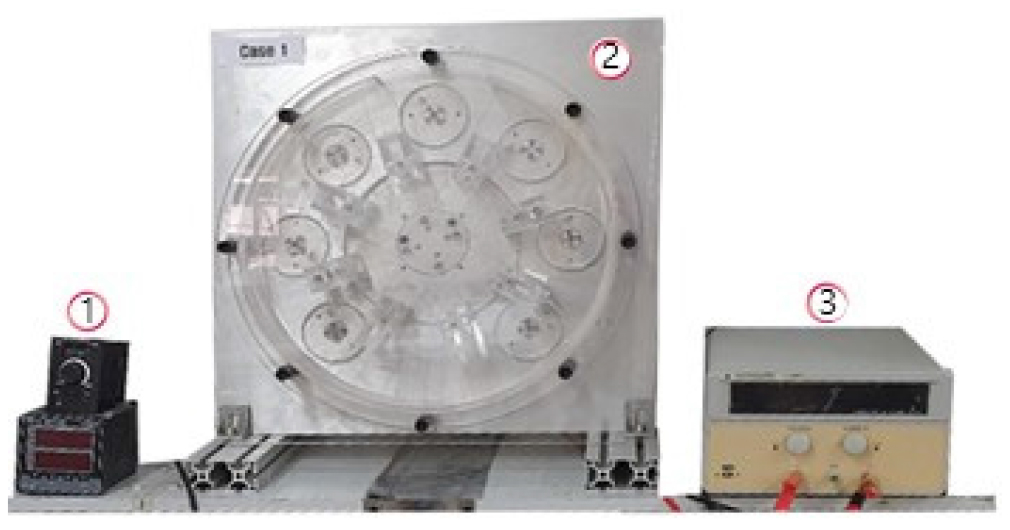
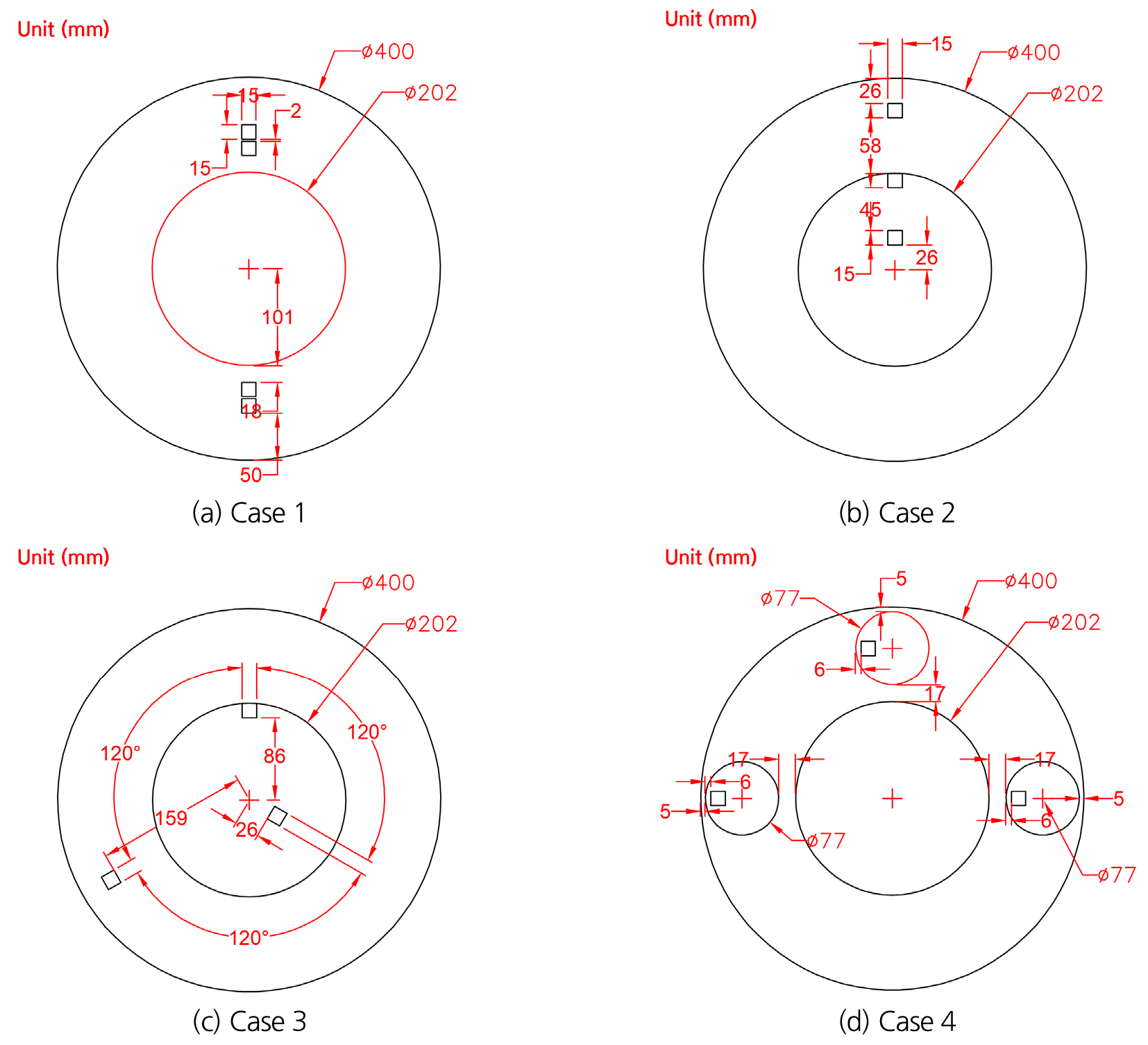
실험에 사용된 챔버는 실제 8 m급 장비를 1/20의 크기로 축소하여 각 직경 400 mm, 폭 50 mm으로 제작 하였다. 다음 Fig. 13은 실험전경으로 ①은 RPM 조절기로 2챔버 축소모형 중앙부의 커터헤드의 회전속도를 조절하기 위한 장치이고 ③은 Case 4에서 이용하는 믹싱 바 회전모터에 출력을 조절하는 장치이다. Fig. 14는 Case별 실험장비의 모식도이다.
Case 1 실험장비의 믹싱 바 a, d는 챔버 안쪽에 배치되고 b, c는 커터헤드 뒷면에 배치되며 장비의 커터헤드 회전 시에 같이 회전하는 방식이다. Case 2 축소모형장비는 구동상의 문제로 배치간격을 Fig. 12에서 Fig. 14(b)로 조정하여 배치하였다. 믹싱 바의 규격은 Case 1과 동일하며 믹싱 바 a, b는 커터헤드 회전 시 같이 회전하는 방식이다. Case 3 축소모형장비 또한 Case 2와 같이 축소모형 장비 구동상의 문제로 배치간격을 다음 Fig. 14(c)와 같이 조정하여 배치하였다. 믹싱 바 a, b는 커터헤드 회전 시 같이 회전하는 방식이다. 초기 믹싱 바는 120°간격으로 배치하였다. Case 4 실험장비의 믹싱 바는 챔버 내부에 배치하였다. 믹싱 바의 규격은 Case 1과 동일하며, 믹싱 바는 커터헤드 회전 시 같이 회전하게 된다. 초기 믹싱 바는 스크류 컨베이어가 위치하는 하부를 제외하고 90°간격으로 배치하였다.
3.3.3 시료조성
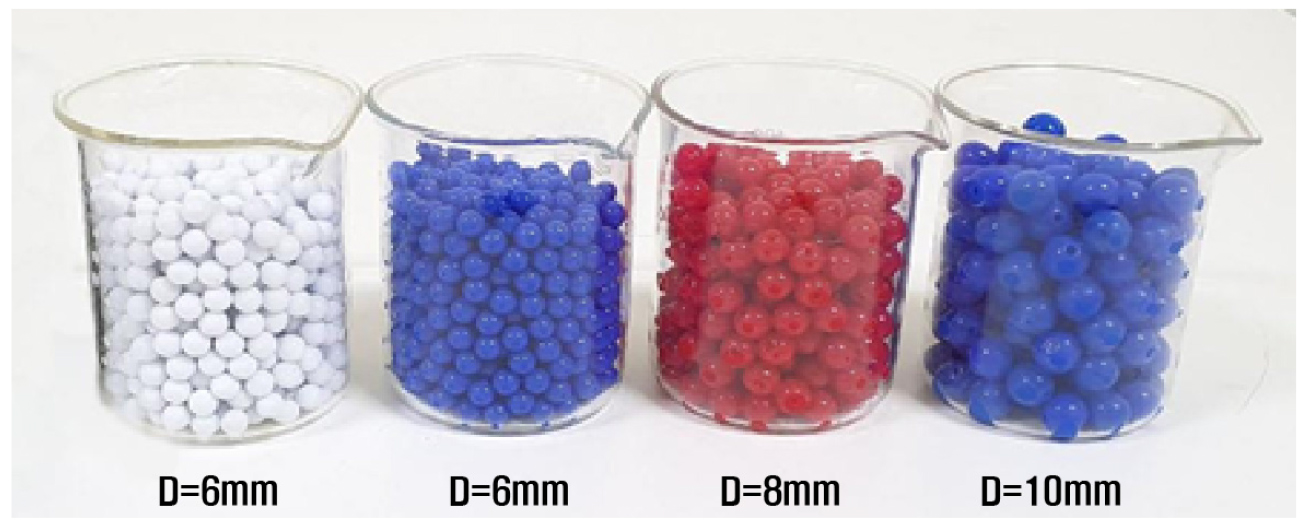
본 실험에서 사용하는 시료는 좌측에서부터 6 mm (백), 6 mm (청), 8 mm (적), 10 mm (청)으로 각각 색과 크기를 상이하게 하여 입도분포를 확인할 수 있도록 하였다. 다음 시료에는 Hwang et al. (2020)에서와 같이 점착력을 재현하기 위하여 폼제를 사용하여 조성하였다. 다음 실험에서 사용할 시료의 형상은 다음 Fig. 15와 같다.
폼제를 사용하였을 때 시료의 안식각은 다음 Table 3과 같이 나타난다.
3.4 실험방법
본 실험의 Case는 Fig. 9와 같이 선정하여 실험을 진행하였다. 실험에 사용된 RPM은 실제 암반에 적용하는 3~6 RPM 중 5 RPM으로 선정하였다. 또한 장시간 교반 시 모든 Case가 동일하게 교반되기 때문에 시험 시간은 1분 30초로 선정하였다. 믹싱 바의 배치와, 입자가 단입도 일 때, 다입도 일 때로 나누어 총 8가지 Case로 구분하였으며, 선정한 Case는 다음 Table 4와 같다.
Table 4.
Experimental case
본 실험은 입도가 동일한 시료의 경우 상부와 하부로 나누어 상부는 청색의 6 mm시료, 하부는 흰색의 6 mm시료를 사용하여 조성하였다. 입도가 고르게 분포한 시료의 경우 상부, 중부, 하부로 구분하여 각 백색의 6 mm시료, 적색의 8 mm시료, 청색의 10 mm시료로 조성하였다. 교반 효율을 판단하기 위하여 다음 Fig. 16과 같이 상, 중, 하로 구분하여 시료를 채취하였다.
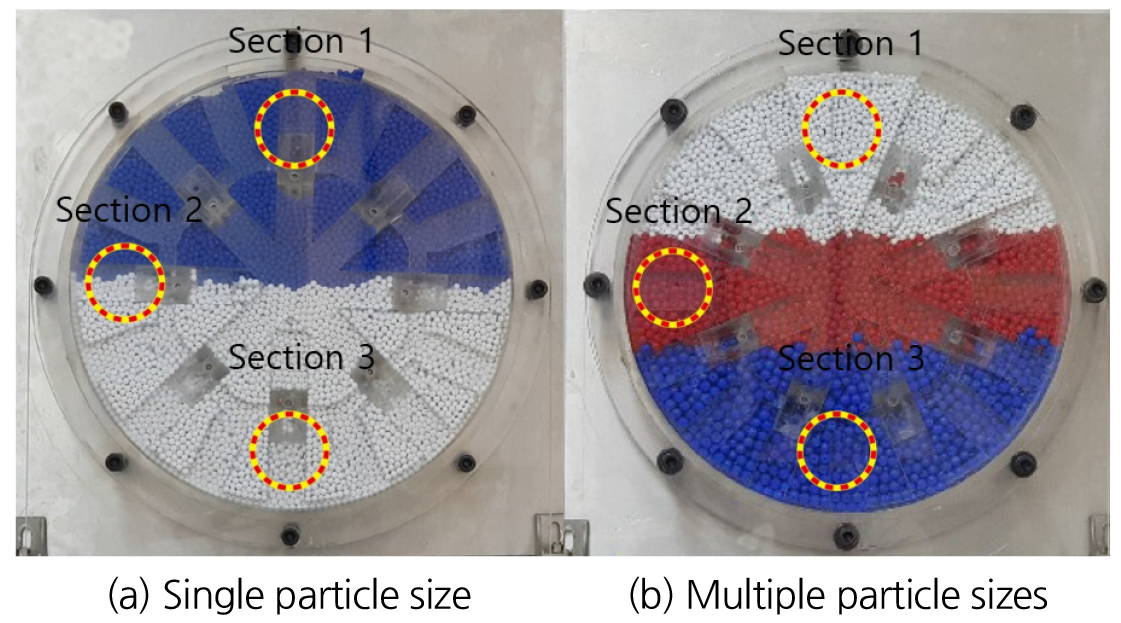
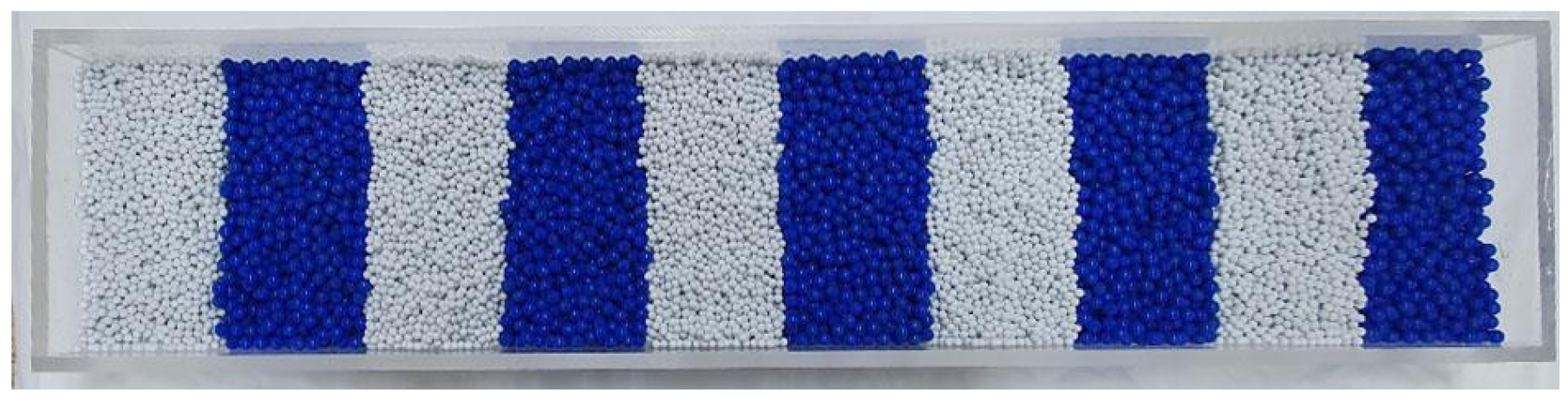
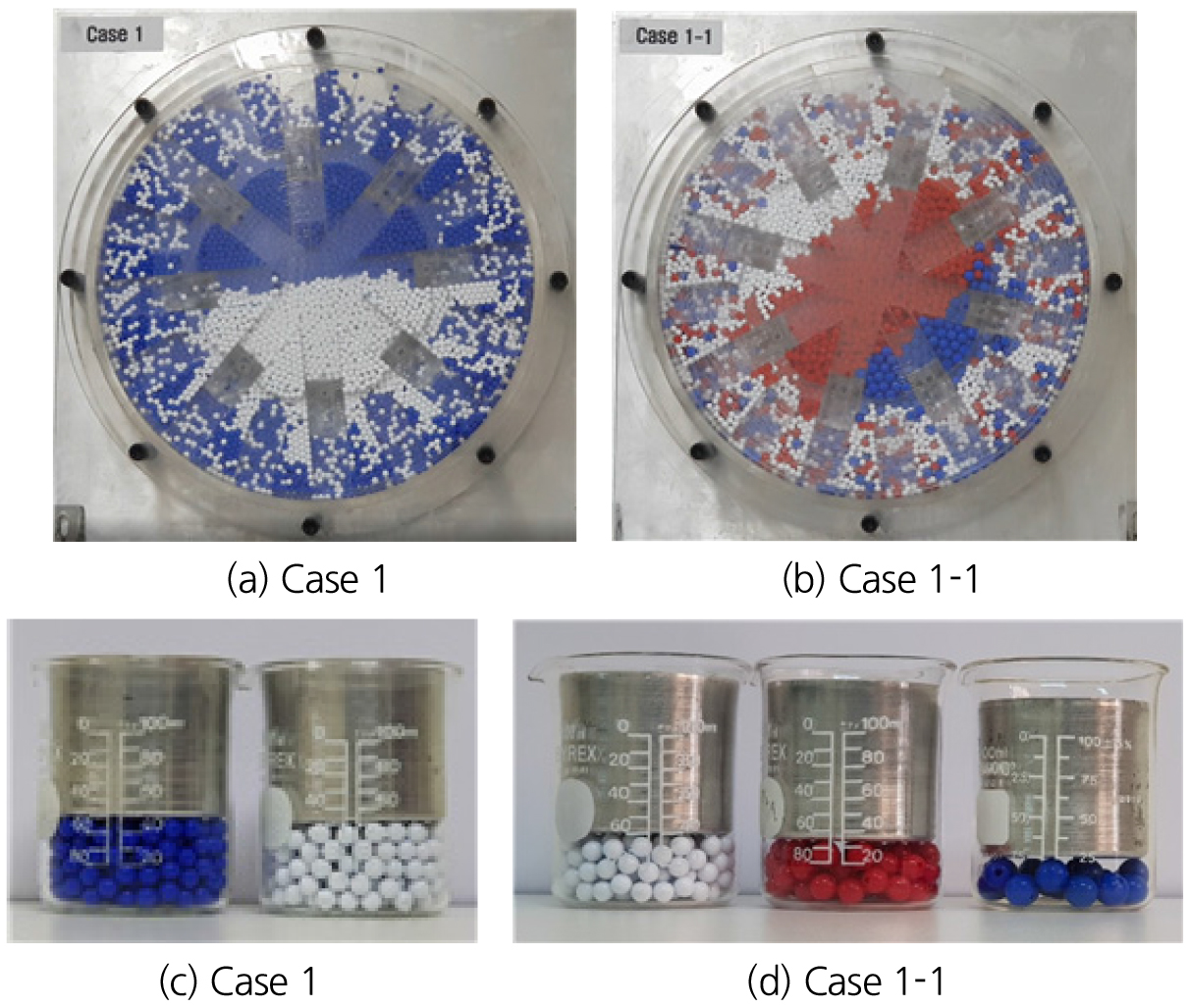
쉴드 TBM 챔버 축소모형장비에 각 Case별로 믹싱 바의 설치 위치와 시료 조성방법이 상이하여 Case에 맞춰 믹싱 바 배치 및 시료를 조성하였다. 이후 동력용 모터속도제어 인버터를 사용하여 커터헤드 회전 모터의 속도를 5 RPM으로 조정하였다. 기록장치로 출력하는 것을 시작으로 커터헤드를 작동시켜 1분 30초 동안 회전시킨다. 실험이 종료되면 위치 별 시료를 채취하여 교반 효율을 기록 및 정리하였다. 채취된 시료는 다음 Fig. 17처럼 분류하였다. Fig. 17을 육안으로 식별하였을 때 단입도와 다입도의 경우 모두 중심부를 제외하고는 교반이 잘 된 것으로 확인이 가능하다. 하지만 육안식별만으로는 내부의 교반비율을 알 수 없기 때문에 시료를 채취하여 교반비율을 확인하였다.
3.5 단입도 시료의 믹싱바 배치에 따른 결과
Case 1의 시료를 채취한 결과 1구역에서는 청색이 80%, 백색이 20%로 나타났다. 구역 2에서는 청색과 흰색이 같은 비율로 나타났으며, 구역 3에서는 청색이 25%, 백색이 75%로 나타났다. Case 1의 교반 비율은 다음 Table 5와 같다.
Table 5.
Case 1 mixing ratio
| Sortation | Section 1 | Section 2 | Section 3 | |||
| Sample | Blue | White | Blue | White | Blue | White |
| Collection amount | 80 | 20 | 50 | 50 | 25 | 75 |
| Difference amount | 30▲ | 30▼ | - | - | 25▼ | 25▲ |
| Mixing ratio (%) | 40 | 100 | 50 | |||
| 63.33 | ||||||
Case 2의 시료를 채취한 결과 1구역에서는 청색이 70%, 백색이 30%로 나타났다. 구역 2에서는 청색이 40%, 백색이 60%로 나타났으며, 구역 3에서는 청색이 40%, 백색이 60%로 나타났다. Case 2의 교반 비율은 다음 Table 6과 같다.
Table 6.
Case 2 mixing ratio
| Sortation | Section 1 | Section 2 | Section 3 | |||
| Sample | Blue | White | Blue | White | Blue | White |
| Collection amount | 70 | 30 | 40 | 60 | 40 | 60 |
| Difference amount | 20▲ | 20▼ | 10▼ | 10▲ | 10▼ | 10▲ |
| Mixing ratio (%) | 60 | 80 | 80 | |||
| 73.33 | ||||||
Case 3의 시료를 채취한 결과 1구역에서는 청색이 70%, 백색이 30%로 나타났다. 구역 2에서는 청색이 60%, 백색이 40%로 나타났으며, 구역 3에서는 청색이 30%, 백색이 70%로 나타났다. Case 3의 교반 비율은 다음 Table 7과 같다.
Table 7.
Case 3 mixing ratio
| Sortation | Section 1 | Section 2 | Section 3 | |||
| Sample | Blue | White | Blue | White | Blue | White |
| Collection amount | 70 | 30 | 60 | 40 | 30 | 70 |
| Difference amount | 20▲ | 20▼ | 10▲ | 10▼ | 20▼ | 20▲ |
| Mixing ratio (%) | 60 | 80 | 60 | |||
| 66.67 | ||||||
Case 4의 시료를 채취한 결과 1구역에서는 청색이 45%, 백색이 55%로 나타났다. 구역 2에서는 청색과 흰색이 같은 비율로 나타났으며, 구역 3에서는 청색이 45%, 백색이 55%로 나타났다. Case 4의 교반 비율은 다음 Table 8과 같다.
Table 8.
Case 4 mixing ratio
| Sortation | Section 1 | Section 2 | Section 3 | |||
| Sample | Blue | White | Blue | White | Blue | White |
| Collection amount | 45 | 55 | 50 | 50 | 45 | 55 |
| Difference amount | 5▼ | 5▲ | - | - | 5▼ | 5▲ |
| Mixing ratio (%) | 90 | 100 | 90 | |||
| 93.33 | ||||||
구역별 교반 비율 분석결과 1구역의 경우 40%~90%로 나타난다. 실제 장비에 사용되는 Case 1과 비교했을 경우 Case 4가 약 50% 증가한 것을 확인하였다.
2구역의 경우 80%~100%의 교반 비율이 나타났다. 실제 장비에 사용되는 Case 1과 비교했을 경우 Case 4 두가지 모두 교반 효율 100%로 나타났다.
3구역의 경우 50%~90%의 교반 비율이 나타났다. 실제 장비에 사용되는 Case 1과 비교했을 경우 Case 4가 약 40% 증가한 것을 확인하였다.
3.6 다입도 시료의 믹싱 바 배치에 따른 결과
Case 1-1의 시료를 채취한 결과 1구역에서는 백색이 40%, 적색이 25%, 청색이 35%로 나타났다. 구역 2에서는 백색이 40%, 적색이 35%, 청색이 25%로 나타났으며, 구역 3에서는 백색이 35%, 적색이 20%, 청색이 45%로 나타났다. Case 1-1의 교반 비율은 다음 Table 9와 같다.
Table 9.
Case 1-1 mixing ratio
Case 2-1의 시료를 채취한 결과 1구역에서는 백색이 50%, 적색이 25%, 청색이 25%로 나타났다. 구역 2에서는 백색이 20%, 적색이 45%, 청색이 35%로 나타났으며, 구역 3에서는 백색이 20%, 적색이 30%, 청색이 50%로 나타났다. Case 2-1의 교반 비율은 다음 Table 10과 같다.
Table 10.
Case 2-1 mixing ratio
Case 3-1의 시료를 채취한 결과 1구역에서는 백색이 50%, 적색이 25%, 청색이 25%로 나타났다. 구역 2에서는 백색이 20%, 적색이 45%, 청색이 35%로 나타났으며, 구역 3에서는 백색이 25%, 적색이 25%, 청색이 50%로 나타났다. Case 3-1의 교반 비율은 다음 Table 11과 같다.
Table 11.
Case 3-1 mixing ratio
Case 4-1의 시료를 채취한 결과 1구역에서는 백색이 35%, 적색이 35%, 청색이 30%로 나타났다. 구역 2에서는 백색이 30%, 적색이 35%, 청색이 35%로 나타났으며, 구역 3에서는 백색이 25%, 적색이 30%, 청색이 45%로 나타났다. Case 4-1의 교반 비율은 다음 Table 12와 같다.
Table 12.
Case 3-1 mixing ratio
3.7 실험 결과
입도 분포에 따른 Case별 교반 범위는 위의 Table 13과 같이 단입도 및 다입도 조건 모두 개선된 믹싱 바 배치인 Case 4, Case 4-1의 경우가 가장 좋은 것으로 나타났다.
4. 결 론
본 실험은 TBM 챔버 내 배토상태 향상을 위한 기초연구로 믹싱 바의 배치 변경에 따른 교반 효율의 변화를 평가하기 위한 실험이다. 실험은 8 m급 토압식 쉴드 TBM을 1/20으로 축소하여 축소모형실험으로 진행하였다. 교반 효율을 육안으로 확인하기 위하여 플라스틱 소재로 된 백색 6 mm, 청색 6 mm, 적색 8 mm, 청색 10 mm의 시료를 사용하여 조성하였다. 회전속도의 경우 실제 장비에서 사용하는 5 RPM으로 실험하였고 실험시간은 모든 Case가 교반 되지 않도록 1분 30초로 선정하였으며, 사각형 믹싱 바를 사용하였다.
본 실험에 앞서 믹싱 바의 크기 별 영향범위를 파악하기 위하여 각 d = 10 mm, 15 mm, 20 mm의 믹싱 바를 임의로 지정하여 영향범위 파악실험을 진행하였다. 그 결과 각각 5~6 cm, 6~7 cm, 7~8 cm로 속도에 크게 구애 받지 않는 것으로 나타났다. 믹싱 바 실제장비에서 사용하는 것, 일렬로 배치한 것, 120° 간격으로 설치한 것, 개별 구동하는 것으로 분류하여 총 4가지로 분류하였다. 소분류로 단입도와 다입도 2가지로 분류하여 총 8가지의 Case로 분류하여 실험을 진행하였다.
실험 결과 단입도 Case의 경우 Case 1, Case 3, Case 2, Case 4 순으로 교반 비율이 증가하였으며, 실제 장비에 사용 중인 Case 1보다 Case 4에서 교반 비율이 약 30% 증가하였다. 다입도의 실험결과 또한 Case 2-1, Case 3-1, Case 1-1, Case 4-1순으로 교반 비율이 증가하였으며 실제 장비에 사용 중인 Case 1-1보다 Case 4-1에서 교반 비율이 약 7.78% 증가하였다. 하지만 챔버 중간부와 하부의 교반 성능의 경우 현저히 떨어진다. 하부의 경우 Case 1을 제외한 모든 Case들이 위쪽에 고정되어 영향을 적게 받은 것으로 판단된다. 하지만 실제 장비의 경우 하부에 버력들이 배출되며 중간부의 버력들 또한 하부로 이동하여 충분히 교반될 것으로 판단된다.
하지만 실제 현장에서 지반조건에 따라 rpm과 커터헤드의 형상 믹싱바의 형상의 변화가 필요할 것으로 판단된다. 향후 플라스틱소재가 아닌 실제 토사에 주입제와 첨가제를 시료에 추가하여 지반 조성을 하고, 스크류 컨베이어를 설치하여 하부에서 배토처리가 가능한 실험을 추가적으로 진행한다면 챔버 내 교반 성능이 증가하여 수월한 굴진으로 공기 단축을 할 수 있을 것이다. 또한 축소모형실험과 같은 조건의 수치해석을 통하여 결과 비교를 한다면 연구의 신뢰성을 더욱 높일 수 있을 것으로 판단된다.
