

1. 서 론
2. 슬러리 파이프 마모량 측정
2.1 직접 계측 방법
2.2 파이프 플로우 루프 시험
2.3 가속화 시험 방법
3. 슬러리 파이프 마모에 관련된 이론식
4. 현장계측자료를 활용한 슬러리 파이프 마모 예측
4.1 슬러리 파이프 마모량
4.2 슬러리 운송 속도와 파이프 마모량
4.3 최적의 파이프 교체 및 회전 주기
5. 결 론
1. 서 론
고수압 조건의 해·하저 터널이나 굴착 대상지반조건이 복합지반의 경우 슬러리 쉴드 TBM 공법이 적용되는 경우가 많다. 슬러리 쉴드 TBM은 가압된 슬러리를 막장압을 유지하는 데 사용하며, 굴착된 버력을 외부로 운송할 때도 슬러리가 사용된다(Roh et al., 2012; Park et al., 2016; Duhme and Tatzki, 2015).
쉴드 TBM 공사에서 터널 시공의 주요 목적인 굴착(excavation)과 세그먼트 설치(ring building)을 제외한 모든 시간을 다운타임(downtime)으로 정의하고 있다. 저자들의 싱가포르 쉴드 TBM 운영경험에 의하면 디스크 커터의 교체 및 면판 검사와 수리를 하는 커터헤드 인터벤션(cutterhead intervention)이 다운타임의 가장 많은 부분을 차지하고 있으며, 슬러리 운송과 그 처리에 관한 다운타임이 그 다음으로 차지하고 있다.
디스크커터의 교체로 인한 커터헤드 인터벤션은 일반적으로 예측된 지반조건을 고려하여 사전 계획(cutterhead intervention plan)을 가지고 운영되고 있다. 하지만, 슬러리 운송과 그 처리에 관련된 유지관리의 경우 슬러리의 이동이 외관상으로 볼 수 없으므로 일반적으로 현장 엔지니어의 경험에 의한 관리 또는 문제 발생시마다 유지보수를 하고 있는 실정이다.
특히, 암반구간을 통과하는 슬러리 쉴드 TBM의 슬러리 파이프의 경우 각종 암편을 포함한 슬러리의 이동으로 인해 일반적인 파이프의 정상적인 마모보다 마모가 더 많이 발생하며 수치적인 예측이 쉽지 않은 상황이다. 또한, 암편의 모양(shape)에 따른 파이프 충격 정도가 다르며 강하고 지속적인 충격과 긁힘으로 인해 파이프의 파괴 및 마모도를 가속화하고 있다.
슬러리 파이프 유지관리 관련한 다운타임에서 정상적인 마모에 의한 파이프의 교체 시간 대비 급작스런 파괴에 의한 교체 시간이 10~20배 정도 더 많이 소요되는 경험으로 비춰 볼 때, 슬러리 파이프의 마모를 예측하고 필요한 교체품을 미리 준비하는 것은 필수적인 것으로 판단된다. 이에 본 연구에서는 광산이나 오일샌드 등의 분야에서 적용되고 있는 슬러리 파이프 마모량 측정 방법과 슬러리 파이프의 마모량 예측에 관련된 이론식들을 문헌연구를 통해 살펴보고, 실제 슬러리 쉴드 TBM 현장에서 주기적으로 측정한 직선부 슬러리 파이프의 두께 측정 자료로부터 마모량을 산정함으로써, 슬러리 운송 속도와 연계된 상관관계를 도출하였다. 또한 적절한 시기에 교체품을 확보할 수 있도록 최적의 파이프의 교체 및 회전 주기를 제시하였다.
2. 슬러리 파이프 마모량 측정
슬러리 파이프의 마모를 고려한 두께 측정 방법에는 기본적으로 측정장비를 통한 직접 계측 방법(direct measurement methods)와 슬러리 파이프의 재료를 원형 마모 시험기에 부착하여 일정시간 동안 슬러리의 이동을 통한 재료의 마모 정도를 계측하는 파이프 플로우 루프 시험(pipe flow-loop tests), 슬러리의 장시간의 이동으로 인한 마모율을 모사하는 시험 방법(accelerated testing methods) 등이 있다. 다음의 Fig. 1에 각 시험방법에 대한 세부 측정 방법을 나타내었다.
2.1 직접 계측 방법
직접 계측 방법 중 일반적으로 가장 사용하기 용이한 방법은 초음파측정방법(utrasonic gauging)으로 0.01 mm까지 파이프의 두께 측정이 가능하다. 이 외에 재료 표면 마모 측정, 중성자 및 전기 측정, 핵입자 측정 등의 방법이 있다(Henday, 1988).
2.2 파이프 플로우 루프 시험
BHRA Toroidal Wheel Test는 마모량을 측정하고자 하는 다섯 개의 직선부 파이프를 Fig. 2와 같이 연결하고 내부의 1/3 가량 슬러리를 채운다. 전체 시험체 규모는 직경 3.2 m이며 최대 6 m/s의 속도로 회전을 시킨 후, 매 시간마다 파이프의 두께 측정 결과를 기록하여 최종 마모량을 산출하는 시험 방법이다(BHRA, 2015). PCCE Toroidal Wheel Test는 마모측정을 위한 4개의 시험판(plate)를 회전체에 부착하고 회전체를 V-belt로 이뤄진 전동장비를 통하여 1 ~ 6 m/sec로 각각 변화를 주어 일정 시간 후에 시험판의 두께 측정을 통한 마모량 산출 시험 방법이다(Fig. 3).
2.3 가속화 시험 방법
앞서 언급한 측정 및 시험은 직접적인 두께 측정이나, 회전체를 이용한 마모량 산정방법이었다. 슬러리 운송을 통한 마모는 실질적으로 장시간에 걸쳐서 이루어지며 이를 모사한 시험으로는 대표적으로 Miller Test, Warman Test, USBM Test 등을 들 수 있다.
Fig. 4와 같이 Miller Test의 경우 지속적인 슬러리의 마모로 인한 손실량을 산정하는 시험으로 200 mm 시험체(metal block)가 분당 48회 왕복 운동, 총 16시간 동안 4회의 시험을 실시한 후, 평균값을 통하여 시험 재질의 마모 손실 결과값을 얻을 수 있다(Miller, 1974).
Warman Test는 다음 Fig. 5와 같이 직경 120 mm의 6면의 원형시험체를 지속적인 슬러리 주입시험기 내부에서 90시간 동안 총 8회에 걸쳐 시험 후 시험체의 무게를 측정하여 마모도를 산정하는 방법이다(Huggett and Walker, 1988).
마지막으로 USBM Test는 Fig. 6과 같이 슬러리 호버를 이용한 슬러리 주입방식을 사용하였고, 폴리에틸렌 기어의 회전에 의한 슬러리의 유동으로 변면에 삽입된 8개의 시험체의 마모량을 측정하여 마모량을 산정하는 실험이다(Cooke and Johnson, 1999).
지금까지 소개된 여러 시험법 중 슬러리 쉴드 TBM현장에서 실무적으로 가장 많이 적용되는 측정 방법은 초음파측정방법이며 본 연구에 사용된 슬러리 파이프 두께 자료도 초음파측정 장비를 이용해서 측정된 것이다.
3. 슬러리 파이프 마모에 관련된 이론식
파이프 내부에 이동하는 슬러리에 의한 마모를 산정하는데 있어서 최소 침적속도(deposition velocity)를 고려해야 한다. 슬러리 운송은 최소 침적속도 이상으로 운송속도가 유지되어야 하고, 이 속도를 기준으로 슬라이딩 마모(sliding wear)가 발생한다. 이와 관련하여 파이프의 직경과 슬러리 입자의 물성에 따른 최소 침적속도를 경험적으로 산출하였다. 먼저, Durand and Condolios (1952)는 슬러리 파이프의 내경(D), 슬러리 성분 중 액체 밀도에 대한 고체 밀도의 비율(s)과 마찰손실(friction loss)의 관계로부터 최소 침적속도를 구하는 식을 제안하였다.
 (1)
(1)
여기서,  는 최소 침적속도이고,
는 최소 침적속도이고,  는 중력가속도이다. 마찰손실(
는 중력가속도이다. 마찰손실( )은 배출되는 슬러리의 고체에 대한 부피분율(C)과 입자의 크기(d)에 대한 함수로 그 값은 다음 Fig. 7과 같다.
)은 배출되는 슬러리의 고체에 대한 부피분율(C)과 입자의 크기(d)에 대한 함수로 그 값은 다음 Fig. 7과 같다.
Durand의 식은 입자의 직경이 3 mm이하의 균일한 슬러리 운송에 주로 적용되는 것으로 암반구간을 통과하는 슬러리 쉴드 TBM에 바로 적용하기에는 어렵다.
Oroskar and Turian (1980)는 균일하지 않은 입자를 운송하는 슬러리에 대해 최소 침적속도를 다음과 같이 제안하였다.
 (2)
(2)
여기서,  은 침강속도(settling velocity)계수,
은 침강속도(settling velocity)계수,  는 입자의 평균 직경,
는 입자의 평균 직경,  는 침강속도의 함수이다. 이중
는 침강속도의 함수이다. 이중  은 Fig. 8(a),
은 Fig. 8(a),  는 Fig. 8(b)로 구할 수 있다.
는 Fig. 8(b)로 구할 수 있다.
슬러리 파이프의 마모는 일반적으로 슬러리 운송속도(V), 운반되는 입자의 경도(hardness), 입자의 크기, 입자의 부피분율과 관계있는 것으로 알려져 있으며 다음의 식 (3)과 같이 표현할 수 있다(Kawashima, 1978).
 (3)
(3)
여기서, 지수  은 슬러리 파이프에서는 1~4 사이의 값을 가지고, 원심펌프에서는 2.2~3 사이의 값을 가지는 것으로 알려져 있다. 식 (3)은 마모가 단순히 운송속도의 멱함수로 되어 있는 단점이 있다.
은 슬러리 파이프에서는 1~4 사이의 값을 가지고, 원심펌프에서는 2.2~3 사이의 값을 가지는 것으로 알려져 있다. 식 (3)은 마모가 단순히 운송속도의 멱함수로 되어 있는 단점이 있다.
Bergeron (1950)는 슬러리 파이프의 마모는 슬러리 운송속도(V)의 3제곱, 슬러리 입자 직경(d)의 3제곱에 비례한다고 하였으며 다음 식 (4)와 같다.
 (4)
(4)
여기서,  는 슬러리 고체성분의 밀도,
는 슬러리 고체성분의 밀도,  은 슬러리 액체성분의 밀도,
은 슬러리 액체성분의 밀도,  는 단위면적당 고체입자의 개수,
는 단위면적당 고체입자의 개수,  는 고체입자의 마모와 관계되는 경험적인 계수이다.
는 고체입자의 마모와 관계되는 경험적인 계수이다.
Karabelas (1978)는 연단위 마모량(mm/year)를 슬러리 입자 직경과 슬러리 운송속도과의 관계로 다음의 식(5)와 같이 제안하였다.
 (5)
(5)
여기서,  는 슬러리 입자 직경으로 단위는 mm이고,
는 슬러리 입자 직경으로 단위는 mm이고,  는 슬러리 운송속도로 단위는 m/s이다.
는 슬러리 운송속도로 단위는 m/s이다.
이상에서 소개된 대부분의 슬러리 파이프 마모와 관련된 이론식들은 광산이나 오일샌드 분야의 사례에서 도출된 것이며, 슬러리 쉴드 TBM의 적용사례로부터 도출된 이론식은 없었다.
4. 현장계측자료를 활용한 슬러리 파이프 마모 예측
싱가포르 OOO 슬러리 쉴드 TBM현장에서 버력이 배출되는 슬러리 파이프의 두께를 주기적으로 측정하여 마모량을 파악하였다. 당 현장에서 사용되었던 슬러리 파이프는 직경 20.32 cm (8 inch), 길이 6 m, 두께 13 mm의 압력배관용 탄소강관으로 일반적으로 온도는 350°C 이하 내부압력 1.0~9.8 MPa의 배관에 사용되며, 수압관, 보일러 증기관, 고층건물 물배관, 소방용 배관 등에 주로 사용되고 있다.
슬러리 파이프 두께 측정 위치는 굴착 진행방향을 기준으로 파이프별 Front, Middle, Rear의 3곳으로 구별하여 측정하였으며, 측점 위치는 다음 Fig. 9와 같이 버력 배출로 인한 마모가 가장 많이 발생하는 파이프 단면의 가장 하단 지점이며, 측정 장비는 앞서 언급한 바와 같이 포터블 초음파 측정장비(ultrasonic gauging)를 사용하였다.
당 현장의 지반조건은 Bukit Timah Granite으로 G (I)~G (V), G (III)/G (V)의 복합지반 등 다양한 암반구간을 굴착하였으며, TBM의 디스크 커터는 19인치이고, 디스크 커터 간격은 85 mm이다. 슬러리 벤토나이트의 단위중량은 1.04~1.27 ton/m3이며 평균은 1.16 ton/m3이고 버력의 단위중량은 1.14~1.29 ton/m3이며 평균은 1.23 ton/m3이었다.
측정시기는 ‘15년 4월부터 12월까지 8개월이며, 15링(21 m) 마다 각각의 위치에 해당하는 슬러리 파이프의 두께를 측정하였다.
4.1 슬러리 파이프 마모량
Fig. 10은 측정된 파이프 두께 중 세그먼트 라이닝 60링(ring) 위치마다 측정된 값을 나타내었다. 그림에서 파이프의 두께가 측정시간이 경과함에 따라 점점 줄어들다가 어느 시점이 되면 급격하게 증가하는 지점이 있는데, 두께의 최저점과 최고점 사이에서 파이프를 교체하거나 생애주기 연장을 위해 동일 위치에서 파이프를 회전하였음을 의미한다. 본 현장에서는 파이프의 생애주기를 최대화하기 위해서는 대략 120°로 회전하여 사용하였다. 측정한 자료에 의하면 파이프 두께가 6.2±1.0 mm 남았을 때 파이프의 교체 혹은 회전이 되었으며, 그 주기는 평균적으로 115±13일로 나타났다.
또한 슬러리 파이프의 일일 마모율과 굴착거리당 마모율 그리고 굴착링당 마모율을 산정하여 Fig. 11에 나타내었다. 일일 마모율은 평균 0.055±0.048 mm/day로 최소 0.011 mm/day에서 최대 0.243 mm/day까지 나타났다. 굴착거리당 마모율은 평균 0.017±0.016 mm/m로 최소 0.002 mm/m에서 최대 0.087 mm/m까지 나타났다. 굴착링당 마모율은 평균 0.024 mm/ring으로 최소 0.003 mm/ring에서 최대 0.121 mm/ring까지 나타났다. 두께 측정 위치는 파이프 별 Front, Middle, Rear 의 3곳이었으며, 각 부분에서의 굴착거리당 마모율은 평균 0.017 mm/m, 0.016 mm/m, 0.018 mm/m로 동일한 파이프 내 측정 위치에 대한 마모율의 차이는 미미하다고 볼 수 있겠다.
Bukit Timah Granite의 풍화등급에 따른 굴착거리당 그리고 굴착링당 마모율은 다음의 Table 1과 같다. G (I)~G (IV)의 암반 등급지반에서의 마모율을 거의 동일하거나 큰 차이가 없으며, 특이할 만한 점은 풍화토에 가까운 G (V) 등급지반 및 G (III)~G (V)의 복합지반에서의 마모율이 G (I)~G (IV)의 암반 등급지반에 비해서 1.5배 높게 나타났다는 점이다. G (V) 등급지반은 버력의 대부분이 화강암의 장석(feldspar)이 주로 풍화된 것으로 석영 성분이 거의 그대로 남아 있으며 이러한 석영입자들이 모래나 점토의 형태로 파이프의 하단으로 운송되면서 파이프 하단이 비교적 균질하게 마모된다. 반면에 G (I)~G (IV)의 암반 등급지반에서는 버력의 대부분이 암편의 형태로 운송되며 석영의 일부만이 노출되어 파이프 내 충돌에 의한 마모가 주로 일어나게 되어 G (V)등급지반에 비해 파이프와 만나서 마모되는 확률이 상대적으로 적게 된다. 이러한 사유로 인해 G (V) 등급지반 및 복합지반에서의 마모율이 더 큰 것으로 판단된다.
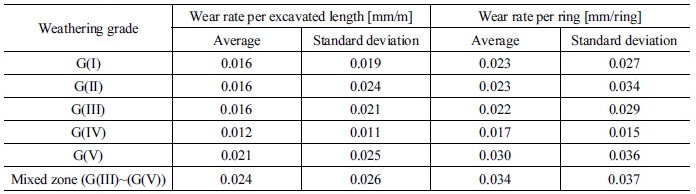
Fig. 12에 파이프 두께가 측정된 링 위치에 따른 굴착거리당 마모율을 나타내었다. TBM은 굴착 후 링설치를 진행하므로 링 번호가 증가한다는 것은 TBM과 근접하다는 것을 의미한다. Fig. 12에서 보는 바와 같이 일정구간마다 마모율이 증가하는 경향을 보이며, 전반적으로는 TBM과 가까운 위치에서의 마모율이 더 큰 것으로 나타났다. 이는 일정구간마다 암편을 포함한 버력의 이동 경로가 증가할수록 암편 자체도 마모가 되어 후반부 쪽의 파이프 마모에 영향을 적게 미쳐 생기는 현상으로 판단된다.
또한 후면부(1번 링 위치)에서 측정된 마모율의 시간에 따른 변화를 Fig. 13에 나타내었다. 시간이 경과할수록 마모율을 점점 감소하는 경향을 보였으며 그 이유는 앞에서 설명한 것과 유사하게 설명이 가능할 것으로 판단된다.
4.2 슬러리 운송 속도와 파이프 마모량
당 현장의 슬러리 운송속도는 3~4 m/s로 유지되었으며, 슬러리 운송속도와 마모율의 상관관계는 식 (3)을 이용했을 때 다음의 Fig. 14와 같다. 마모율은 슬러리 운송속도에 비례하여 증가하는 경향을 보였다. 지수는 12.99로 문헌연구에서 제시되었던 값 1~4에 비해서 3.25~12.99배 크게 나타났다. 문헌연구에서 적용되었던 사례는 석탄 운송 등의 비교적 균질한 입자크기의 슬러리 수송사례에서 도출되었으며 운송속도도 2~6 m/s로 다양한 반면에, 본 연구에서는 입자의 크기가 불균질하며 운송속도도 3~4 m/s의 제한적 점에서 지수의 차이가 발생한 것으로 사료된다. 또한 Fig. 15에 새로운 상관관계를 제시하였으며 다음의 식 (6)과 같다.
 (6)
(6)
여기서,  는 굴착거리당 마모율(mm/m),
는 굴착거리당 마모율(mm/m),  는 슬러리 운송속도(m/s)이다.
는 슬러리 운송속도(m/s)이다.
4.3 최적의 파이프 교체 및 회전 주기
최적의 파이프 교체 및 회전 주기를 산정하기 위해서는 파이프의 관리두께를 설정해야 하며, 파이프의 일일 마모율 혹은 굴진거리당 마모율을 알아야 한다. 관리두께를 지나치게 작게 할 경우에는 암편의 이동에 따른 파이프 내 충격과 긁힘으로 인한 파이프의 파괴가 생길 수 있으므로 적절한 관리두께 설정이 필요하며, 이는 운송되는 버력 등의 특성을 고려해서 설정해야 한다.
당 현장에서 측정된 마모량 자료를 근거로 하여 관리두께를 5~6 mm로 하고, 일일 마모율을 0.06 mm/day로 가정한다면 100~116일 주기로 교체 또는 회전을 수행하여야 슬러리 파이프의 파손을 예방할 수 있을 것으로 판단된다.
5. 결 론
본 연구에서는 싱가포르 슬러리 쉴드 TBM 현장에서 주기적으로 측정한 직선부 슬러리 파이프의 두께 측정 자료로부터 평균 일일 마모율과 굴착거리당 마모율을 산정하였으며, 일일 마모율은 평균 0.055 mm/day, 굴착거리당 마모율은 평균 0.017 mm/m로 나타났다.
Bukit Timah Granite의 풍화등급에 따른 마모율은 풍화토에 가까운 G (V) 등급지반 및 G (III)/G (V)의 복합지반에서의 마모율이 G (I)~G (IV)의 암반 등급지반에 비해서 1.5배 높게 나타났다.
TBM과 가까운 위치에서의 파이프 마모율이 더 큰 것으로 나타났으며, 가장 후면부인 1번 링 위치에서의 마모율은 시간이 경과할수록 점점 감소하는 경향을 보였다. 마모율은 슬러리 운송속도에 비례하여 증가하는 경향을 보였다.
또한 본 연구를 통해 향후 지반특성 별 파이프 마모율과 합리적인 관리두께 선정을 통하여 보다 최적화된 슬러리 파이프의 교체 및 회전 주기를 산정할 수 있으며, 슬러리 파이프의 회전 및 교체의 정기적인 유지관리를 통하여 슬러리 파이프의 예비부품에 대한 효과적인 관리와 다운타임 최소화에 기여할 수 있을 것으로 판단된다.
