

1. 서 론
2. 설계인자 도출을 위한 시험법
2.1 압입 시험
2.2 세르샤 마모시험
2.3 기타 시험
3. 설계변수 추정
3.1 디스크 커터의 배치 원리
3.2 TBM의 사양 및 굴진율
3.3 디스크 커터의 소모개수
4. 프로그램 제작
5. 결론 및 고찰
1. 서 론
TBM (Tunnel Boring Machine)을 사용하는 터널공사의 설계단계에서 TBM의 작용력을 산정하고 굴진율을 예측하는 작업은 매우 중요하다. 특히 디스크 커터(disc cutter)의 작용력을 추정하는 것은 커터헤드의 설계를 최적화 하고 TBM의 굴진 성능을 예측, 나아가 TBM의 운영조건을 결정하는데 필수적이라고 할 수 있다. 또한 암반을 실제로 절삭하게 되는 디스크 커터는 필연적으로 마모가 발생하게 되므로 교체가 필요한 소모품이다. 디스크 커터의 비용과 교체에 소요되는 시간은 공사를 지연시키고 공사비용을 증가시키는 원인이므로(Roby et al., 2008) 설계단계에서 디스크 커터의 수명을 추정하고 총 소요 개수를 산정하는 것은 전체 공사비와 공사기간을 산출하기 위한 중요한 정보라 할 수 있다.
이를 위하여 실대형 선형절삭시험을 통해 TBM의 설계변수를 산정하기 위한 인자를 획득하는 방법이 매우 효과적이나 대형 시험편을 획득하고 고하중 용량의 시험을 수행하는데 많은 비용과 노력이 소요된다. 그러므로 TBM의 사양을 설계하고 굴진성능, 디스크 커터의 마모도 등을 추정하기 위하여 현장 굴진자료 및 실험실 시험 결과를 기반으로 한 몇 가지 경험적인 모델이 흔히 활용되고 있다(Rostami and Ozdemir, 1993; Bruland, 1998; Rostami, 2008). 전 세계적으로 가장 널리 알려진 예측 모델로는 CSM (Corlorado Schools of Mines)모델, NTNU (Norwegian University of Science and Technology)모델, QTBM 모델 등이 있으며, 이 모델들은 일반적으로 각기 다른 시험(e.g., UCS, BTS, punch penetration, Sj and S20, Drilling Rate Index (DRI), Cerchar abrasion test, AV & AVS tests, Bit Wear Index (BWI), Cutter Life Index (CLI), etc)을 수행하여 커터 작용력 및 굴진성능, 커터 수명을 추정하는데 필요한 인자들을 획득하고 있다.
NTNU모델 및 관련 시험의 경우에는 인자를 얻는 방법이나 그 활용 내역이 공개되어 있고 국내에서도 제반 연구(Chang et al., 2011(a), Chang et al., 2011(b))가 수행되어 오고 있으며 압입시험(punch penetration test)과 세르샤 마모시험(Cerchar abrasion test)의 경우에도 관련 연구(Lee et al., 2012, Jeong et al., 2014) 가 수행된 바 있다. 본 연구에서는 압입시험과 세르샤 마모시험을 이용하여 TBM의 설계변수를 추정하는 방법에 대하여 고찰하고 일련의 설계변수 추정과정을 프로그램화 하여 그 활용도를 높이고자 하였다. 터널 연장 및 지반조건 구간 별 정보, TBM의 기계적 정보, 지반 물성정보를 입력변수로 하여 각 구간 별 굴진에 필요한 사양을 산출하고 굴진성능을 추정할 수 있었으며 디스크 커터의 소모 개수를 산정할 수 있었다.
2. 설계인자 도출을 위한 시험법
본 연구에서는 TBM의 설계변수 도출을 위한 인자획득 시험으로 압입시험(punch penetration test)과 세르샤 마모시험(Cerchar abrasiveness test)을 수행하였다. 각 시험에 대한 장비, 시료, 시험방법 등을 설명하면 다음과 같다.
2.1 압입 시험
압입시험은 암석시편에 압입자(indenter)를 압입시켜 암석의 굴진저항성을 측정하는 시험으로 시험 개념은 Fig. 1에 제시된 바와 같다. 이 시험법은 암반 내 수직 샤프트를 상향 굴착하는데 사용되는 Raise borer의 굴진성능을 평가하기 위하여 개발되어(Dollinger et al., 1998), 여러 연구자들에 의해 TBM의 성능평가를 위한 시험으로 연구되고 활용되어왔다. 압입시험에서는 압입자가 암석에 압입되어 암석을 파쇄할 때 작용하는 하중을 측정하여 하중-변위 관계를 구하게 되며 이는 TBM의 사양을 설계하는데 있어 매우 중요한 항목인 추력을 추정하는데 활용될 수 있다.
압입시험에 대한 선행연구(Jeong et al., 2014)를 통해 압입시험에서 획득한 지수들과 선형절삭시험에서 측정된 디스크 커터의 작용력 간에 우수한 상관관계가 있음이 보고된 바 있다. 또한 압입시험에서 얻은 수직하중과 압입깊이의 관계로부터 PLI (Peak Load Index)와 MLI (Mean Load Index)가 제안 되었다(Fig. 2). 두 지수는 모두 단위 압입 깊이 당 하중증가량을 나타내는 지수로 Fig. 2에서 기울기에 해당하는 값이다. PLI는 몇 가지 특이한 점에서의 기울기의 평균값으로 계산되고 MLI는 모든 구간에서 기울기의 평균값으로부터 계산되는 값이다. 이를 동일한 암석으로 수행된 선형절삭시험 결과와 비교하여 디스크 커터의 수직하중 예측 모델을 제안하였으며, 제안된 예측 모델은 그 예측 결과가 우수한 것으로 나타났다. 그러므로 본 연구에서는 선행연구에서 제안된 작용력 예측모델을 사용하여 디스크 커터의 작용력을 산정하였다.

2.2 세르샤 마모시험
세르샤 마모시험은 굴착도구의 수명 및 마모 정도를 평가하는데 사용되는 실내시험법이다. 이 시험법은 암석에 대한 금속의 마모정도를 산정하기 위한 비교적 간편하고 경제적인 방법이며 이미 그 실용성이 검증된 바 있다(Lee et al., 2012). 세르샤 마모시험은 일정 수직하중(70 N)을 받는 핀을 시험을 수행하고자 하는 암석면에 수직으로 접촉시킨 뒤 일정속도(1 mm/s)로 암석표면을 긁는데(10 mm), 시험 후, 마모된 핀의 직경의 길이로 Cerchar Abrasiveness Index (CAI)를 구한다. 총 5개의 핀으로 시험을 수행하게 되는데, 시험 후 각 핀의 긁힘 진행방향에서 측정한 지름과 이에 수직한 방향으로 측정한 지름의 평균값을 각각 구한다. 각 핀마다 2개씩 측정된 총 10개의 평균 지름에 10배를 해주면 CAI 값을 산출 할 수 있다(ASTM, 2010).
세르샤 마모시험이 어려운 경우에는 선행연구(Lee et al., 2012)의 결과를 이용하여 식 (1)과 같이 암석의 일축압축강도(Uniaxial Compressive Strength, UCS) 및 등가석영함유량(Equivalent Quartz Content, EQC)으로부터 세르샤 마모지수를 추정할 수 있다. 여기서 일축압축강도의 단위는 MPa이며, 등가석영함유량의 단위는 %이다.


2.3 기타 시험
암석의 굴진저항이나 마모도 이외에도 TBM의 설계를 위한 필수 설계인자로 커터의 배치 간격을 들 수 있다. 최적 S/p비(optimum S/p ratio)에 따라 최적의 절삭조건을 찾아 디스크커터의 간격을 결정하는데, 이와 같은 최적의 절삭조건은 커터간격(Cutter spacing, S), 커터 관입깊이(penetration depth, p)와 비에너지(specific energy)의 관계로부터 도출된다. 비에너지란 단위부피의 암석을 굴착하기 위하여 디스크 커터가 수행한 일을 의미하므로 최적의 절삭조건이란 최소의 에너지로 최대의 절삭효과를 얻을 수 있는 절삭조건을 뜻한다. 일반적으로는 고정된 커터간격 내에서 압입깊이를 증가시켰을 때 더 이상 비에너지가 감소하지 않을 때를 최적 S/p비로 정의하며(Fig. 3), 이로부터 커터 관입깊이와 함께 최적 커터간격을 결정할 수 있다.
커터 간격이 중요한 이유는 절삭효율 만이 아니라 TBM에 장착되는 커터의 개수를 결정하기 위한 인자로 사용되기 때문이다. 예를 들어 커터 간격을 좁게 설정하게 되면 커터헤드에 배치되어야 하는 디스크 커터의 개수가 증가하고 반대로 커터간격을 넓게 설정하면 개별 디스크 커터에 작용하는 수직하중이 커진다. 따라서 커터헤드의 설계 시에 최적 커터간격을 설정하는 것은 매우 중요한 문제라고 할 수 있다.
이러한 최적 커터 간격 혹은 최적 S/p비는 실대형 선형절삭시험이나 이를 모사한 수치해석적인 기법으로 도출할 수 있으며(Chang et al., 2006; Cho et al., 2010; Jeong et al., 2013), TBM의 직경에 따른 함수로 표현된 경험식으로부터 추정할 수 있는 것으로 보고되고 있다(Bruland, 1998).
3. 설계변수 추정
3.1 디스크 커터의 배치 원리
TBM 설계에 필요한 설계 인자들을 산정한 후에 디스크 커터를 커터헤드에 배열하는 작업이 이루어진다. 디스크 커터를 배열하는 방법은 TBM 제작사에 따라 상이하고 표준화된 방법 없이 과거 경험치를 고려하는 것이 일반적이다. 또한 디스크 커터의 기본 배치가 완성되면 버킷과 개구부의 위치 등을 고려하여 배치 위치에 대한 추가 수정이 이루어진다. 하지만 어떠한 경우라도 디스크 커터가 커터헤드 전부분에 고르게 배치되도록 하는 것이 중요하며 이는 커터헤드의 균형을 유지하는데 필요하기 때문이다. 버킷과 개구부를 고려하지 않은 초기 단계에서 디스크 커터를 배열하는 원리는 다음과 같다. 먼저 선형절삭시험 혹은 수치해석 분석을 통하여 최적 커터 간격(S)을 결정한다. 첫 번째 커터를 커터헤드 중심으로부터 커터간격 절반에 해당하는 거리에 위치시킨 후, 두 번째 디스크 커터부터는 이전 커터로부터 커터간격만큼 이격시킨 후 배열을 진행한다. 따라서 커터헤드 상에서 하나의 커터는 또 다른 커터와 절삭 궤적을 공유하지 않고 동심원을 그리며 절삭선을 그리게 된다. 또한 실제 TBM의 설계 시에는 첫 번째 디스크 커터를 중심으로부터 커터간격 만큼 위치시킨 후 배열을 진행하는 경우가 일반적인 것으로 알려져 있다. 또한 커터 중심부를 배열할 때에는 설계공간의 부족으로 인해 더블 디스크 커터가 흔히 사용되며 더블커터의 경우 커터간격이 고정되어 있다. 따라서 중심부분 배열에는 최적의 커터간격이 고려되지 못하는 설계사례도 종종 발생하게 된다.

본 연구에서는 디스크 커터의 작용력과 커터소모개수만을 추정하기 위해서 개별 디스크 커터가 커터헤드의 중심으로부터 떨어진 거리만을 고려하였으며, 실제로 상세한 커터헤드의 설계에는 디스크 커터의 각도 간격(angular spacing or spiral angle)이 추가적으로 고려되어야 한다. Fig. 4은 인접한 커터 각도 간격이 90°로 배열된 사례이다.
3.2 TBM의 사양 및 굴진율
TBM의 추력과 토크를 산정하기 위해서는 먼저 단일 디스크 커터에 작용하는 수직하중을 추정하여야 한다. 현재까지 공개되어 있는 CSM모델에서는 일축압축강도와 인장강도를 이용하여 단일 디스크 커터에 작용하는 수직하중과 회전하중을 추정하고 있다(Rostami and Ozdemir, 1993) 본 연구에서는 일축압축강도와 인장강도를 사용하는 대신 압입시험에서 얻은 PLI와 MLI를 사용하고자 하였으며 이에 따라 선행연구(Jeong et al., 2014)에서 제시한 작용력 예측모델을 사용하여 식 (2), 식 (3)과 같이 디스크 커터의 작용하중을 산정하였다.


 (kN)은 수직하중을 의미하며, p (mm/rev) 는 커터헤드 1회전 당 관입깊이, S (mm)는 커터간격, PLI (kN/mm)와 MLI (kN/mm)는 압입시험에서 산정된 하중지수를 의미한다.
(kN)은 수직하중을 의미하며, p (mm/rev) 는 커터헤드 1회전 당 관입깊이, S (mm)는 커터간격, PLI (kN/mm)와 MLI (kN/mm)는 압입시험에서 산정된 하중지수를 의미한다.
여기서 관입깊이는 TBM의 사양과 디스크 커터의 허용하중을 동시에 고려하여 결정되어야 하지만 현재 단계에서는 디스크 커터의 허용하중을 기준으로 작용력 예측모델을 역계산하여 최대 관입깊이를 계산할 수 있으며 이는 관입깊이에 대한 초기 가이드라인으로 활용될 수 있다. 최대 관입깊이 초과하지 않는 범위에서 관입깊이를 조절해 가며 디스크 커터의 허용하중과 이후 과정에서 뒤에서 산정될 TBM의 사양이 모두 만족되도록 검토가 이루어져야 한다.
디스크 커터 중 커터헤드 면과 직각을 이루도록 설치되는 센터커터(center cutter)와 페이스 커터(face cutter)의 경우에는 관입깊이에 대한 추가적인 고려사항이 없지만 커터헤드 최 외곽 곡선부에 설치되는 게이지 커터(gage cutter)는 TBM의 굴진방향에 기울어진 각도를 고려해 주어야 한다(Fig. 5). 게이지 커터는 굴진방향과 각도를 이루어 커터헤드에 장착되고 커터헤드 중심으로부터 멀어질수록 이 각도는 점점 커지게 된다. 게이지 커터의 기울어진 각도가 α이고, 페이스 커터의 커터헤드 1회전 당 관입깊이가 p일 때, 굴착면에 대한 게이지 커터의 실제 관입깊이는 p×cos(α)로 계산되므로, 게이지 커터의 경우에는 식(2)와 (3)에 해당 값을 입력하여 작용력을 계산하여야 한다.
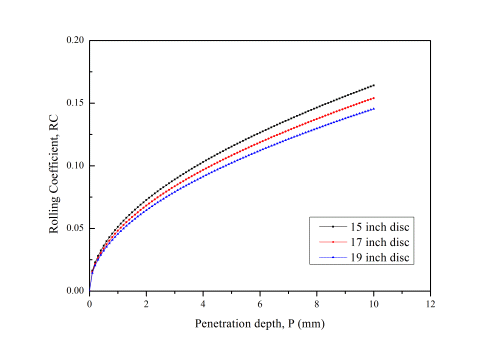
압입시험을 통해 디스크 커터의 수직력을 추정하여 TBM 설계변수 중 하나인 커터헤드 추력을 산정할 수 있으나 토크를 추정하기 위해서는 다시 개별 디스크 커터에 작용하는 회전력을 추정하여야 한다. 압입시험을 통해서는 회전력을 직접적으로 추정하는 것이 어렵기 때문에 본 연구에서는 회전계수(Rolling Coefficient, RC) 개념을 도입하여 디스크 커터의 회전력을 산정하고자 하였다. 회전 계수란 수직력에 대한 회전력의 비(Gertsch et al., 2007, Jeong et al., 2011)를 나타내는 것으로 디스크 커터의 크기와 관입깊이를 통해 계산되며 식 (4)와 같이 디스크 커터의 회전력을 산출할 수 있다.


 은 회전력,
은 회전력,  은 수직력, RC는 회전계수, R은 디스크 커터의 반지름, p는 1회전 당 관입깊이를 의미한다. Fig. 6은 관입깊이와 디스크 커터의 직경에 따른 회전계수의 변화양상을 나타낸 그래프이다. 디스크 커터의 직경이 커질수록 동일 관입깊이에서 회전계수는 감소하는 경향을 보임을 확인할 수 있다.
은 수직력, RC는 회전계수, R은 디스크 커터의 반지름, p는 1회전 당 관입깊이를 의미한다. Fig. 6은 관입깊이와 디스크 커터의 직경에 따른 회전계수의 변화양상을 나타낸 그래프이다. 디스크 커터의 직경이 커질수록 동일 관입깊이에서 회전계수는 감소하는 경향을 보임을 확인할 수 있다.
이상의 과정을 통해 얻어진 정보를 바탕으로 TBM의 주요사양 및 굴진속도는 다음과 같이 계산된다.
- 디스크 커터의 개수 :

- 추력(Thrust) :

- 토크(Torque) :
- 분당 최대 회전수(RPM) :

- TBM 동력(power) :

|
Fig. 6. Relationship between rolling coefficient and penetration depth for different disc cutter diameters |
- 굴착률(Rate of penetration) :

- 실제 굴진율(Actual rate of penetration) :

 은 TBM의 직경, N은 디스크 커터의 개수, U(%)는 가동률,
은 TBM의 직경, N은 디스크 커터의 개수, U(%)는 가동률,  는 개별 디스크 커터의 수직하중,
는 개별 디스크 커터의 수직하중,  는 개별 디스크 커터의 회전하중,
는 개별 디스크 커터의 회전하중,  는 개별 디스크 커터가 커터헤드 중심으로부터 떨어진 거리, K는 상수 값으로 TBM 직경이 7 m이하일 경우 1.3을 7 m이상일 경우 1.15를 사용한다(Rostami, 2008). p는 커터헤드 1회전 당 압입깊이,
는 개별 디스크 커터가 커터헤드 중심으로부터 떨어진 거리, K는 상수 값으로 TBM 직경이 7 m이하일 경우 1.3을 7 m이상일 경우 1.15를 사용한다(Rostami, 2008). p는 커터헤드 1회전 당 압입깊이, 는 디스크 커터의 선형 한계속도로 17인치 디스크 커터의 경우 175 m/min을 19인치 디스크 커터의 경우 200 m/min을 사용한다. 또한 토크의 단위를 kN·m로 사용할 경우 변환계수(Conversion Factor, CF)는 7이다(Rostami et al., 1996).
는 디스크 커터의 선형 한계속도로 17인치 디스크 커터의 경우 175 m/min을 19인치 디스크 커터의 경우 200 m/min을 사용한다. 또한 토크의 단위를 kN·m로 사용할 경우 변환계수(Conversion Factor, CF)는 7이다(Rostami et al., 1996).
3.3 디스크 커터의 소모개수
세르샤 마모시험을 통해 디스크 커터의 수명을 추정하기 위하여 경험식을 이용하였다. Gehring (1995)은 디스크 커터가 단위거리를 절삭하는데 소모되는 디스크 커터의 질량과 세르샤 마모지수(Cerchar abrasiveness index)와의 상관관계를 식 (12)와 같이 제안한 바 있다. 또한 정상마모를 가정한 디스크 커터는 마모에 의하여 3.5 kg의 질량 손실(17인치 직경의 디스크 커터 무게는 120∼300 kg)이 발생하면 교체하여야 한다고 제안하였다.
이러한 경험식에 근거하여 커터헤드에 장착된 각각의 디스크 커터에 대하여, 디스크 커터가 커터헤드 중심으로부터 떨어진 거리( ), 커터헤드의 1회전 당 원주 거리(
), 커터헤드의 1회전 당 원주 거리( ), 작용력 예측모델로부터 산정된 1회전 당 관입깊이(p)를 이용하여 해당 디스크 커터가 교체되기까지 TBM이 굴진하는 직선거리(Sr)를 식 (13)와 같이 계산할 수 있다. 상대적으로 중심으로부터 멀리 떨어진 디스크 커터는 커터헤드가 1회전할 때 중심으로부터 가까운 곳에 배치된 디스크 커터에 비해 긴 거리를 절삭하기 때문에 중심에 가깝게 위치한 디스크 커터에 비해 교체주기가 짧게 된다. 또한 커터헤드의 곡선부에 위치하는 게이지커터는 페이스커터에 비하여 통상적으로 15∼20%가량 수명이 짧은 것으로 알려져 있으므로 교체 기준 질량을 2.8∼3.0 kg 가량으로 설정할 수 있다. 최종적으로 터널의 구간 길이를 거리 Sr로 나누어 주면 해당 터널구간을 굴착하는데 필요한 개별 커터의 개수가 산출된다.
), 작용력 예측모델로부터 산정된 1회전 당 관입깊이(p)를 이용하여 해당 디스크 커터가 교체되기까지 TBM이 굴진하는 직선거리(Sr)를 식 (13)와 같이 계산할 수 있다. 상대적으로 중심으로부터 멀리 떨어진 디스크 커터는 커터헤드가 1회전할 때 중심으로부터 가까운 곳에 배치된 디스크 커터에 비해 긴 거리를 절삭하기 때문에 중심에 가깝게 위치한 디스크 커터에 비해 교체주기가 짧게 된다. 또한 커터헤드의 곡선부에 위치하는 게이지커터는 페이스커터에 비하여 통상적으로 15∼20%가량 수명이 짧은 것으로 알려져 있으므로 교체 기준 질량을 2.8∼3.0 kg 가량으로 설정할 수 있다. 최종적으로 터널의 구간 길이를 거리 Sr로 나누어 주면 해당 터널구간을 굴착하는데 필요한 개별 커터의 개수가 산출된다.



여기서  (g)은 디스크 커터가 교체되어야 하는 질량손실 기준을 나타낸다.
(g)은 디스크 커터가 교체되어야 하는 질량손실 기준을 나타낸다.
4. 프로그램 제작
본 연구에서는 압입시험과 세르샤 마모시험을 사용하여 TBM의 설계변수를 추정하는 기법의 활용도를 높이기 위해 일련의 설계변수 추정과정을 프로그램화 하고자 하였다. 프로그램 제작에 사용된 프로그램 코드는 Visual Basic이며 전체적인 프로그램의 모식도는 Fig. 7과 같다. PI (Punch Index)는 각각의 구간에서의 PLI와 MLI을 의미하며 PR (penetration rate)는 최대 굴진율을 의미한다.
터널의 총 연장을 암종에 따라 구분하고 각 구간별 터널 연장을 입력한다. 터널의 연장은 커터소모개수를 산출하는데 사용될 뿐만 아니라 공사기간을 산출하는데도 사용된다. 구간별 암석에 대하여 측정된 압입시험지수와 세르샤 마모시험지수를 입력하도록 하였다. 특히 세르샤 마모시험지수가 측정되지 않은 경우를 제외하고는 다른 암석 물성정보는 입력하지 않아도 되는데, 세르샤 마모시험이 수행되지 않았을 경우에는 지수를 추정하기 위해 암석의 일축압축강도와 등가석영함유량을 입력받아 세르샤 마모지수를 추정하게 된다. 이상과 같이 구간별로 필요한 정보를 입력한 다음에는 TBM의 기계정보를 입력하게 된다. TBM의 기계정보에는 TBM의 직경(mm), 커터간격(mm), 디스크 커터의 직경(inch), 디스크커터의 허용하중(kN), 디스크커터의 교체기준(g), 최외각 게이지 커터의 기울임 각, 커터헤드 곡선부의 곡률반경이 포함된다. 디스크 커터의 개수와 최대허용 RPM은 입력된 수치에 맞게 자동으로 계산되는 값이다. Fig. 9는 제작된 프로그램의 화면을 보여준다.
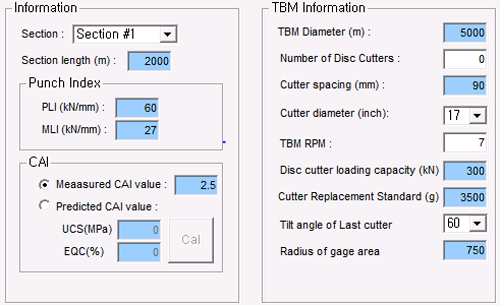
TBM의 기계정보를 바탕으로 디스크 커터의 반경방향 위치정보 및 디스크 커터의 개수를 계산하여 저장하고 이 디스크 커터의 정보를 토대로 작용력 예측모델을 사용하여 개별 디스크 커터의 작용력을 추정하게 된다. 디스크 커터의 작용력을 추정하고 최대 관입깊이를 산정할 때, 압입시험으로부터 얻은 두 개의 하중지수를 사용하여 식 (2)와 (3)에 따라 두 개의 값이 계산되도록 하였다. 따라서 구간별 추력과 토크, 커터소모량 등 모든 계산 값은 두 개의 하중지수 값에 따라서 구간별로 두 개의 값이 출력된다. Fig. 9는 Table 1에 정리한 가상의 자료를 입력하여 얻은 커터헤드 1회전 당 최대 관입깊이(mm/rev) 및 커터소모개수(개)의 산정 결과이며 Fig. 10은 구간별 소요 추력과 토크의 추정 결과를 나타내고 있다. Fig. 10에서 빨간색과 파란색 막대그래프는 각각 하중지수 PLI에 대응하는 추력과 토크를 나타내며, 녹색과 노란색 막대그래프는 각각 하중지수 MLI에 대응하는 추력과 토크를 보여준다. 또한 추력과 토크의 단위는 각각 kN, kN·m 이다. 곡선부 반경은 실제 사용된 TBM의 설계사례를 참고하여 750 mm로 설정하였으며, 최외각 커터 기울임 각은 60°로 입력되었다.
5번 구간의 하중지수가 다른 구간과 비교하여 제일 낮은 값을 가지기 때문에 5번 구간에서의 굴진율은 다른 구간에 비해 가장 크게 나타나고 있으며, 커터소모개수의 경우에는 터널구간의 길이와 세르샤 마모지수를 모두 고려하여야 하기 때문에 직관적으로 판단하기는 어려웠다. 또한 TBM의 추력과 토크는 구간별로 7,800∼8,200 kN, 1,300∼2,700 kN·m로 각각 산출 되었다. 한계  은 입력된 변수를 통해 11로 계산되었으며, 이 때 동력은 최대 토크인 구간을 기준으로 4200 kW로 추정되었다. 한편 TBM의 굴진율은 최대 관입깊이를 기준으로 4.6∼17.2 m/hr로 산출되었는데, 일반적으로 실무에서 사용되는 30%의 가동률을 적용하면 TBM의 실제 굴진율은 33.1∼122 m/day로 계산된다. 굴진율 등의 정보는 실제 현장에서 흔히 얻어지는 값 보다는 비교적 큰 값이 도출되었는데, 이는 가상의 터널정보와 가상의 암석시험 결과를 사용한 점을 고려하여야 하며, 디스크 커터의 허용하중으로부터 계산된 최대 관입깊이를 사용하였기 때문인 것으로 판단된다.
은 입력된 변수를 통해 11로 계산되었으며, 이 때 동력은 최대 토크인 구간을 기준으로 4200 kW로 추정되었다. 한편 TBM의 굴진율은 최대 관입깊이를 기준으로 4.6∼17.2 m/hr로 산출되었는데, 일반적으로 실무에서 사용되는 30%의 가동률을 적용하면 TBM의 실제 굴진율은 33.1∼122 m/day로 계산된다. 굴진율 등의 정보는 실제 현장에서 흔히 얻어지는 값 보다는 비교적 큰 값이 도출되었는데, 이는 가상의 터널정보와 가상의 암석시험 결과를 사용한 점을 고려하여야 하며, 디스크 커터의 허용하중으로부터 계산된 최대 관입깊이를 사용하였기 때문인 것으로 판단된다.
5. 결론 및 고찰
본 연구에서는 CSM모델의 이론을 기본으로 하여 압입시험과 세르샤 마모시험을 통해 시험지수를 획득하고 이를 이용하여 TBM의 설계변수 추정하는 방법에 대하여 고찰하였다. 압입시험에서는 작용력 및 굴진율 추정에 필요한 지수를 얻을 수 있고 세르샤 마모시험에서는 디스크 커터의 소모개수 추정에 필요한 지수를 각각 얻을 수 있다. 압입시험의 시험결과와 실대형 절삭시험의 상관관계를 기반으로 한 예측 모델을 사용하여 디스크 커터에 작용하는 수직하중 및 회전하중을 추정할 수 있고 이를 통해 TBM의 핵심사양 중 하나인 추력과 토크를 계산할 수 있었다. 이 외에도 핵심 사양인 최대 한계 RPM, 동력 등을 산정할 수 있으며 본 연구에서 예시로 사용한 가상의 TBM의 경우에는 한계  은 11, 동력은 4,200 kW로 계산되었으며 TBM의 굴진율은 4.6∼17.2 m/hr로 산출되었다. 또한 일반적으로 사용되는 30%의 가동률을 적용하면 TBM의 실제 굴진율은 33.1∼122 m/day로 계산된다. 본 계산 값은 가상의 터널정보와 가상의 암석시험 결과로부터 추정되었고 또한 한계 관입깊이를 사용하였기 때문에 실제 현장에서 흔히 얻어지는 굴진율과는 상이한 결과임을 고려하여야 할 것이다. 또한 계산된 TBM의 굴진율과 세르샤 마모시험결과로부터 터널을 굴착하는데 소요되는 디스크 커터의 개수를 추정할 수 있었다. 본 연구에서 예시로 사용한 가상의 터널(직경 5 m)에서는 터널 1 km를 굴착하는데 구간별로 100여개 가량의 17인치 디스크 커터가 필요한 것으로 추정할 수 있었다. 터널을 굴착하는데 소요되는 디스크 커터의 개수는 암석의 마모도를 나타내는 세르샤 마모지수 뿐만 아니라 TBM의 가동조건인 굴진율과 사양에도 크게 영향을 받는 것으로 나타났다. 이러한 추정방법의 활용도를 높이기 위하여 일련의 계산과정을 프로그램화 하고자 하였다. 터널의 구간정보와 함께 구간별 암석시험결과를 입력받아 개략적인 TBM 기계정보를 사용하여 개별 디스크 커터의 작용력과 소요 추력, 크 등을 계산할 수 있었으며 구간별 커터헤드의 1회전 당 최대 관입깊이와 구간별 디스크 커터의 소모개수를 산출할 수 있었다. 다만 보다 실제 설계에서의 활용도를 높이기 위하여 커터헤드의 구조적인 안정성을 검토하기 위한 기능을 추가하여야 할 것으로 판단되었으며 예측모델의 신뢰도 검토를 위한 현장 굴진데이터와의 비교 검증이 필요할 것으로 사료되었다.
은 11, 동력은 4,200 kW로 계산되었으며 TBM의 굴진율은 4.6∼17.2 m/hr로 산출되었다. 또한 일반적으로 사용되는 30%의 가동률을 적용하면 TBM의 실제 굴진율은 33.1∼122 m/day로 계산된다. 본 계산 값은 가상의 터널정보와 가상의 암석시험 결과로부터 추정되었고 또한 한계 관입깊이를 사용하였기 때문에 실제 현장에서 흔히 얻어지는 굴진율과는 상이한 결과임을 고려하여야 할 것이다. 또한 계산된 TBM의 굴진율과 세르샤 마모시험결과로부터 터널을 굴착하는데 소요되는 디스크 커터의 개수를 추정할 수 있었다. 본 연구에서 예시로 사용한 가상의 터널(직경 5 m)에서는 터널 1 km를 굴착하는데 구간별로 100여개 가량의 17인치 디스크 커터가 필요한 것으로 추정할 수 있었다. 터널을 굴착하는데 소요되는 디스크 커터의 개수는 암석의 마모도를 나타내는 세르샤 마모지수 뿐만 아니라 TBM의 가동조건인 굴진율과 사양에도 크게 영향을 받는 것으로 나타났다. 이러한 추정방법의 활용도를 높이기 위하여 일련의 계산과정을 프로그램화 하고자 하였다. 터널의 구간정보와 함께 구간별 암석시험결과를 입력받아 개략적인 TBM 기계정보를 사용하여 개별 디스크 커터의 작용력과 소요 추력, 크 등을 계산할 수 있었으며 구간별 커터헤드의 1회전 당 최대 관입깊이와 구간별 디스크 커터의 소모개수를 산출할 수 있었다. 다만 보다 실제 설계에서의 활용도를 높이기 위하여 커터헤드의 구조적인 안정성을 검토하기 위한 기능을 추가하여야 할 것으로 판단되었으며 예측모델의 신뢰도 검토를 위한 현장 굴진데이터와의 비교 검증이 필요할 것으로 사료되었다.
