

1. 서 론
2. 실험방법
2.1 실험체 제작 및 선형절삭실험 방법
2.2 디스크커터 축에 작용하는 축응력과 토크의 계측방법
2.3 디스크커터의 온도 변화 측정
3. 디스크커터 축에 작용하는 축응력과 토크 측정결과
4. 디스크커터의 온도변화 측정결과
5. 결 론
1. 서 론
디스크커터(disc cutter)는 암석을 절삭하기 위해 TBM의 면판(cutterhead)에 설치되는 도구(tools)이다. 특히 경암에서 디스크커터는 가장 효율적이고 보편적인 수단으로 사용되고 있다. TBM의 면판에 설치되는 절삭도구는 치즐(chisel)과 디스크커터가 있고, 디스크커터는 형상에 따라 CCS (Constant Cross Section)타입과 V (V cross section)타입으로 구분된다. 현재 V타입의 디스크커터는 끝부분(cutter tip)의 고르지 않은 마모로 인하여 디스크커터의 교체의 원인이 되기 때문에 특별한 경우를 제외하면 사용하지 않고, CCS타입이 대부분 사용되고 있다(Balci and Tumac, 2012).
TBM을 이용하여 효율적으로 지반을 굴착하기 위해서는 TBM의 직경, 동력, 추력, 토크, RPM, 디스크커터의 크기 및 형상과 커터작용력(cutter force), 그리고 지반조건 등과 같은 각 요소의 적절한 연계가 필요하다. 특히 디스크커터가 받는 커터작용력은 TBM의 추력과 토크, 동력 등의 설계에 중요하게 고려되어야 하는 요소이다.
CCS타입의 디스크커터가 대중화되기 전에 V타입의 디스크커터에 작용하는 커터작용력을 예측하기 위해 가장 많이 사용된 예측모델은 Roxborough and Phillips (1975)의 모델이다. 이 모델은 V타입의 디스크커터에 작용하는 연직작용력을 디스크커터와 암석의 수직방향에서의 접촉면적에 암석의 압축강도를 곱하여 추정하였다. 그리고 연직작용력(normal force)과 디스크커터와 암석접촉면의 각도로부터 수평작용력(rolling force)을 산정하였다.
현재 가장 많이 사용되는 CCS타입 디스크커터의 커터작용력을 예측하는 대표적인 모델은 CSM모델이다. 이 모델은 TBM의 성능을 예측하고 면판설계를 최적화하기 위하여 이론적인 연구와 선형절삭실험(linear cutting test)에서 측정한 커터작용력 결과들로부터 디스크커터에 작용하는 커터작용력을 예측하였다. 이 모델에서는 디스크커터의 반경, 커터 팁의 폭, 디스크커터와 암석접촉면의 각도, 그리고 디스크커터와 암석접촉면에서의 압력분포를 통하여 커터의 연직작용력과 수평작용력를 추정하였다(Rostami and Ozdemir, 1993; Rostami, 1997). 더불어 Rostami et al. (1996)은 CSM모델의 연직작용력과 수평작용력으로부터 추력, 토크, RPM, 동력과 같은 장비성능을 예측하는 수식을 제시하였다.
Chang et al. (2011)은 선형절삭실험으로부터 디스크커터의 평균작용력과 평균관입깊이, 평균커터간격을 예측하는 모델식을 제시하였고, 제시된 모델식으로부터 추정된 결과를 국내 TBM현장에서 수집된 추력, 토크, TBM의 직경, 디스크커터의 수와 같은 굴진자료로부터 변환된 커터작용력 등과 비교하여 개발된 모델을 검증하였다. 또한 Chang et al. (2012)은 디스크커터에 변형률게이지를 설치하고 선형절삭실험을 수행하는 동안 디스크커터의 커터 링에 발생하는 변형률을 측정하여 커터 링에 발생하는 연직응력과 원주방향 변형률 사이에는 선형적인 관계가 있고 또한 선형탄성 거동을 보인다고 보고하였다.
Entacher et al. (2012)은 TBM의 전체 추력을 디스크커터의 개수로 나눈 평균 디스크커터 작용력에 비해 선형절삭실험으로부터 얻어진 디스크커터의 작용력이 더 크게 나타난다는 점을 고려하여 기존의 선형절삭실험에서 디스크커터 상부에 설치되는 3방향 로드셀 대신에 디스크커터의 거치대(housing)에 볼트방식을 적용한 로드셀을 이용하여 실제 TBM에서 디스크커터의 작용력을 측정하는 방법을 실험으로 검토하였다.
지금까지 기존의 연구는 디스크커터의 커터작용력을 측정하거나 예측하는 연구가 대부분이었다. 현재 디스크커터는 직경에 따른 내하능력에 대한 범위가 제시(KTA, 2008)되어 있지만 커터작용력이 디스크커터의 내부에 미치는 영향에 대한 연구는 미비한 상황이다. 또한 저비용의 고성능 디스크커터를 제작하기 위해서는 디스크커터의 축(shaft)에 작용하는 축력, 베어링(bearing)이 부담하는 하중, 디스크커터에 작용하는 토크, 재하조건에서의 커터 링의 강성 등과 같이 디스크커터에 작용하는 하중을 디스크커터의 각 부분별로 파악하는 연구가 필요하다.
본 연구에서는 디스크커터의 축에 변형률게이지와 열전대를 설치하여 선형절삭실험동안 디스크커터의 축(shaft)에 작용하는 축응력(axial stress)과 토크(torque) 그리고 디스크커터 내부와 커터 링의 표면온도를 측정하여 디스크커터에 작용하는 하중조건과 온도조건을 파악하고자 하였다.
2. 실험방법
2.1 실험체 제작 및 선형절삭실험 방법
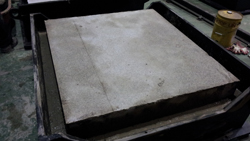
본 연구에서는 평균 압축강도가 178.44 MPa인 황등화강암을 사용하여 길이 1.3 m, 폭 1.15 m, 높이 0.4 m인 암석실험체를 제작하였고 이를 LCM (Linear Cutting Machine)의 대차에 설치한 후 Fig. 1과 같이 암석실험체에 충분한 구속이 가해질 수 있도록 대차와 암석실험체 사이에 모르타르를 채워 넣었다. 실험에 사용된 황등화강암의 역학적 특성은 Table 1과 같다.
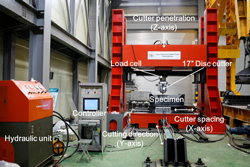
선형절삭실험은 Fig. 2와 같이 암석실험편이 설치된 대차 상부에 디스크커터를 설치한 다음, X축방향의 액츄에이터를 이용하여 절삭간격을 조절하고 Z축방향의 액츄에이터를 사용하여 디스크커터의 관입깊이를 조절한다. 사전에 결정된 관입깊이와 절삭간격의 조절이 완료되면 Y축방향으로 암석의 절삭이 이루어지며, 이때 디스크커터 상부에 설치되어 있는 3분력 로드셀로부터 디스크커터에 작용하는 연직력(normal force, Z축방향), 회전력(rolling force, Y축방향), 측력(side force, X축방향)이 측정된다. 본 실험에서 사용한 디스크커터는 직경이 432 mm(17인치)인 CCS타입이다.
선형절삭실험에 사용하는 암석실험체는 무결암으로 제작되고 적절한 실험체 크기로 가공하였기 때문에 표면이 일정하다. 따라서 연속적인 굴착에 의해 이미 손상을 받은 실제 TBM터널의 굴진면과 유사한 조건을 모사하기 위하여 Rostami (1997)는 선형절삭실험의 본 절삭실험 전에 사전절삭(pre-conditioning)을 실시하였다. 본 연구에서도 마찬가지로 선형절삭실험을 수행하기 전에 본 절삭 실험조건과 동일한 커터 간격(70 mm, 90 mm)과 커터 관입깊이(3 mm, 5 mm, 7 mm)로 사전절삭을 2회 실시하여 실제 TBM 굴진과 유사하게 굴진면을 모사한 다음 선형절삭실험을 수행하였다.
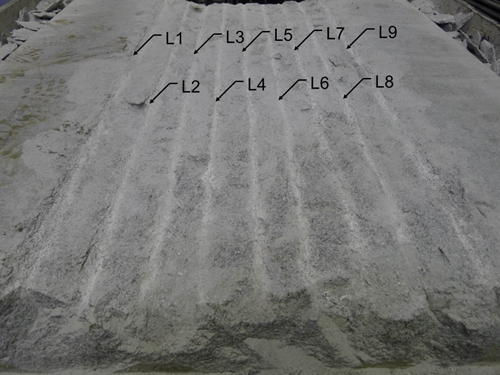
절삭작업은 암석실험체에 대해 커터간격이 70 mm인 경우에는 총 9개 라인을 절삭하였고 커터간격이 90 mm인 경우에는 총 7개 라인을 절삭하였다. Fig. 3과 같이 커터간격이 70mm인 경우의 예를 들면, 실험체의 좌․우측 절삭선은 인접한 커터들의 절삭에 의한 상호작용의 영향이 작기 때문에 중앙부의 2~8번 절삭선에서 얻어진 실험결과들만을 분석에 활용하였다. 또한 절삭깊이가 깊어질수록 최외측 절삭선의 절삭 시에 디스크커터의 허브(Hub)이 암석표면에 닿기 때문에 커터관입깊이가 5 mm와 7 mm인 경우에는 3~7번과 4~6번의 결과를 활용하였다. 커터간격이 90 mm인 경우에도 마찬가지로 외측의 절삭선 결과를 제외하고 결과를 분석하였다.
2.2 디스크커터 축에 작용하는 축응력과 토크의 계측방법
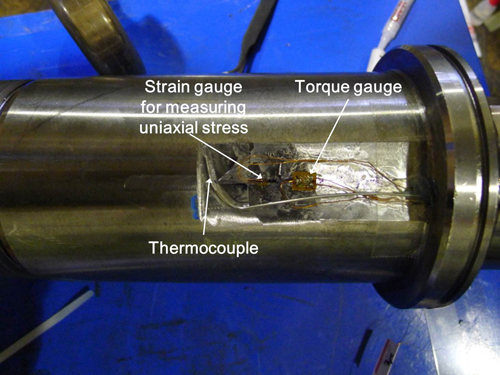
본 연구에서는 선형절삭실험 중에 디스크커터 축(shaft)에 발생하는 축응력(axial stress)과 토크(torque)를 측정하기 위하여 Fig. 4와 같이 디스크커터 축(shaft)의 표면 일부를 가공하여 축응력과 토크를 측정할 수 있는 변형률게이지를 설치하였다. 변형률게이지는 커터 링이 설치되는 중앙부에 설치하였으며, 연결선은 디스크커터의 축을 따라 연결하여 디스크커터의 허브(hub)와 축사이를 고정시키는 옆판(seal carrier)과 덮개(cover)를 관통시켜 외부로 나오게 하였다.
변형률게이지들과 디스크커터 상부의 3분력 로드셀은 데이터로거(DS-NET ver3.3.5)에 연결하여 변형률과 3방향 커터 작용력을 수집 및 저장하였다. 본 연구에서는 선형절삭실험의 1회 절삭 시 약 20초가 소요되는 점과 데이터의 왜곡이 나타나지 않는 데이터의 수를 고려하여 자료획득속도(sampling rate)를 500 Hz로 정하고 데이터를 저장하였다.
축응력 산정을 위해 측정된 변형률은 다음의 식 (1)을 사용하여 디스크커터의 축에 작용하는 축방향(longitudinal)응력으로 환산하였고, 토크 산정을 위해 측정된 변형률은 다음의 식 (2)를 이용하여 디스크커터의 축에 작용하는 토크로 환산하였다.
 (1)
(1)
여기서  는 디스크커터 축의 축응력(axial stress),
는 디스크커터 축의 축응력(axial stress),  는 디스크커터 축의 탄성계수(elastic modulus, 210 GPa),
는 디스크커터 축의 탄성계수(elastic modulus, 210 GPa),  는 디스크커터 축에서 측정된 축방향변형률(strain for measuring axial stress)이다.
는 디스크커터 축에서 측정된 축방향변형률(strain for measuring axial stress)이다.
 (2)
(2)
여기서  는 디스크커터 축의 토크(torque),
는 디스크커터 축의 토크(torque),  는 디스크커터 축에서 측정된 변형률(strain for measuring torque),
는 디스크커터 축에서 측정된 변형률(strain for measuring torque),  는 디스크커터 축의 탄성계수(elastic modulus, 210 GPa),
는 디스크커터 축의 탄성계수(elastic modulus, 210 GPa),  는 디스크커터 축의 극단면계수(polar modulus of section),
는 디스크커터 축의 극단면계수(polar modulus of section),  는 디스크커터 축의 포아송비(Poisson’s ratio)이다. 디스크커터 축의 극단면계수는 다음의 식 (3)으로부터 계산할 수 있다.
는 디스크커터 축의 포아송비(Poisson’s ratio)이다. 디스크커터 축의 극단면계수는 다음의 식 (3)으로부터 계산할 수 있다.
 (3)
(3)

여기서  는 디스크커터 축의 극단면계수(polar modulus of section),
는 디스크커터 축의 극단면계수(polar modulus of section),  는 디스크커터 축의 직경(diameter)이다.
는 디스크커터 축의 직경(diameter)이다.
2.3 디스크커터의 온도 변화 측정
2.3.1 열전대에 의한 디스크커터 내부와 커터 링 표면의 온도측정
본 연구에서는 선형절삭실험 중 발생하는 디스크커터 내부의 온도와 커터 링 표면의 온도 변화를 파악하기 위해 Fig. 4와 같이 디스크커터 내부에 열전대를 설치하고 Fig. 5와 같이 커터 링의 표면에 8개의 열전대를 설치하여 실험 중 디스크커터 내․외부의 온도 변화를 측정하였다. 각 열전대는 2.2절에서와 같이 데이터로거에 연결하고 자료획득속도(sampling rate)를 500 Hz로 하여 온도 데이터를 저장하였다
2.3.2 적외선 열화상 측정에 의한 디스크커터 표면의 온도 측정
|
|
(a) Infrared thermal camera | (b) Infrared thermal image |
Fig. 6. Measurement of temperature on the disc cutter by infrared thermal camera | |

본 연구에서는 디스크커터 내부의 온도와 커터 링 표면의 온도 측정과 더불어 Fig. 6(a)와 같은 적외선 열화상 카메라(infrared thermal camera)를 이용하여 절삭작업 중 발생하는 온도 변화를 파악하였다. 적외선 열화상 카메라를 이용한 측정방법은 대단면에 대해서도 빠른 속도로 온도를 측정하여 촬영대상 피사체의 변형을 파악할 수 있으며, 특정 위치에서 시간 경과에 따른 온도변화를 파악할 수 있다는 장점을 가지고 있다. 또한 디지털 카메라를 장착할 경우, 실제 화면과 열화상 화면을 동시에 촬영하여 상호 간의 중첩과 비교가 가능하다.
본 연구에서 사용된 적외선 열화상 카메라는 비냉각식 FPA microbolometer로서, 측정 가능한 온도범위는 0~650℃이고 정밀도는 ±2℃이다. 또한 디지털 이미지의 분해능은 320 × 240 픽셀(pixel)이며 파장대역은 7.5~13 μm이다. 본 연구에서 수행된 실시간 적외선 열화상 측정장면은 Fig. 6(b)와 같으며, Fig. 6(b) 중앙부의 사각형 내부(Ar1)의 최대온도를 분석하였다.

3. 디스크커터 축에 작용하는 축응력과 토크 측정결과
본 연구에서는 황등화강암을 대상으로 커터간격(S)이 각각 70 mm와 90 mm이고 커터관입깊이(P)가 3, 5, 7 mm인 조건에 대한 선형절삭실험에서 디스크커터의 축에 발생하는 축응력과 토크를 측정하였으며, Fig. 7은 커터간격(S)이 70 mm, 커터관입깊이가 7 mm인 경우이다. Fig. 8과 Fig. 9는 커터관입깊이에 따라 디스크커터의 축에 발생하는 축응력과 토크의 최대값과 평균값을 도시한 것이다. 축응력은 커터간격이 90 mm이고 커터관입깊이가 3 mm인 경우(S/P ratio=30)의 최대 축응력결과를 제외하면 커터관입깊이가 깊어짐에 따라 증가하는 경향을 나타내었다. 문헌에 의하면 커터간격이 커터관입깊이에 비해 넓어서 인접 절삭과정과의 상호작용이 나타나지 않을 경우 단일 절삭과정이 될 수 있다고 알려져 있다(KTA, 2008). 따라서 커터간격이 90 mm이고 커터관입깊이가 3mm인 경우의 최대 축응력 결과가 커터관입깊이가 5 mm인 경우보다 큰 것은 인접 절삭과정과의 상호작용이 나타나지 않았기 때문으로 판단된다. 그러나 반복적인 절삭작업에 의해 인접 절삭과정과의 상호작용이 불규칙적으로 나타남에 따라 평균 축응력은 5 mm인 경우보다 0.2 MPa 작게 나타나서, 커터관입깊이가 깊어짐에 따라 축응력은 증가하는 경향을 가지는 것으로 판단할 수 있다.


|
|
(a) Cutter spacing: 70 mm | (b) Cutter spacing: 90 mm |
Fig. 10. Relationship between maximum axial stress in shaft and cutter normal force | |
디스크커터의 축에 작용하는 축응력의 최대값은 11.3 MPa로 측정되었으며, 각 조건별 평균 축응력은 3.1~4.9 MPa로 나타났다. 커터관입깊이가 3 mm인 경우에서는 커터간격이 넓을 경우에 축응력의 최대값이 더 컸으나, 5 mm와 7 mm인 경우에는 커터간격이 넓을 경우에 축응력의 최대값이 더 작아지는 경향이 나타났다. 이것은 S/P비에 따른 영향인 것으로 판단되며, 실제로 S/P비가 커질수록 최대 축응력은 작아지는 경향을 보였다. 그러나 커터간격이 90 mm이고 커터관입깊이가 3 mm인 경우의 최대 축응력 결과가 이러한 경향에서 벗어나는 것은 앞서 말한 바와 같이 인접 절삭과정과의 상호작용이 나타나지 않았기 때문인 것으로 생각된다.

디스크커터의 축에 작용하는 토크의 최대값은 171 kN·m로 측정되었으며, 각 조건별 평균 토크는 33.7~65.9 kN·m로 나타났다. 하지만 디스크커터에 작용하는 축응력 결과와 달리, 토크의 결과는 커터관입깊이에 따른 일정한 경향을 찾을 수 없었다.
Fig. 10부터 Fig. 14까지는 디스크커터에 작용하는 연직력(normal force), 회전력(rolling force)과 디스크커터 축에 작용하는 축응력, 토크사이의 관계를 도시한 것이다. 디스크커터 축에 작용하는 최대 축응력과 연직력은 70 mm와 90 mm의 커터간격 모두에서 각각 상관계수(correlation coefficient, R)가 0.966과 0.803으로 나타나 좋은 상관성을 가졌다(Fig. 10). 최대 축응력과 토크사이의 관계는 70 mm와 90 mm의 커터간격에서 각각 상관계수가 0.452와 0.699로 나타났으며(Fig. 11), 최대 축응력과 회전력사이에서는 90 mm의 커터간격에서 0.558의 상관계수가 나타났으나, 70 mm의 커터간격에서는 상관성이 없는 것으로 나타났다(Fig. 12). 최대 연직력과 토크사이의 관계에서는 70 mm와 90 mm의 커터간격에서 각각 상관계수가 0.484와 0.398로 나타났다(Fig. 13).
Rostami and Ozdemir (1993)와 Rostami et al. (1996)은 그들이 제안한 TBM의 토크를 결정하는 간편식에서 디스크커터의 회전력으로부터 토크를 산정한 바 있다. 그러나 본 연구에서 회전력과 토크사이의 관계를 살펴본 바에 의하면 상관성이 없는 것으로 판단되었다(Fig. 14). 앞의 결과들로부터 디스크커터 축에 작용하는 축응력과 토크는 주로 디스크커터의 연직력과 상관성이 높다는 것을 알 수 있었다.

선형절삭실험 중 각 절삭선마다 최대 축응력이 발생할 때의 연직력을 찾고 연직력을 커터관입깊이(P)에 따라 변하는 연직방향에서의 힘의 작용면적으로 나누어 연직응력을 산정한 다음, 연직응력에 대한 최대 축응력의 비( /
/ )를 구해본 결과,
)를 구해본 결과,  /
/ 는 19.92~34.51의 범위에서 평균 28.77±4.38인 것으로 나타났다. 즉 연직응력이 최대 축응력의 29배 정도로 나타남을 추정할 수 있었다. 같은 방법으로 최대 축응력이 발생할 때의 토크를 찾고 토크를 디스크커터 축의 단면계수(modulus of section)으로 나누어 토크를 응력으로 환산한 다음, 토크의 환산응력에 대한 최대 축응력의 비(
는 19.92~34.51의 범위에서 평균 28.77±4.38인 것으로 나타났다. 즉 연직응력이 최대 축응력의 29배 정도로 나타남을 추정할 수 있었다. 같은 방법으로 최대 축응력이 발생할 때의 토크를 찾고 토크를 디스크커터 축의 단면계수(modulus of section)으로 나누어 토크를 응력으로 환산한 다음, 토크의 환산응력에 대한 최대 축응력의 비( /
/ )를 구해본 결과,
)를 구해본 결과,  /
/ 는 72.88~166.05의 범위에서 평균 124.94±22.62인 것으로 나타났다. 그리고 최대 축응력이 발생할 때의 회전력에서는 회전력을 디스크커터가 암석에 관입된 면적(커터진행방향의 단면적)으로 나누어 회전응력을 산정한 다음, 회전응력에 대한 최대 축응력의 비(
는 72.88~166.05의 범위에서 평균 124.94±22.62인 것으로 나타났다. 그리고 최대 축응력이 발생할 때의 회전력에서는 회전력을 디스크커터가 암석에 관입된 면적(커터진행방향의 단면적)으로 나누어 회전응력을 산정한 다음, 회전응력에 대한 최대 축응력의 비( /
/ )를 구해본 결과,
)를 구해본 결과,  /
/ 는 1.20~154.36의 범위에서 평균 45.39 ± 34.63인 것으로 나타났다. 또한 최대 연직력이 발생할 때의 토크에서는 토크의 환산응력에 대한 최대연직응력의 비(
는 1.20~154.36의 범위에서 평균 45.39 ± 34.63인 것으로 나타났다. 또한 최대 연직력이 발생할 때의 토크에서는 토크의 환산응력에 대한 최대연직응력의 비( /
/ )가 1.88~6.01의 범위에서 평균 4.46 ± 1.08인 것으로 나타났으며, 따라서 토크환산응력이 최대 연직응력의 4.5배 정도로 나타남을 추정할 수 있었다.
)가 1.88~6.01의 범위에서 평균 4.46 ± 1.08인 것으로 나타났으며, 따라서 토크환산응력이 최대 연직응력의 4.5배 정도로 나타남을 추정할 수 있었다.

4. 디스크커터의 온도변화 측정결과
디스크커터의 온도는 디스크커터에서 발생하는 진동 그리고 디스크커터의 분당회전수와 더불어 디스크커터의 마모를 예측하는 중요한 변수이다(Shanahan and Box, 2011). 본 연구에서는 선형절삭실험 중에 열전대와 적외선 열화상카메라를 이용하여 디스크커터의 내부와 외부의 온도변화를 측정하고자 하였다.
Fig. 15는 디스크커터의 내부에 설치된 열전대에 의해 측정된 온도변화의 예이고 Fig. 16은 디스크커터의 표면에 설치된 9개의 열전대에 의해 측정된 온도변화의 예이다. Fig. 15와 Fig. 16 모두에서 디스크커터의 절삭거리에 따라 온도의 변화는 거의 없는 것으로 측정되었다.
그러나 적외선 열화상카메라로 측정한 Fig. 17의 디스크커터의 온도는 절삭거리에 따라 온도의 변화가 크게 나타난다. 이것은 적외선 열화상카메라가 선형절삭실험 도중 발생하는 암석과 커터 링의 마찰에 의한 순간적인 불꽃을 측정한 것과 암석파편에서 나타나는 온도를 측정하기 때문이다. 따라서 디스크커터의 커터 링 온도를 측정하는 작업에는 적외선 열화상카메라를 이용하는 것은 바람직하지 않은 것으로 판단된다.
|
|
(a) Cutter penetration depth: 5 mm | (b) Cutter penetration depth: 7 mm |
Fig. 17. Examples of variation of temperature measured by infrared thermal camera (cutter spacing: 90 mm) | |
본 연구에서는 열전대에 의해 측정된 디스크커터의 내부온도와 커터링 표면의 온도결과로부터 TBM의 절삭작업 중 디스크커터에 발생하는 온도를 추정해 보기 위하여, 설정된 조건에 따라 분리되어 진행되는 선형절삭실험을 연속적으로 절삭이 이루어진다고 가정한 상태에서 TBM의 절삭작업 중 디스크커터의 온도증가를 예측해 보았다.
Table 2~5는 커터간격별로 선형절삭실험동안 발생하는 디스크커터의 내부와 커터링 표면에 발생하는 최대온도와 평균온도를 정리한 것이다. 먼저 Table 2와 Table 3과 관련하여 선형절삭실험이 연속적으로 이루어진다고 가정했을 때 절삭거리를 산정해보면 총 절삭선은 32개이며 하나의 선은 1.3 m을 절삭하므로 총 절삭거리는 41.6 m이다. Table 2와 Table 3에서 커터관입깊이가 7 mm인 6번 절삭선(L6)에서의 각 온도에서 커터관입깊이가 3 mm인 2번 절삭선(L2)에서의 각 온도를 뺀 값이 표의 하단에서 두 번째의 온도차이(temperature difference)이고 온도차이를 총 절삭거리로 나눈 값이 온도변화율(temp. gradient)이다. 커터간격이 70 mm인 경우에 디스크커터 내부온도의 변화율은 최대와 평균 모두 0.1℃/m로 산정되었고, 커터링 표면의 온도변화율은 0.15~0.17℃/m로 나타났다(Table 2와 Table 3).
Table 4와 Table 5는 커터간격이 90 mm인 경우의 디스크커터 내부온도와 커터 링 표면의 온도의 변화결과이다. 여기서는 커터관입깊이가 7 mm인 4번 절삭선(L4) 실험 이후, 시간간격이 다른 실험에 비해 길어서 온도의 저하가 크게 발생하였기 때문에 커터관입깊이가 7 mm인 5번 절삭선(L5)의 결과를 제외하고 총 절삭거리를 산정하였다. 앞에서와 마찬가지로 선형절삭실험이 연속적으로 이루어진다고 가정했을 때 절삭거리를 산정해보면 총 절삭선은 23개이며 하나의 선은 1.3 m을 절삭하므로 총 절삭거리는 29.9 m이다. Table 4와 Table 5에서 커터관입깊이가 7 mm인 4번 절삭선(L4)에서의 각 온도에서 커터관입깊이가 3 mm인 2번 절삭선(L2)에서의 각 온도를 뺀 값이 표의 하단에서 두 번째의 온도차이(temperature difference)이고 온도차이를 총 절삭거리로 나눈 값이 온도변화율(temp. gradient)이다. 커터간격이 90 mm인 경우에 디스크커터 내부온도의 변화율은 최대와 평균 모두 0.09℃/m로 산정되었고, 커터링 표면의 온도변화율은 0.13~0.23℃/m로 나타났다(Table 4와 Table 5).
위의 결과는 각각의 선형절삭실험을 연속적으로 절삭이 이루어진다고 가정하였기 때문에 실험 중간에 손실되는 열은 고려하지 못한 점에서 한계를 가지고 있다. 그러나 TBM 굴진 중 디스크커터의 온도를 측정한 자료가 현재 발표되지 않았기 때문에 굴진 중 디스크커터의 온도를 예측하는 기초자료로서 활용할 수 있을 것으로 판단된다.
5. 결 론
본 연구에서는 황등화강암을 대상으로 커터간격이 70 mm와 90 mm이고 커터관입깊이가 3. 5. 7 mm인 조건에 대한 선형절삭실험에서 디스크커터의 축에 발생하는 축응력과 토크 그리고 디스크커터의 내부온도, 커터 링 표면의 온도, 적외선 열화상카메라에 의한 온도측정이 수행되었다. 이상의 연구로부터 도출된 주요 결과들을 정리하면 다음과 같다.
1.본 연구에서의 디스크커터에 작용하는 축응력은 최대 11.3 MPa로 나타났고 커터관입깊이가 깊어질수록 증가하는 경향을 보였다. 하지만 디스크커터에 작용하는 토크는 최대 171 kN·m로 측정되었으나, 커터관입깊이에 따른 일정한 경향은 나타나지 않았다.
2.디스크커터에 작용하는 연직력과 회전력 그리고 디스크커터에 작용하는 축응력과 토크사이의 상관성을 분석해 본 결과, 축응력과 토크는 주로 디스크커터의 연직력과 상관성이 높다는 것을 알 수 있었으며, 특히 최대 축응력과 연직력이 가장 좋은 상관성을 나타내었다. 기존의 연구결과로 추정해볼 때 회전력과 토크사이의 관계가 좋을 것으로 예상되었으나, 오히려 토크는 축응력과 연직력과의 상관성이 상대적으로 높게 나타났다.
3.연직력, 회전력, 축응력, 토크의 측정 결과를 응력으로 환산하여 서로 비교한 결과, 연직응력이 최대 축응력의 29배정도로 나타남을 예상할 수 있었고 토크의 환산응력이 최대 연직응력의 4.5배정도로 나타남을 추정할 수 있었다.
4.적외선 열화상카메라에 의해 측정된 온도는 최대 80℃ 정도이고 절삭거리에 따라 온도의 변화가 매우 크게 발생하였다. 그러나 열전대에 의해 측정된 디스크커터의 내부온도와 커터 링 표면의 온도는 선형절삭실험동안에는 0.2℃내외로 변화가 나타나 온도의 변화가 크게 나타나지 않았다. 이로부터 커터 링의 온도 측정에는 적외선 열화상카메라가 적합하지 않은 것을 알 수 있었다.
5.각 선형절삭작업이 연속적으로 이루어진다는 가정 하에서 열전대에 의해 측정된 디스크커터의 내부온도와 커터 링 표면 온도의 변화를 추정해 본 결과, 커터간격이 70 mm인 경우에는 각각 0.1℃/m, 0.15~0.17℃/m로 예상되었고 커터간격이 90 mm인 경우에는 각각 0.09℃/m, 0.13~0.23℃/m로 추정되었다. 따라서 절삭조건에 따라 예상되는 온도증가율이 다를 수 있음을 예측할 수 있었다.
