

1. 서 론
2. 실험 장치 및 방법
2.1 실험 장치 구성
2.2 실험 방법
3. 실험 결과
3.1 연마재 관의 기하학적 인자에 의한 영향
3.2 연마재 입자 크기에 의한 영향
3.3 수압 및 유량에 의한 영향
4. 연마재 투입량에 따른 암석 절삭 성능
5. 결 론
1. 서 론
워터젯 시스템은 고압 펌프를 통해 가압된 고압수를 노즐을 통해 가속시켜 대상 물질에 충격 에너지를 가하여 절삭 및 파쇄할 수 있는 장치이다. 이러한 워터젯 시스템은 현재까지 각종 산업 전반에서 널리 활용되어 왔으며, 특히 최근에 이르러서는 콘크리트 수압파쇄, 터널 굴착 등 건설업 분야에서도 활발하게 적용되고 있는 추세이다(Summers, 1995; Lee, 2012; Kim et al., 2012; Oh et al., 2013).
워터젯 시스템은 연마재의 사용 여부에 따라 크게 순수 워터젯 시스템과 연마재 투입형 워터젯 시스템으로 분류할 수 있다(Summers, 1995). 순수 워터젯 시스템은 고압 펌프에서 생성된 고압수를 오리피스 내부에서 가속시켜 대상물질을 절삭하는 방식이다. 연마재 투입형 워터젯 시스템은 순수 워터젯의 낮은 절삭능력을 보완하고자 고강도의 미세입자인 연마재를 투입하여 절삭 효율성을 향상시키는 방식이다. 연마재 투입형 워터젯 시스템은 순수 워터젯 시스템에 비하여 절삭 효율성 및 경제성 측면에서 큰 이점을 가지고 있기 때문에 현장에서 널리 활용되고 있다.
한편, 연마재를 고압수와 혼합하는 방식에 따른 분류에 있어서 가장 보편적인 것은 벤츄리 효과(venturi effect)를 활용한 연마재 투입형 워터젯 시스템이다. 벤츄리 효과란 유체가 점차 좁아지는 유송관을 따라 흐를 때, 넓은 단면에서보다 좁은 단면에서 유체의 유속이 증가하고 압력이 감소하는 유체역학적인 현상을 말한다. 즉, 연마재 투입형 워터젯 시스템은 고압수가 노즐 내부의 좁은 단면인 오리피스(orifice)를 통과할 때 발생하는 흡입 압력(suction pressure)을 이용하여 연마재가 믹싱 챔버(mixing chamber) 내로 자연스럽게 투입되는 방식이다. 이러한 연마재 투입형 워터젯 시스템은 연마재를 보급하는 탱크 외에 다른 기계적 요소가 불필요하므로 시스템의 구성이 상대적으로 간단하고 경제적인 장점이 있다.
연마재 투입형 워터젯 시스템에서는 수압, 유량, 노즐 이송 속도, 이격 거리 등과 같은 젯 에너지와 관련된 인자뿐만 아니라, 연마재 종류, 연마재 입자 크기 및 분포, 연마재 입자 형상, 연마재 투입량과 같이 연마재와 관련된 인자들도 절삭 성능에 상당한 영향을 미치는 것으로 알려져 있다(Hashish, 1984; Momber and Kovacevic, 2000; Oh and Cho, 2012). 특히 연마재 투입량은 절삭 성능 뿐만 아니라 전체 공정의 경제성을 향상시키기 위해서도 매우 중요한 요소이다. 일반적으로, 연마재의 소모로 인해 발생하는 비용이 전체 공정의 비용에서 차지하는 비율은 약 50-60%에 달하는 것으로 알려져 있다(Hashish, 2011; Joo, 2014). 이에 따라, 연마재 투입량이 절삭성능에 미치는 영향 및 최적의 연마재 투입량을 결정하기 위한 연구들이 활발하게 이루어져 왔다(Hashish, 1984; Chalmers, 1991; Wright and Summers, 1993; Woodward, 1993; Aydin et al., 2011).
연마재 투입량과 믹싱 챔버 내에서 발생하는 흡입 압력은 높은 상관성을 가지고 있다. Zeng and Muñoz (1994)는 수압, 포커싱 노즐 직경의 증가에 따라서 흡입 압력이 증가하는 것을 확인하였으며, 이를 통해 흡입 압력을 이용한 연마재 투입량의 모니터링 방안을 제안하였다. Corner and Ramula (2005)는 흡입 압력 및 연마재 투입량을 각각 측정하여 흡입 압력과 연마재 투입량과의 실험적 상관관계를 도출하였다. 또한 수압, 젯 속도(jet velocity) 등 다양한 워터젯 시스템의 공정 변수들이 흡입 압력 및 연마재 투입량에 미치는 영향을 연구하였다. 그러나 기존의 선행 연구는 연마재 투입관의 기하학적 변수, 연마재 입자 자체의 특성, 유량에 따른 흡입 압력 및 연마재 투입량의 변화를 고려하지 못한 한계점이 있다.
본 연구에서는 흡입 압력 및 연마재 투입량에 영향을 미치는 주요 공정 변수들은 크게 기하학적 변수(geometry parameters), 연마재 변수(abrasive parameters), 젯 에너지 변수(jet energy parameters)로 분류하여 정리하였다. 첫 번째로, 기하학적 변수는 연마재 이송관(abrasive feeding pipe)의 높이 및 길이, 굴곡도와 같은 기하학적 인자, 워터젯 노즐부의 크기, 내부 믹싱 챔버의 형상 등과 같이 연마재가 이동되는 경로와 관련된 변수들을 포함하는 개념이다. 두 번째로, 연마재 변수는 연마재의 평균 입도 크기, 형상, 밀도 등 연마재 자체의 특성을 규정짓는 다양한 변수들을 포함하는 개념이다. 마지막으로, 젯 에너지 변수란 고압수가 갖는 에너지를 결정짓는 수압 및 유량을 말한다. 주요 공정변수들을 Table 1에 요약하였다.
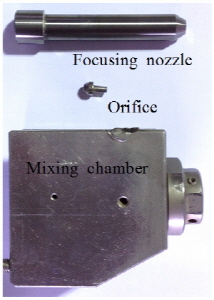
따라서 본 연구에서는 이러한 주요 공정 변수들 중, 터널 굴착용 워터젯 시스템에서 중요하지만 현재까지 연구가 부족했던 공정 변수들을 다음과 같이 선정하여, 이들이 흡입압력 및 연마재 투입량에 미치는 영향을 규명하기 위한 실험적 연구를 수행하였다. 본 연구에서 고려한 공정 변수들을 전체 워터젯 시스템 모식도 상에 나타내면 Fig. 1(a)와 같으며, 실제 사용된 노즐의 내부 형상은 Fig. 1(b)와 같다.
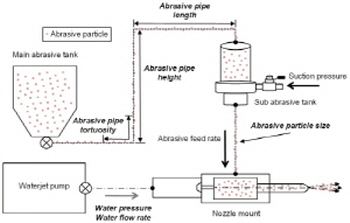
1)기하학적 변수: 터널 굴착용 워터젯 시스템에서는 대상으로 하는 터널 단면의 크기에 따라 연마재 관의 높이 구배 및 길이, 굴곡도가 달라진다. 따라서 본 연구에서는 연마재 관과 관련된 기하학적 변수가 흡입압력 및 연마재 투입량에 미치는 영향을 규명하였다. 연마재 투입관 내경은 선행 연구결과를 바탕으로 실제 현장에서 요구하는 연마재 투입량을 충족시킬 수 있도록 선정하였으며, 노즐 크기 및 형상과 같은 노즐 마운트(nozzle mount)의 기하학적 변수는 상용화된 노즐을 사용하였기 때문에 연마재 투입관과 관련된 기하학적 변수만을 고려하였다.
2)연마재 변수: 연마재와 관련된 공정 변수는 터널 굴착용 워터젯 시스템에서 절삭 성능 및 공정 비용에 매우 큰 영향을 미치는 인자이다. 특히, 연마재 입자의 크기는 워터젯 시스템 내부에서 연마재 입자의 유체역학적 거동에 가장 큰 영향을 미치는 요소 중 하나이다. 따라서 본 연구에서는 연마재 입자 크기가 흡입 압력 및 연마재 투입량에 미치는 영향을 규명하였다. 연마재 형상 및 밀도와 같은 연마재 변수들을 고려하는 것은 중요하나 본 연구에서는 연마재 입자 크기에 주안점을 두어 실험을 진행하였다.
3)젯 에너지 변수: 터널 굴착용 워터젯에서 수압 및 유량은 현장에서 가용한 고압 펌프의 제원에 따라 결정된다. 이때 수압 및 유량은 모두 독립적으로 흡입 압력 및 연마재 투입량에 영향을 미칠 수 있는 공정 변수들이다. 본 연구에서는 이러한 수압 및 유량이 흡입압력, 연마재 투입량에 미치는 영향을 규명하고, 또한 이에 따른 절삭 성능의 변화 양상을 확인하였다.
요약하면, 본 연구에서는 터널 굴착을 위한 워터젯 시스템에서 중요한 공정 변수들인 기하학적 변수(연마재 탱크(또는 호퍼) 높이, 연마재 투입관의 구배, 연마재 투입관의 길이, 연마재 투입관의 굴곡도), 연마재 변수(연마재 입자 크기), 젯 에너지 변수(수압, 유량)에 따른 연마재 투입량 및 흡입압력을 측정하여, 그 영향을 실험적으로 규명하였다. 또한, 연마재 투입량이 절삭 성능에 끼치는 영향에 관한 실험적 사례 연구를 수행하고, 그 함의에 대하여 논하였다.

2. 실험 장치 및 방법
앞서 제시된 다양한 공정 변수들에 따라 달라지는 연마재 투입량 및 흡입압력, 절삭 성능을 측정할 수 있도록 실험 장치를 구성하고, 이를 통해 다양한 경우들에 대한 실험을 수행하였다. 이 때, 본 연구에서 고려된 공정 변수들을 제외한 나머지 변수(노즐 이격 거리, 노즐 이송 속도 등)들은 모두 통제 변수화하여 그 직간접적인 영향을 배제할 수 있도록 하였다.
2.1 실험 장치 구성
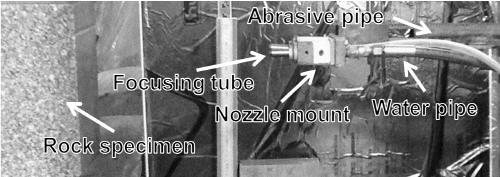
본 연구에서는 워터젯 펌프, 노즐, 연마재 탱크, 흡입 압력 측정 장치로 구성된 터널 굴착용 워터젯 시스템을 사용하여 실험을 수행하였다. 워터젯 펌프의 경우 최대 수압은 280 MPa, 최대 유량은 31 ℓ/min까지 토출할 수 있는 펌프를 사용하였다. 노즐 내부에 장착된 오리피스는 고압・고유량의 조건을 견딜 수 있는 사파이어 오리피스를 사용하였으며, 초경 노즐은 탄화텅스텐을 원료로 제작된 제품을 사용하였다. 연마재 탱크는 투명 아크릴로 제작하여 연마재 투입의 여부를 실시간으로 확인할 수 있도록 하였으며, 연마재 투입관은 외경 10 mm 및 내경 6 mm의 실리콘 재질의 관을 사용하였다.
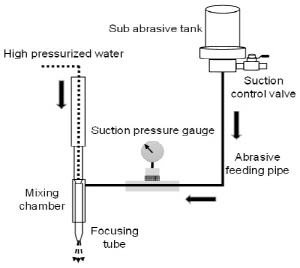
연마재 투입형 워터젯 시스템에서는 일반적으로 연마재의 투입량을 조절하기 위해 흡입 밸브(suction control valve)의 개폐 정도에 따라 흡입 압력을 임의로 조절하는 방식을 활용하고 있다. 이러한 방식은 간편한 반면, 흡입 압력 및 연마재 투입량을 정량적으로 조절하기가 매우 힘들다. 따라서 흡입 압력을 정량적으로 측정하기 위해서 본 연구에서는 Fig. 2와 같이 흡입 압력 측정 장치를 제작하여 실험에 사용하였다. 흡입 압력 측정 장치는 연마재 투입에 영향을 미치지 않도록 설계되어, 연마재가 투입되는 동안의 흡입 압력을 측정할 수 있도록 하였다. 한편, 연마재 투입량은 연마재가 투입되는 일정시간 동안 연마재 탱크에서 소모된 연마재의 무게를 측정하여 획득하였다. 본 연구에서는 0.13-0.35 mm의 범위를 갖는 다양한 크기의 동일 광물조성을 가진 연마재를 실험에 이용하였다. 연마재의 물성은 Table 2에 요약하였다.
Table 2. Physical properties of abrasive | |
Type | Garnet |
Component | Mg3Al2Si3O12 |
Hardness (Mohs scale) | 6.5-7.5 |
Specific gravity | 3.1-4.3 |
Mean particle size | 0.13-0.35 mm |
2.2 실험 방법
각 공정 변수들의 영향을 파악하기 위하여, 각각의 공정변수들을 변화시키면서 실험을 수행하였다. 실험 과정에 있어서 연마재 투입량에 영향을 끼치지 않도록 연마재 탱크 내부에는 인공적인 가압을 하지 않았다.
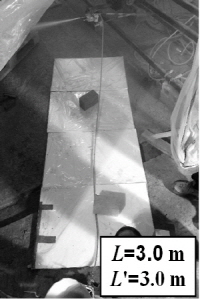
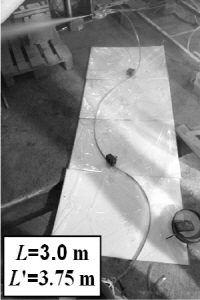
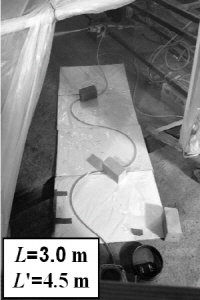
연마재 관 설치 높이에 따른 영향을 보기 위하여, 연마재 투입관 설치 높이를 총 4개의 경우(0, 0.5, 1.0, 1.5 m)로 나누어 흡입 압력 및 연마재 투입량을 측정하였다. 연마재 관 길이에 따른 영향을 보기 위하여, 연마재 관의 길이를 총 5개의 경우(3, 4, 5, 6, 9 m)로 나누어 흡입 압력 및 연마재 투입량을 측정하였다. 연마재 투입관 굴곡도에 따른 영향을 보기 위하여, 연마재 투입관의 굴곡도 수준을 총 7개의 경우로 나누어 흡입 압력 및 연마재 투입량을 측정하였다. 연마재 투입관 굴곡도( )는 연마재 투입관의 실제 길이(L')를 연마재 탱크로부터 노즐부까지의 최단 직선거리(
)는 연마재 투입관의 실제 길이(L')를 연마재 탱크로부터 노즐부까지의 최단 직선거리( )로 나눈 무차원수이다(Joo et al., 2014). Fig. 3은 연마재 관 굴곡도 수준을 증가시키는 과정이다.
)로 나눈 무차원수이다(Joo et al., 2014). Fig. 3은 연마재 관 굴곡도 수준을 증가시키는 과정이다.
|
|
|
(a) T=1.0 | (b) T=1.25 | (c) T=1.5 |
Fig. 3. The variation of abrasive pipe tortuosity (T=L'/L), (after Joo et al., 2014) | ||
연마재 입자 크기에 의한 영향을 보기 위하여, 동일한 수압(250 MPa) 및 유량(2.59 ℓ/min) 에 대하여 0.13-0.35 mm의 범위에서 총 6가지의 서로 다른 평균 입자 크기( )를 가지고 있는 연마재를 활용하여 흡입 압력 및 연마재 투입량을 각각 측정하였다.
)를 가지고 있는 연마재를 활용하여 흡입 압력 및 연마재 투입량을 각각 측정하였다.
수압 및 유량에 의한 영향을 보기 위하여 수압 3 단계(140, 200, 250 MPa)에 대하여 유량을 3-12 ℓ/min 범위에서 변화시키면서 흡입압력 및 연마재 투입량을 측정하였다.
3. 실험 결과
3.1 연마재 관의 기하학적 인자에 의한 영향
Fig. 4(a)는 연마재 관 높이의 증가에 따른 연마재 투입량 및 흡입 압력의 변화에 대한 결과이다. 연마재 투입량 및 흡입 압력에 대한 연마재 관 높이의 영향은 크지 않은 것으로 나타났다.
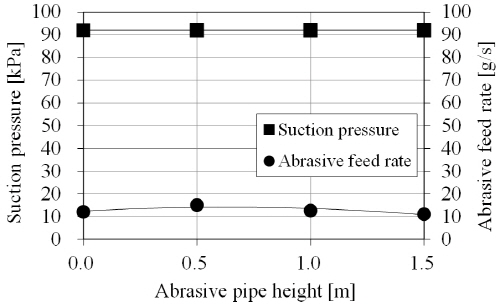
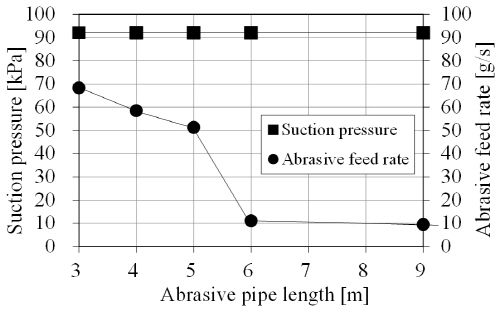
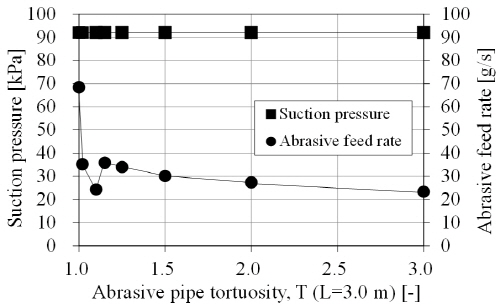
Fig. 4(b)는 연마재 관 길이의 증가에 따른 연마재 투입량 및 흡입 압력의 변화에 대한 결과이다. 연마재 관의 길이가 증가함에 따라 연마재 투입량은 감소하지만 흡입 압력은 영향을 받지 않았다. 이는 연마재 관 길이가 흡입 압력과는 독립적으로 연마재 투입량에 영향을 미치는 변수임을 보여준다.
Fig. 4(c)는 연마재 관 굴곡도의 증가에 따른 연마재 투입량 및 흡입 압력의 변화에 대한 결과이다. 연마재 투입관에서 굴곡이 발생하는 순간 연마재 투입속도가 급격하게 감소하였다. 그러나 흡입 압력은 연마재 관 굴곡도의 증가에 대해 영향을 받지 않았다. 이는 연마재 투입관 굴곡도 또한 흡입 압력과는 독립적으로 연마재 투입량에 영향을 미치는 변수임을 보여준다.
본 연구에서는 흡입 압력이 연마재 관의 기하학적 인자들에 의해 거의 영향을 받지 않는다는 점을 확인하였다. 연마재는 그 입자 크기가 0.33 mm 가량으로 상당히 큰 입자이기 때문에 입자간 공극의 크기가 크고 그 연결성(connectivity)이 좋다. 따라서 연마재 투입관 내부에서의 기체 압력은 연마재의 유동 속도와 큰 관계없이 일정하게 유지되는 것으로 판단된다. 반면에 연마재 투입관이 길어지거나 굴곡도가 커질수록 연마재와 연마재 투입관 벽체와의 충돌 및 마찰이 증가함으로, 연마재 투입량은 연마재 투입관의 기하학적 변화에 민감하게 반응하는 것으로 판단된다.
결론적으로, 흡입 압력은 연마재 관의 기하학적 인자들에 의해 거의 영향을 받지 않는다. 그러나 앞서 설명한 것과 같이, 현장에서 연마재 투입량은 흡입 밸브의 개폐 정도에 따른 흡입 압력을 통하여 조절하는 것이 일반적이다. 그러나 터널 굴착용 워터젯 시스템에서는 터널의 단면 크기 및 형상, 현장의 상황에 따라 연마재 관의 높이, 길이, 굴곡도와 같은 기하학적 인자들이 연마재 투입량에 영향을 미치게 된다. 따라서 흡입 밸브의 개폐 정도를 통해 흡입 압력을 조절하는 것만으로는 연마재 투입량을 정량적으로 통제할 수 없을 것으로 예상되므로, 이에 대한 고려가 필요하다.
3.2 연마재 입자 크기에 의한 영향
Fig. 5는 24.2 kPa의 동일한 흡입압력에서 연마재 입자크기에 따른 연마재 투입량을 측정한 결과이다. 연마재 평균 입자 크기( )가 0.35 mm에서 0.13 mm로 감소함에 따라 연마재 투입량이 19.1 g/s에서 25.1 g/s로 증가하였다.
)가 0.35 mm에서 0.13 mm로 감소함에 따라 연마재 투입량이 19.1 g/s에서 25.1 g/s로 증가하였다.

Fig. 6은 서로 다른 평균 입자 크기를 가지고 있는 연마재들을 활용하여 흡입 압력 크기에 따른 연마재 투입량을 측정한 결과이다. 전반적으로 흡입압력의 증가에 따라 연마재 투입량은 증가한다. 낮은 흡입 압력 구간(5-10 kPa)에서는 연마재 입자 크기에 따른 연마재 투입량의 변화가 약 2-3 g/s로 크지 않은 반면에, 높은 흡입 압력 구간(20-25 kPa)으로 갈수록 점차 연마재 입자 크기에 따라 연마재 투입량의 변화가 약 5-7.5 g/s로 분포범위가 넓어지는 경향을 볼 수 있다.
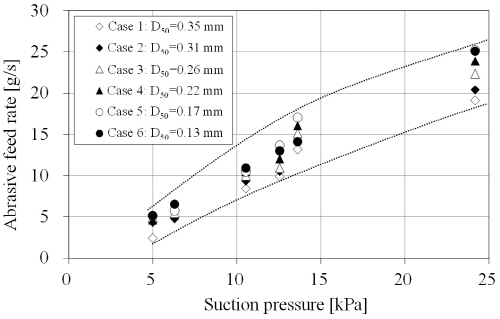
입자 크기가 상대적으로 큰 연마재를 사용할 때, 입자 크기가 상대적으로 작은 연마재에서의 경우와 동일한 연마재 투입량을 유지하기 위해서는 더 큰 흡입 압력이 필요하다. 따라서 이러한 경우에는 연마재 탱크 내부에 적절한 수준의 공기압(air pressure)을 가하여 인위적으로 연마재 투입량을 증대시켜야 할 필요가 있다.
3.3 수압 및 유량에 의한 영향
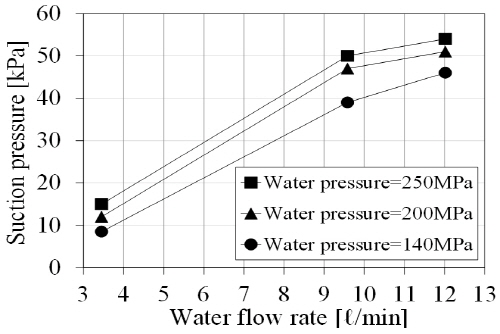
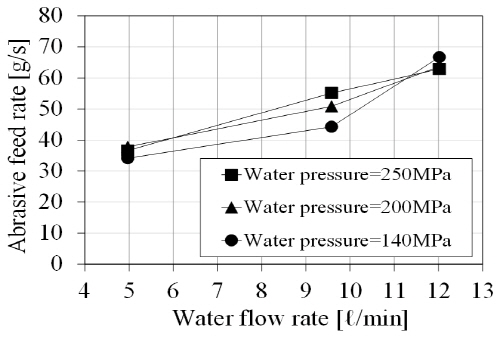
Fig. 7(a)는 각 3 단계의 수압 및 유량에 따른 흡입 압력을 측정한 결과이다. 모든 수압 조건에서 유량이 3.45 ℓ/min에서 12.02 ℓ/min로 증가함에 따라 흡입압력은 약 37.5 kPa 가량 증가하였다. 동일한 유량 조건에서는 수압이 140 MPa에서 250 MPa로 증가함에 따라 흡입압력은 약 7.5 kPa 가량 증가하였다. Fig. 7(b)는 수압 및 유량에 따른 연마재 투입량을 측정한 결과이다. 모든 수압 조건에서 유량이 4.97 ℓ/min에서 12.02 ℓ/min로 증가함에 따라 연마재 투입량도 약 32.5 g/s 가량 크게 증가하였다. 동일 유량 조건에서는 수압이 140 MPa에서 250 MPa로 증가함에 따라 연마재 투입량은 약 7.5 g/s 가량 증가하였다.
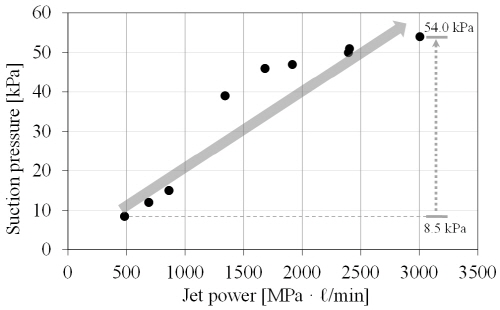
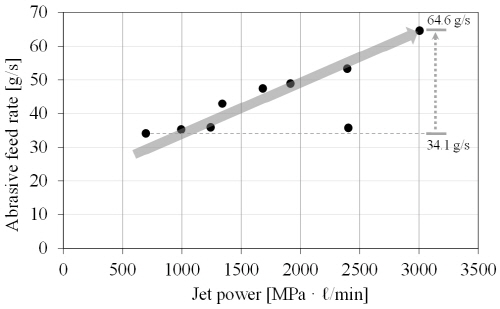
수압 및 유량에 대한 영향을 젯파워(jet power) 개념을 활용하여 분석하였다. 젯파워는 수압과 유량의 곱으로 정의되며, 워터젯 펌프의 출력을 나타내기 위해서 주로 사용되는 개념이다(Hood, 1985; Crafoord et al., 1999). Fig. 8(a)는 젯파워에 따른 흡입 압력 결과이고, Fig. 8(b)는 젯파워에 따른 연마재 투입량 결과이다. 젯파워가 증가(500→3000 MPa・ℓ/min)함에 따라 흡입압력은 약 6.4 배 가량 증가(8.5→54.0 kPa)하여 젯파워와 선형에 가까운 관계를 보였다. 반면, 연마재 투입량은 동일한 젯파워 조건에서 약 1.9 배정도 증가(34.1→64.6 g/s)하였다. 따라서 젯파워의 증가에 따른 연마재 투입량의 변화는 젯파워의 증가에 따른 흡입 압력의 변화와 비교할 때 약 30% 수준에 머물렀음을 알 수 있다.
4.연마재 투입량에 따른 암석 절삭 성능
연마재 투입량이 암석절삭 성능에 어떠한 영향을 미치는지에 대한 실험적 연구를 수행하였다. 본 연구에서 사용된 연마재는 석류석(평균 입자 크기: 0.33 mm)이며 대상 시료로는 황등 화강암(건조밀도: 2.63 t/m3, 공극율: 0.69%, 일축압축강도: 208.5 MPa)을 사용하였다. 화강암 시료의 크기는 300 × 300 × 300 mm이며, 시료 물성 차이가 절삭 성능에 미치는 영향을 배제하기 위해 동일한 위치에서 채취한 시료를 사용하였다. 실험은 동일한 수압(250 MPa) 및 유량 (9.58 ℓ/min) 조건에서 연마재 워터젯 노즐과 시료 사이에 일정한 이격 거리(300 mm)를 두고, 노즐을 일정한 속도(10 mm/s)로 이동시켜 암석 시편을 절삭하였다(Fig. 9).

 : 0.33 mm, and number of cutting passes: 4)
: 0.33 mm, and number of cutting passes: 4) Fig. 10(a)는 연마재 투입량에 따른 절삭 깊이를 나타내는 실험 결과이다. 연마재 투입량이 증가함에 따라 절삭 깊이는 증가하나, 일정 연마재 투입량 이후부터는 절삭 깊이가 점차 감소하였다. 이에 따라 가장 높은 절삭 깊이를 보이는 최적 연마재 투입량은 약 53.8 ± 6 g/s 가량으로, 실제 현장에서 요구되는 최적 연마재 투입량과 유사하다(40-50 g/s; Daedeok Innopolis Foundation, 2014). 이 때의 절삭 깊이는 4회 누적 절삭 횟수를 기준으로 약 90 mm 가량 이었다. 과다한 연마재를 투입하여 믹싱 챔버 내에 수용할 수 있는 연마재 용량의 한계를 넘어가게 되면 연마재와 연마재, 연마재와 믹싱 챔버 벽면, 연마재와 고압수 간의 충돌을 유발하게 된다. 이러한 충돌은 연마재가 갖고 있는 운동 에너지를 손실시킨다. 또한 연마재가 충돌로 인하여 파쇄 되면 개별 입자의 크기가 줄어들어 운동 에너지가 더욱 감소하는 요인이 된다. 이러한 이유로 인하여, 연마재 투입량의 증가에 따라서 절삭 깊이는 계속해서 증가하지 않고 일정한 한계점에 도달한 후 감소하는 경향을 보이는 것으로 해석된다. 따라서 연마재 투입형 워터젯 시스템에서 최대의 절삭 성능을 얻기 위해서는 최적의 연마재 투입량을 확인・유지하는 것이 매우 중요하다.
Table 3은 본 실험에서 고려한 연마재 워터젯 공정 변수들에 따른 연마재 투입량의 증감을 정리한 표이다. 연마재 워터젯 공정 변수들 중 연마재 투입관 길이, 연마재 투입관 굴곡도 및 평균 입자 크기의 증가는 연마재 투입량을 감소시키며, 수압 및 유량의 증가는 연마재 투입량을 증가시킨다. 이 중 특히 연마재 투입관 굴곡도의 증가는 다른 공정 변수들과 비교하여 연마재 투입량을 크게 감소시키며, 반대로 유량의 증가는 다른 공정 변수들과 비교하여 연마재 투입량을 크게 증가시킨다. 이러한 공정 변수들의 변화로 인한 연마재 투입량의 증감은 결과적으로 암반 절삭 성능을 좌우할 수 있기 때문에, 주요 공정 변수들의 조절을 통하여 적절한 연마재 투입량을 유지하는 것은 터널 굴착용 워터젯 시스템의 절삭 성능을 극대화하기 위하여 매우 중요하다.
5. 결 론
본 연구에서는 연마재 관의 기하학적 인자(연마재 관 높이, 연마재 투입관 길이, 연마재 투입관 굴곡도), 연마재 입자 크기, 수압 및 유량이 흡입 압력과 연마재 투입량에 미치는 영향을 규명하기 위하여 다양한 조건에서 실험을 수행하고 그 결과를 분석하였다. 또한, 절삭 실험을 통하여 연마재 투입량이 절삭 성능에 미치는 영향을 논의하였다. 본 연구의 주요 결과는 다음과 같이 요약할 수 있다.
1.연마재 관의 높이는 흡입압력 및 연마재 투입량에 거의 영향을 미치지 않는다. 연마재 관의 길이 및 굴곡도의 경우, 흡입 압력에 대한 영향은 낮으나 연마재 투입량에는 큰 영향을 미치는 것으로 나타났다. 따라서 터널의 단면 크기 및 형상이 현장의 조건에 따라 달라지기 때문에 연마재 투입관과 관련된 기하학적 변수들을 사전에 확인하는 것은 연마재 투입량을 예측하는데 있어서 매우 중요하다.
2.동일 흡입 압력 상태에서 연마재 입자의 크기가 커질수록 연마재 투입량은 상당히 감소한다. 따라서 일정한 연마재 투입량을 달성하기 위하여 상대적으로 큰 입자 크기의 연마재를 사용할 경우에는 더 큰 흡입 압력이 요구된다. 이러한 경우, 연마재 탱크 내부에 적절한 수준의 공기압을 가하면 목표로 하는 연마재 투입량을 달성할 수 있을 것으로 판단된다.
3.수압 및 유량이 증가함에 따라 흡입 압력은 증가하며, 이로 인해 연마재 투입량 또한 증가한다. 젯파워(수압과 유량의 곱)가 약 6 배 증가함에 따라 흡입 압력은 약 6.4 배가 증가하고, 연마재 투입량은 약 1.9 배가 증가한다. 따라서 젯파워 증가에 따른 흡입 압력의 변화는 젯파워 증가에 따른 연마재 투입량의 변화보다 크다는 점을 확인할 수 있었다.
4.연마재 투입량이 증가함에 따라서 절삭 성능은 증가하다가 일정 시점부터는 감소하는 경향을 보인다. 즉, 최대의 절삭 성능을 보이는 최적의 연마재 투입량이 존재한다. 뿐만 아니라 터널 굴착용 워터젯 시스템에서는 연마재 투입량이 전체 공정 비용에 매우 큰 영향을 미친다. 따라서 연마재 워터젯 공정 변수들을 조절하여 적절한 연마재 투입량을 확인・유지하는 것은 터널 굴착용 워터젯 시스템의 절삭 성능과 경제적 효율성을 극대화하기 위해 매우 중요하다.
본 연구에서는 여러 현실적인 조건들로 인하여 노즐의 크기나 형상과 같은 노즐 마운트의 기하학적 변수 및 연마재 형상, 밀도와 같은 일부 연마재 변수들을 고려하지 못했다. 본 연구에서 고려하지 못한 공정 변수들이 흡입 압력 및 연마재 투입량에 미치는 영향은 추후 추가적인 연구를 통해 정량화시킬 수 있을 것으로 판단된다.
