
1. 서 론
터널굴착공법 중 하나인 Shield-TBM은 국내외적으로 무소음・무진동 등 환경 피해를 최소화하고 지반조건에 상관없이 광범위하게 적용 할 수 있어 널리 이용되고 있다. Shield TBM공법은 Slurry Shield TBM과 EPB(Earth Pressure Balanced) Shield TBM으로 나눌 수 있다. Slurry Shield TBM은 체임버 내에 이수가압을 순환시켜 굴진면을 안정화시키며 굴착하게 된다. EPB Shield TBM공법은 체임버내에서 굴착토사 또는 버력으로 충만 시켜 굴진면을 지지하면서 굴진하게 된다. 이때 굴착에 의해 발생되는 버력은 스크루 컨베이어(screw conveyor)를 통해 배토되며 체임버 내의 버력을 처리하는 과정에서 스크루 컨베이어의 회전력에 의해 막장에 주동토압이 발생하지 않도록 해야 하기 때문에 막장토압이 스크루 컨베이어에 전달되도록 굴착토를 체임버 내에 충분히 충만 시키는 것이 중요하다(한국터널공학회, 2008). 또한 첨가제 사용 시 버력을 소성 유동화를 시킴으로써 배토처리에 도움을 줄 뿐만 아니라 스크루 및 커터비트의 마모감소에 도움, 역류방지, 점착력증대등에 도움을 준다. 따라서 EPB Shield TBM장비의 핵심기술인 스크루 컨베이어의 관한 연구 및 실험은 최근 들어 점차 늘고 있는 추세이다.
국외의 경우 Borio 등(2008)은 자연 시료와 첨가제를 이용하여 슬럼프 실험 및 EPB 스크루 컨베이어를 사용하여 소성 토양을 연구하였다. Bezuijen와 Schaminee(2001)는 실제 스크루 컨베이어와 축소모형 스크루 컨베이어를 통하여 토양의 거동 연구하였으며, Merritt와 Mair(2006, 2008)는 실제 스크루 컨베이어 장치를 사용하여 점토시료에 대해서 시험을 수행하였다. 또한 Yu 와 Arnold(1995, 1997)은 스크루 컨베이어와 토크의 상호관계에 대한 이론적 모델링 연구를 하였으며, Peron와 Marcheselli(1994)는 간단한 슬럼프 콘 실험을 통하여 소성 토양에 대해서 유사한 연구를 수행하였다. 위에서 언급한 것과 같이 국외에서는 스크루 컨베이어에 대한 연구가 활발하게 진행되는 반면 국내의 경우 EPB Shield TBM에 관한 스크루 컨베이어의 연구는 전무한 실정이다. 따라서 본 연구에서는 EPB Shield TBM장비에서 사용되는 체임버 내의 토압을 제어하고 막장의 안전을 유지하는 스크루 컨베이어를 축소 제작하여 실내모형 실험을 실시하였다. 이를 위해 스크루 각도별(0°, 10°, 20°, 30°, 40°), 스크루 피치별, Scerw 회전수(10RPM, 20RPM, 30RPM, 40RPM)을 비교・분석 하여 버력처리시스템이 최적의 성능을 발휘 할 수 있도록 스크루 컨베이어에 대한 연구를 실시하였다.
2. Shield TBM 스크루 컨베이어 특징
EPB Shield TBM 굴착원리는 그림 1과 같으며 체임버 내에 굴착토사 또는 버력으로 충만 시켜 굴진면을 지지하면서 굴진하게 된다. 이 때 스크루 컨베이어는 버력 처리뿐만 아니라 굴진 속도 및 지지압력을 제어하는 TBM장비의 핵심 기술이라 할 수 있다.
스크루 컨베이어 분류는 표 1과 같이 샤프트식 스크루 컨베이어와 리본식 스크루 컨베이어로 나눌 수 있다. 스크루 컨베이어 선정시에는 굴착 지반, 지하수압 굴착 단면적 등을 고려해 선정하게 된다. 또한 쉴드 외경에 따라서 스크루의 직경이 선정된다.
구동 방식은 표 1과 같이 축 구동 방식과 외통 구동 방식으로 나눌 수 있다. 또한 일반적으로 샤프트식 스크루 컨베이어의 경우는 구동 장치를 축에 연결하여 축 직결 구동 방식이며, 리본식 스크루 컨베이어의 경우는 축이 없기 때문에 스크루의 일부를 외통과 일체 접합하여 구동하는 외통 구동 방식이 많이 사용되어 진다.
외통 구동 방식은, 굴착 토사 반출 설비(컨베이어 벨트 등)의 설치가 용이하기 때문에, 갱내 하부의 세그먼트의 반입 스페이스가 비교적 넓고 확보 가능한 이점이 있다. 한편, 구동 부분에서는 토사의 공회전에 의해 폐쇄 현상을 일으키기 쉽고, 스크루의 마모도 촉진되기 쉽다.
외통 구동 방식은, 굴착 토사 반출 설비(벨트 컨베이어 등)의 설치가 용이하기 때문에, 갱내 하부의 세그먼트의 반입 스페이스가 비교적 넓으며 작업 공간 확보가 가능한 이점이 있다. 한편, 구동 부분에서는 토사의 공회전에 의해 폐쇄 현상을 일으키기 쉽고, 스크루의 마모가 촉진되기 쉽다.
스크루 컨베이어의 배토량은 그 회전수에 비례한다. 그 때문에 큰 배토 능력을 확보하기 위해서는, 회전수를 증가할 수 있으면 좋지만, 배토 능력만을 우선으로 하여 회전수를 무한대로 증가시키면, 스크루의 마모(도)가 회전수와 비례해 진행되기 때문에, 스크루의 이상 마모가 발생해, 기계가 손상하는 원인이 된다.

스크루 컨베이어는 표 2와 같이 일반적으로 스크루 직경이 300~1,000 mm정도까지 사용되어지고 있다. 자갈 등의 반출 가능한 최대 수치는 스크루 직경, 스크루 피치, 면판 두께로부터 정해진다. 산정된 자갈의 크기와 장비 가능한 스크루 컨베이어의 직경을 고려하여 샤프트식 또는 리본식으로 선택하여 사용한다.
일반적으로 지수성을 중시하는 경우에 리본식을 선정한다. 또한 리본식 스크루 컨베이어는 점착력이 강한 흙을 굴착하는 경우의 스크루컨베이어 내의 토사 부착이나 슬립현상에 따른 배토 저하를 방지하는 목적으로 사용되는 경우도 있다.
3. 스크루컨베이어 축소모형 실험
본 실험에서는 스크루컨베이어를 이용한 버력처리시스템의 세부조건별 스크루 컨베이어의 최적 성능을 찾기 위해 축소모형실험을 진행하였다. 스크루는 축 방식중에 리본식, 샤프트식으로 나눌 수 있다. 하지만 리본식은 큰 자갈 배토시 스크루의 변형을 일으킬 수 있는 가능성이 높아 일반적으로 샤프트식을 사용한다. 또한 구동방식은 외통구동방식, 축구동방식으로 나눌 수 있으며 외통구동방식은 스크루의 마모를 촉진시키고 갱내부의 통행등 제약을 많이 받기 때문에 일반적으로 축구동방식을 사용한다. 따라서 실험 위해 실제 직경 8,000 mm EPB Shield TBM에 사용되는 샤프트식, 축구동방식에 스크루 컨베이어를 실내실험에 재현하기에는 한계가 있기 때문에 길이 축소률 1/45.5로 축소하여 D=20 mm, L=240 mm로 그림 2와같이 피치 간격을 (a) 0.7:1.0 (피치:직경), (b) 1.0:1.0, (c) 2.0:1.0로 제작하였고 표 3과 같이 실험조건별 <스크루 Case>로 구분 하였다. 또한 실제 체임버를 1/45.5를 축소하여 버력배토를 용이하게 이송할 수 있게 설계하였다.
각 스크루별 각도에 따른 버력처리 성능을 알아보기 위해 그림 3와 같이 각도조절장치로 이용하여 0°, 10°, 20°, 30°, 40°로 각도를 조절할 수 있도록 제작하였다. 또한 각도조절장치에 모터와 스크루를 결합하여 RPM(10RPM, 20RPM, 30RPM, 40RPM)를 조절할 수 있게 하였으며 스크루를 회전시켜 버력을 이송 시킨 후에 단위시간당 버력량을 측정하였다.
표 3. 스크루 Case | |||
구분 | 스크루 피치 : 직경 | 스크루 각도(°) | 회전속도(RPM) |
Case 1 | 0.7:1.0 | 0, 10, 20, 30, 40 | 10, 20, 30, 40 |
Case 2 | 1.0:1.0 | ||
Case 3 | 2.0:1.0 | ||





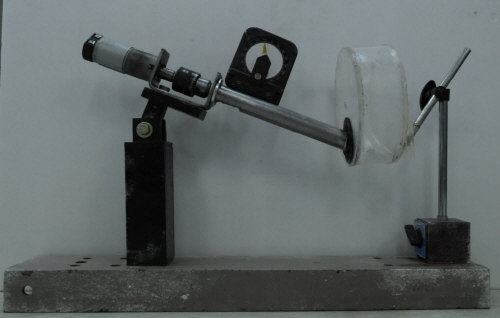
표 4과 같이 시료는 표준사, 물 및 역류방지, 점착력증대를 위한 첨가제(polymer)를 이용하여 각각 스크루별 첨가제 1.2%, 함수비 25%(표준사 5,000g, 물의 양), 첨가제/물 0.75%, 함수비 40%(표준사 5,000g, 물의 양)로 사용하여 180초간 버력량을 측정하였다. 시료는 예비실험을 통해 스크루 열마모 등 문제점 발생과 버력 배토 시 버력이 다시 main drive쪽으로 흘러내리는 현상이 일어났으며 역류현상을 예방하기 위해 적정 배합비를 표 4와 같은 적용하였다.
4. 축소모형실험 결과
그림 4은 스크루 피치/직경(0.7/1)에 첨가제 1.2%, 함수비 25%을 다양한 RPM 및 각도조절을 통해 버력량을 측정한 결과 0°일 때 RPM 10보다 RPM 40이 약 3.7배, 10°일 때 약 4.1배, 20°일 때 5.0배, 30°일 때 5.4배 40°일 때 7.4배로 RPM증가에 따라 버력량이 증가하는 것을 알 수 있다. 또 RPM 10 일 때 0°가 40°보다 약 0.55배, RPM 20일 때 0.62배, RPM 30일 때 0.21배, RPM 40일 때 0.10배로 각도 0°일때가 버력량이 많은 것으로 나타났다.
|
그림 4. 스크루 각도에 따른 단위시간당 버력량(피치/직경 0.7:1, 첨가제 1.2%, 함수비 25%) |
|
그림 5. 스크루 각도에 따른 단위시간당 버력량(피치/직경 0.7:1, 첨가제 0.75%, 함수비 40%) |

그림 5은 스크루 피치/직경(0.7/1)에 첨가제와 물비율 0.75%, 함수비 40%을 RPM 및 각도조절을 통해 버력량을 측정한 결과 0°일 때 10RPM보다 40RPM이 약 2.2배, 10°일 때 약 2.4배, 20°일 때 2.4배, 30°일 때 2.4배 40°일 때 5.6배로 RPM 증가에 따라 버력량이 증가하는 것을 알 수 있다. 또 10RPM일 때 0°가 40°보다 약 0.68배, 20RPM일 때 0.03배 감소, 30RPM일 때 0.19배, 40RPM일 때 0.16배로 각각의 RPM에 따라 각도 0°일때가 버력량이 많은 것으로 나타났다 또한 시료의 함수율이 높으면 스크루가 버력을 이송 시 버력 및 첨가제가 조금씩 체임버 내로 역류하는 현상이 나타났다.
그림 6은 스크루 피치/직경(1/1)에 첨가제 1.2%, 함수비 25%을 RPM 및 각도조절을 통해 버력량을 측정한 결과 0°일 때 RPM 10보다 RPM 40이 약 3.9배, 10°일 때 약 4.4배, 20°일 때 4.7배, 30°일 때 4.8배 40°일 때 4.6배로 RPM증가에 따라 버력량이 증가하는 것을 알 수 있다. 또 10RPM 일 때 0°가 40°보다 약 0.37배, 20RPM 일 때 0.29배, 30RPM 일 때 0.31배, 40RPM 일 때 0.25배로 각도 0°일때가 버력량이 많은 것으로 나타났다.
|
그림 6. 스크루 각도에 따른 단위시간당 버력량(피치/직경(1/1), 첨가제 1.2%, 함수비 25%) |
|
그림 7. 스크루 각도에 따른 단위시간당 버력량(피치/직경(1/1), 첨가제 0.75%, 함수비 40%) |

그림 7은 스크루 피치/직경(1/1)에 첨가제와 물비율 0.75%, 함수비 40%을 RPM 및 각도조절을 통해 버력량을 측정한 결과 0°일 때 10RPM 보다 40RPM이 약 2.3배, 10°일 때 약 2.4배, 20°일 때 2.5배, 30°일 때 2.9배 40°일 때 2.3배로 RPM 증가에 따라 버력량이 증가하는 것을 알 수 있다. 또 10RPM 일 때 0°가 40°보다 약 0.43배, 20RPM일 때 0.45배, 30RPM일 때 0.36배, 40RPM일 때 0.45배로 각각의 RPM에 따라 각도 0°일때가 버력량이 많은 것으로 나타났다. 또한 시료의 함수율이 높으면 스크루가 버력을 이송 시 버력 및 첨가제가 조금씩 체임버 내로 역류하는 현상이 나타났다.
그림 8은 스크루 피치/직경(2/1)에 첨가제 1.2%, 함수비 25%을 RPM 및 각도조절을 통해 버력량을 측정한 결과 0°일 때 10RPM보다 40RPM이 약 2.4배, 10°일 때 약 2.9배, 20°일 때 3.4배, 30°일 때 4.5배 40°일 때 4.7배로 RPM증가에 따라 버력량이 증가하는 것을 알 수 있다. 또 10RPM일 때 0°가 40°보다 약 0.72배, 20RPM일 때 0.58배, 30RPM일 때 0.59배, 40RPM일 때 0.45배로 각도 0°일때가 버력량이 많은 것으로 나타났다. 다른 스크루와 다르게 피치가 넓기 때문에 각도 0°~10°까지 버력 이송 시 버력이 체임버 내로 역류하는 현상이 나타났다.
|
그림 8. 스크루 각도에 따른 단위시간당 버력량(피치/직경(2/1), 첨가제 1.2%, 함수비 25%) |
|
그림 9. 스크루 각도에 따른 단위시간당 버력량(피치/직경(2:1), 첨가제 0.75%, 함수비 40%) |

그림 9은 피치/직경(2:1) 스크루에 첨가제 0.75%, 함수비 40%을 RPM 및 각도조절을 통해 버력량을 측정한 결과 10RPM보다 40RPM이 약 2.1배, 10°일 때 약 2.2배, 20°일 때 3.1배, 30°일 때 3.2배 40°일 때 5.42배로 RPM 증가에 따라 버력량이 증가하는 것을 알 수 있다. 또 10RPM일 때 0°가 40°보다 약 0.43배, 20RPM일 때 0.45배, 30RPM일 때 0.36배, 40RPM일 때 0.45배로 각각의 RPM에 따라 각도 0°일 때가 버력량이 많은 것으로 나타났다. 하지만 평균적 각도 0°가 버력량이 많지만 다른 스크루(0.7:1, 1:1)보다 스크루(2:1)가 피치넓기 때문에 각도 0°~20°까지 버력 이송 시 버력이 체임버 내로 역류하는 현상이 나타났다.
5. 단위시간당 스크루 버력량 비교
그림 10와 그림 11을 비교 했을 때 각 스크루 피치간격 0.7:1, 1:1, 2:1로 증가할수록 버력량이 많이 배토되었던 40RPM을 비교한 결과 함수비가 높을수록 버력량이 증가되는 것으로 나타났다. 또한 함수비가 일정 이상 증가하면 버력 이송 시 버력이 역류현상이 나타났으며 스크루 피치간격 2:1이 다른 피치간격 0.7:1, 1:1 보다 버력량이 약 3.1배 정도로 높게 배토되었지만 피치가 커짐에 따라 다른 스크루와 다르게 역류현상이 심하게 나타났다. 또한 스크루 각도가 0°일 때가 버력량이 증가하지만 함수비가 높으며 버력이 역류하는 현상이 발생하였다. 따라서 버력이 TBM 장비 내로 유입되면 장비에 문제가 발생할 수 있기 때문에 지반조건이 중요하며 평균적으로 스크루 각도는 20±5°정도가 버력이 가장 안정적으로 이송된다.
6. 결 론
본 연구에서는 EPB Shield TBM장비에서 사용되는 체임버 내의 토압을 제어하고 막장의 안전을 유지하는 스크루 컨베이어를 축소 제작하여 실내 모형실험을 실시하였다. 이를 통해 다양한 스크루 설치 조건별로 단위시간당 버력량을 산정하였고 그 결과를 비교・분석 하였다
1.스크루 컨베이어의 회전수가 가장 높은 40RPM에서 버력량이 가장 크게 나타났다. 하지만 실제 EPB Shield TBM장비에서 스크루 컨베이어의 회전수를 증가하면 지지압력이 감소하기 때문에 굴진률이 저조하게 될 수 있으므로 스크루 컨베이어에 회전수는 지반조건에 따라 제어해야 한다.
2.스크루 각도(0°, 10°, 20°, 30°, 40°)에 따른 단위 시간당 버력량을 측정한 결과 40°보다 0°에서 버력량이 증가하는 것으로 측정되었다. 하지만 0°~10°일 때 함수비가 높으면 버력이 역류하는 현상이 발생되므로 20±5°정도가 버력이 가장 안정적으로 배토될 수 있었다.
3.피치간격이 넓어질수록 버력량도 증가하였으나 버력 내부의 함수비가 일정 이상이 되면 체임버 내로 버력이 역류하는 현상이 많이 발생하였다. 따라서 실제 EPB Shield TBM 장비의 버력처리 시에도 버력의 역류현상이 발생할 수 있기 때문에 굴착 시에 첨가제 및 함수비를 조절하여 굴착을 실시해야 한다. 또한 피치가 넓은 2:1보다는 1:1 이내의 피치 조건에서 배토가 안정적으로 이루어진다는 것으로 파악할 수 있었다.
본 연구에서 수행된 실험은 제한적인 스크루 조건에서 수행되었기 때문에, 다양한 스크루 및 지반 조건에서의 실대형 실험을 통한 향후 추가적인 연구가 필요하다.
