

1. 서 론
2. 준실규모 실증 프로젝트와 완충재 전주기
2.1 준실규모 실증 프로젝트
2.2 완충재 전주기 공정 개념
2.3 완충재 블록 제작 및 물성/품질 검사 공정의 설계 방향
3. 공정 설계: 실험 수행 방법
3.1 완충재 블록 압축 제작
3.2 완충재 물성/품질 검사 시험
4. 결과 및 토의
4.1 블록 제작 공정
4.2 블록 품질검사 공정
5. 결 론
1. 서 론
고준위방사성폐기물의 장기적 관리를 위한 대표적 처분 개념으로 심층처분 방식이 제안되어 왔으며, 이 개념은 공학적 방벽인 처분용기, 완충재, 뒤채움재와 천연 방벽인 주변 암반으로 구성되는 다중방벽 시스템에 기반한다. 이 중 완충재는 처분용기와 암반 사이를 충전하는 핵심 공학적 방벽 요소로서 지하수 유입 억제, 핵종 이동 지연, 발열 소산 등을 통해 처분용기를 보호하는 역할을 한다. 한국원자력연구원이 제안한 한국형 기준처분시스템(KRS)에서는 완충재의 기준 성능을 열전도도(≥1 W·m-1·K-1), 팽윤압(≥2.0 MPa), 수리전도도(≤10-12 m·s-1), 양이온교환용량(≥0.06 meq·g-1)으로 잠정 제시하고 있으며(Lee et al., 2024b; 2025a), 이러한 요구 성능을 만족할 수 있는 재료인 벤토나이트를 활용한다. 완충재의 성능은 시추공 내에서 건조밀도 1.6 g·cm-3 이상의 확보를 통해 수리적·역학적·열적·화학적 거동 기능의 발현을 보장할 수 있는 것으로 알려져 있어, 건조밀도는 성공적 시공의 판단 항목이 된다. 시추공 내부에서 목표 건조밀도를 확보하기 위해서는 재료 물성뿐 아니라 원료 준비, 블록 제작 및 가공, 보관 및 품질 검사, 인양 및 정치(emplacement), 최종 갭 채움에 이르는 전주기 공정의 체계적인 설계가 필요하다(Börgesson et al., 2002; SKB, 2009). 실제 처분 환경에서는 분말 재료만으로 충분히 높은 밀도의 채움을 구현하기 어려워 벤토나이트 압축 블록과 펠릿/그래뉼(입자형) 재료를 조합한 시공 방식이 고려되고 있다. 따라서, 고품질 재료 제작, 보관·취급·설치 과정에서의 건전성과 무결성 확보, 그리고 재료 물성의 정확한 측정이 중요한 기술적 요소가 된다. 기존의 완충재 연구는 주로 실험실 규모에서 압축 조건과 건조밀도 또는 일부 물성의 관계를 분석하는 데 집중되어 왔으며, 실제 시공을 고려한 공학 규모 블록 제작 기술과 재료 관리, 품질검사 방법론에 대한 연구는 상대적으로 한정적이다.
완충재 블록 제작 기술 개발 연구는 스웨덴, 핀란드, 캐나다 등 처분선도국을 중심으로 수행되어 왔으며(SKB, 2013; 2016), 현재는 실증규모의 완충재 블록 생산을 위한 제작 방법 및 장비 개발을 위한 연구가 추진되고 있다. 우리나라는 한국원자력연구원에서 KENTEX (KAERI Engineering-scale T-H-M Experiment for Engineered Barrier System) 실험을 위한 블록(Lee et al., 2008), In-DEBS (In-situ Demonstration of Engineered Barrier System) 현장실험을 위한 블록 제작(Kim et al., 2019) 등에 대한 제작 연구가 보고된 바 있으나, 주로 압축력에 따른 건조밀도를 도출하는 연구가 20 kg 미만의 작은 크기의 블록에 대하여 수행되었다. 해당 연구들의 주 목적은 목표 건조밀도를 도출하기 위한 최적의 압축력에 대한 기초적인 연구 결과의 도출이었다.
본 연구에서는 완충재 블록의 원료 준비, 제작, 검사, 보관, 취급 및 설치에 이르는 과정을 전주기 공정으로 정의하고, 이 중 품질 완성도 확보를 위한 제작 기술과 성능검사 기술에 초점을 두었다. 준실규모(약 900 kg) 디스크형 벤토나이트 블록의 제작 및 취급 경험을 바탕으로 대형 블록 제작 방법에 대한 경험적 결과를 정리하였으며, 공학 규모(약 20 kg 이하) 블록을 활용하여 검사 항목을 정리하고 이를 바탕으로 품질검사 방법을 검토하였다. 본 연구는 2027년 수행 예정인 준실규모 처분 실증(K-COIN 프로젝트)에 적용될 완충재 전주기 설계 연구의 일부로 수행된 것이며, 향후 원료 관리, 보관, 인양 및 정치 기술 등 다른 전주기 요소에 대한 추가 연구가 필요하다. 본 연구에서 제시한 제작 및 성능검사 공정은 더 나아가 향후 실제 처분장 적용을 위한 완충재 전주기 공정 설계를 위한 기초 자료로 활용될 수 있을 것으로 기대된다.
2. 준실규모 실증 프로젝트와 완충재 전주기
2.1 준실규모 실증 프로젝트
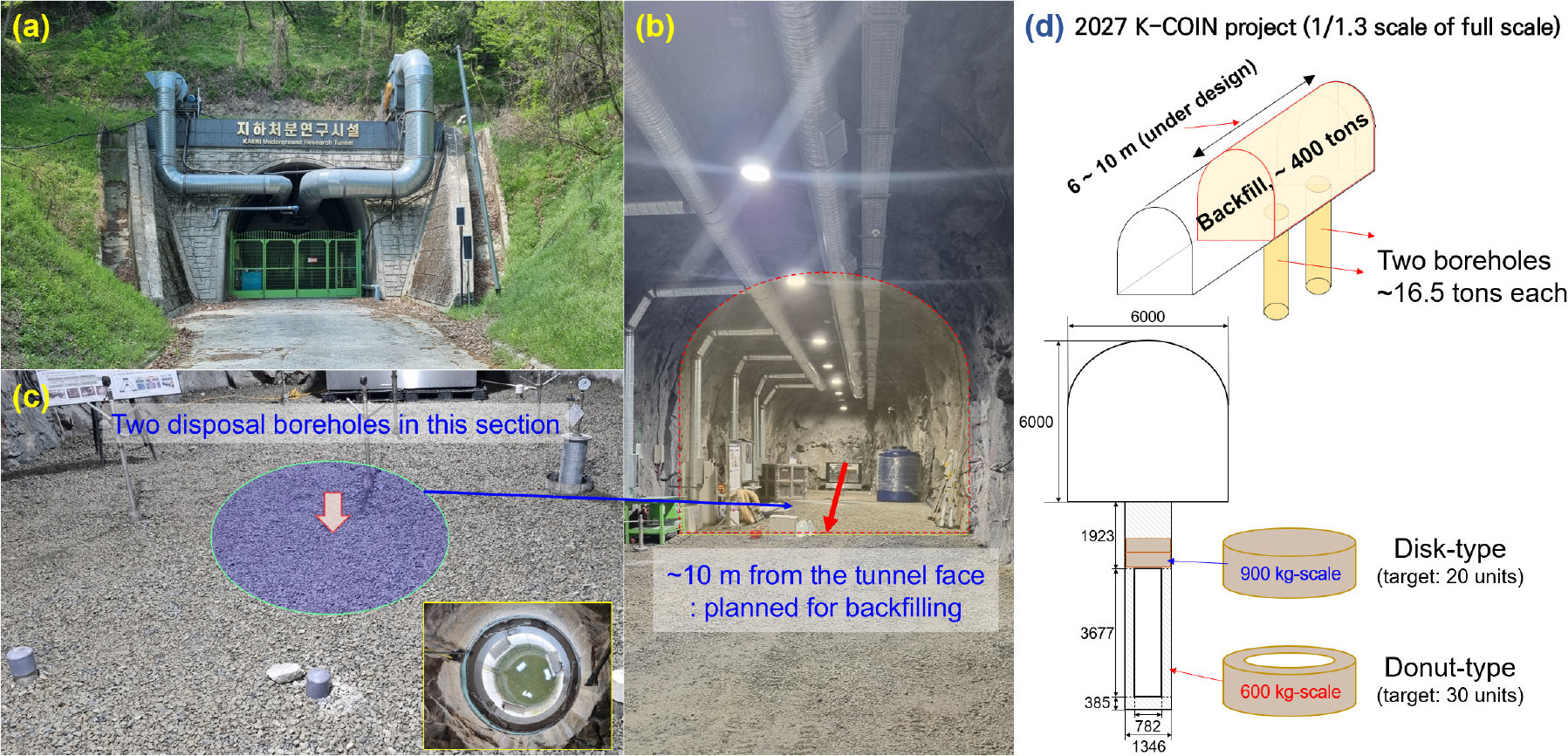
현재 설계하고자 하는 실증 공정은 2027년에 수행될 K-COIN 프로젝트를 위한 것이며, 해당 프로젝트는 한국원자력연구원의 연구터널 KURT (KAERI Underground Research Tunnel) 갤러리 한 곳에 대하여, 실규모 KRS 대비 1/1.3 크기(준(準)실규모; Semi-field scale)의 조건에서 수행되는 실증 연구이다. K-COIN 프로젝트에 활용될 터널의 사진과 제원은 Fig. 1과 같다. 완충재는 시추공 2개, 각 깊이 6 m, 직경 약 1.5 m의 공간에 처분용기 체적을 제외한 영역에 시공하는 것을 계획하고 있다(Fig. 1(e)). 시추공 하나당 채워야 하는 공간의 부피는 약 8.742 m3이고, 완충재 건조밀도 1.6 g·cm-3을 기준으로 약 14톤, 함수비 16–18% 기준으로 최대 16.5톤의 재료가 요구된다(Choi et al., 2024; Lee et al., 2025b).
블록 재료는 조각으로 분할하지 않은 일체 디스크형 블록과 도넛형 블록(디스크형 블록을 가공하여 제작), 그리고 나머지 공간들은 펠릿과 분말을 활용하여 채움을 수행할 계획이다. 제작 결과(4장 추후 서술)에 따르면, 제작되는 블록의 높이는 약 33 cm 내외이며, 무게는 디스크형 블록 약 890 kg, 도넛형 블록 약 580 kg이다. 시추공 하나에는 도넛형 블록 11개와 디스크형 블록 7개가 필요할 것으로 예상되며, 블록을 채운 후 발생하는 잔여 공간은 갭(gap) 공간으로 정의하며, 해당 공간은 벤토나이트 압축 펠릿(약 2.5 cm 내외) 또는 그래뉼(약 1 cm 이하) 크기의 재료로 채워질 예정이다. 따라서 갤러리를 채우기 위해서는 블록의 제작, 운송 및 시추공 내 삽입을 포함하는 전체 시공 공정의 설계가 필요하며, 해당 공정은 초대형 블록(약 890 kg 및 580 kg)의 취급과 시공에 적용 가능해야 한다.
2.2 완충재 전주기 공정 개념
K-COIN 프로젝트에서는 완충재 시공을 위한 전주기 공정의 개념을 설계하고 이를 실증하는 것을 주요 목표 중 하나로 설정하고 있다. 완충재 전주기 공정은 원료 준비 단계부터 최종 시공 단계까지의 일련의 과정으로, 각 단계는 시공 완료 후 완충재의 목표 성능과 건조밀도 확보에 직접적인 영향을 미친다. 구성 공정 단계는 벤토나이트 원료 준비, 블록 제작 및 가공, 블록 보관 및 품질 검사, 블록 인양 및 정치(emplacement), 그리고 최종 갭 채움 단계로 구분할 수 있다(Börgesson et al., 2002).
전주기 공정의 각 단계별 주요 개념은 다음과 같이 정리할 수 있으며, 전주기 공정 설계를 위한 가이드라인으로 활용할 수 있다. 원료 준비 단계에서는 원료 생산지, 입도 분포, 공급 형태(예: 30 kg 포대 혹은 1 ton 포대), 함수비 상태 등을 결정한다. 블록 제작 단계에서는 벤토나이트 분말을 고압으로 압축하여 블록으로 성형하며, 블록의 형상, 밀도 및 제작 방식을 실제 시공성과 가용 장비 등을 고려하여 결정한다. 보관 단계에서는 보관 환경에 따른 수분 변화와 균열 발생 여부 등을 관리하여 블록의 구조적 무결성을 유지하기 위하여, 습도와 포장 상태 등을 결정한다. 품질검사 단계에서는 재료(블록, 펠릿, 그래뉼)의 외형이 잘 유지되고 있는지, 그리고 재료들이 충분히 높은 건조밀도를 갖도록 제작이 되었는지를 평가한다. 재료의 종류와 크기에 따라서 검사에 활용할 수 있는 기술을 선택해야 한다. 블록 인양 및 정치 단계에서는 블록을 들어올리는 장비를 활용하여, 압축 블록을 지하 시추공 내부로 이동시켜 정확한 위치에 배치하는 작업을 수행한다. 블록은 외형적으로 요철이 존재하지 않고, 무게가 1톤 이상이며, 취성 파괴에 매우 취약하다는 점 등을 고려하여 특수 장비를 제작해야 하며, 장비의 구동 개념은 스웨덴과 핀란드의 방법을 참고할 수 있다(Börgesson et al., 2002; SKB, 2013; 2016). 마지막으로 최종 갭 채움 단계는 블록의 시추공 내 정치 후, 암반과 블록 사이에 존재하는 공간은 펠릿 또는 그래뉼 형태의 재료로 채움을 수행하는 것이며, 전체 완충재 체적에 대해 목표 건조밀도를 만족하도록 충분히 높은 밀도의 채움 시공 방식을 설계해야 한다.
본 연구는 완충재 전주기 공정 중에서 블록 설계 및 제작 공정과 품질검사를 중심으로 다루며, 현재 한국에서 완충재 시공 전주기와 관련된 연구가 거의 이루어진 바가 없는 상황에서, 기초적인 개념 확립을 위하여 기본적인 수준의 장비와 절차에 대하여 실증을 수행하였다.
2.3 완충재 블록 제작 및 물성/품질 검사 공정의 설계 방향
완충재 블록 제작 공정의 설계는 실제 적용 가능한 장비를 고려하여 압축 방식과 블록 형태를 결정하는 것을 포함하여, 그 공정이 블록 품질과 시공 작업성을 확보할 수 있도록 설계되어야 한다. 처분공 1개당 약 30톤 이상의 완충재가 필요하다는 점을 감안하면 단위 블록의 크기가 지나치게 작을 경우 작업성이 크게 저하(지하 환경을 고려하였을 때, 빠른 시공이 이루어지지 않으면 수분에 의해 블록이 파괴될 수 있음)되므로 충분하게 큰 크기의 단위 블록을 적용하는 것을 고려한다. 실제 처분장 건설을 수행하고 있는 핀란드에서도 최대 약 2톤 규모의 일체형 블록을 채택하고 있다. 실규모급 압축 블록을 제작하기 위해서는 20,000톤 이상의 하중 재하 능력을 갖춘 프레스가 필요하며, 해당 규격의 프레스는 일반적으로 1축압축 방식으로 구성되므로 블록 제작 공정 역시 1축압축 방식을 전제로 설계할 필요가 있다(Lee et al., 2025a).
블록 형태의 설계에는 적용 가능한 시공 기술을 함께 고려해야 한다. KRS 개념의 수직처분공 형상을 고려하면 완충재 단위 블록의 형태는 처분공 단면과 동일한 원형을 기본으로 하여, 1) 원형 일체형 디스크형 블록과 처분용기 공간이 비어 있는 일체형 도넛형 블록, 2) 원형을 임의의 개수로 등분한 부채꼴형 블록(예: 4등분 시 중심부 내각이 90°인 원호)과 처분용기 부분이 제거된 원환체(예: 큰 원호에서 중심부에 작은 원호가 제거된 형태) 부채꼴형 블록을 후보 단위 블록 형태로 고려할 수 있다. 시공 기술 중 흡착식 운반 방법은 두 형태의 단위 블록 모두에 적용이 가능하나, 마찰력 기반의 인양 방식은 원형 및 도넛형 블록에 적용이 용이하다. 스웨덴과 핀란드에서는 흡착 기반 특수 건설 장비를 장착한 차량을 제작하여 활용하고 있으며, 한 층을 하나의 유닛으로 구성하여 완충재 블록을 배치한 후 해당 층 전체를 인양하여 시추공에 설치하는 방식이 적용되고 있다. 한국에서는 인양 및 정치 기술에 대한 연구가 본격적으로 이루어지지 않은 상황이지만, 잠정적으로는 핀란드와 스웨덴의 방식을 기준 기술로 상정하여 블록 제작 설계 방향에 반영할 것이다.
완충재 블록 제작 공정에 대한 설계 방향을 정리하면 다음과 같다: ① 압축 블록, ② 1축압축 방식, ③ 일체형(원형/도넛형) 또는 분할형(부채꼴/원환체 부채꼴) 블록, ④ 일체형 적용 시 최대 약 2,140 kg 규모의 단일 블록, 분할형 적용 시 개별 블록 무게 약 100–1,070 kg 범위의 블록 활용.
완충재 블록 품질검사 공정의 설계는 완충재 재료인 압축 블록과 펠릿, 그래뉼의 물성을 정확하게 확보함으로써 완충재가 설계안대로 시공될 수 있도록 하는 것을 목표로 한다. 개별 재료의 물성을 신뢰성 있게 평가함으로써 시공 후 건조밀도를 정확하게 예측할 수 있도록 하고, 결과적으로 완충재가 충분한 THMC 성능을 발휘할 수 있음을 사전에 보증할 수 있도록 해야 한다. 이를 위하여, 품질검사 단계에서는 ① 기본 물성(블록 치수, 체적밀도, 건조밀도, 함수비 등), ② THMC 관련 성능 물성(열전도도, 수리전도도, 팽윤압 등), ③ 블록의 건전성 및 무결성(강도, 결함, 균열 등)을 평가한다. 특히, 본 연구에서는 추가적으로 무결성 평가에 대한 필요성을 제안하였다. 블록의 무결성은 보관 과정과 시공 기술에 영향을 미치는 요소임에도 불구하고 그동안 상대적으로 간과되어 왔다.
블록의 품질검사 공정의 구성은 블록을 해체하거나 파괴하여 얻은 정확하고 신뢰도 높은 물성값을 근거로 제작 공정을 먼저 확립한 후, 동일한 운영 변수로 제어되는 공정을 통해 제작된 블록들에 대해서는 비파괴검사를 적용하여 동일한 품질 수준이 반복적으로 확보되는지 확인하는 방식으로 구성하여, 우선 균일하고 일관된 품질의 블록을 생산할 수 있는 제작 공정을 확립한 후, 그 결과를 검증하는 순서를 기본 구조로 하는 순서로 구상하고 있다. 사용 가능한 비파괴검사 후보 기술로는 탄성파, 전기비저항, 감마선 측정 등이 있다. 성능검사 공정의 기본적인 설계 방향에는 실규모급 블록에 대한 적용 가능성, 측정 정확성, 반복 측정의 재현성, 현장 적용성, 그리고 작업 효율성이 함께 반영되어야 한다.
3. 공정 설계: 실험 수행 방법
3.1 완충재 블록 압축 제작
준실규모 압축 블록의 제작 공정을 설계하기 위하여, 디스크형 블록에 대한 설계와 제작을 수행하였다. 먼저 준실규모 비율에 해당하는 블록 제작이 가능하도록 내경 1.346 m, 벽 두께 150 mm의 금형을 설계하였다(Fig. 2). 금형은 상부와 하부(각 450 mm)가 분리되는 모듈형 구조로 제작하였다(금형 제작 과정에서는 압축 하중에 대한 강도 및 안전성 평가가 선행되어야 한다). 분말의 압축 성형 수행을 위하여, 진주 뿌리기술지원센터에 설치된 10,000 ton급 일축 압축 프레스(유압식, 2.2 m × 2.2 m 작업 공간, 최대 스트로크 1.2 m; 넥스탑)를 사용하였다. 원료는 현재 연구 프로젝트에서 기준 재료로 사용되는 BENTONIL WRK를 서로 다른 공급 시기에 제공된 원료 2종류로 구별하여(WRK21, WRK23)를 사용하였다(Fig. 2(c))(Lee et al., 2024b; 2025a). 각 원료의 몬모릴로나이트 함량은 각각 67.8 wt%와 76.7 wt%이다. 함수비 조정은 혼합해야 하는 양이 매우 많은 관계로 기존 원료의 함수비를 따로 측정하여 얻은 벤토나이트 분말의 기존 함수량을 고려하여, 탈이온수(Deionized water)를 목표 함수비에 맞는 양을 계산하여 혼합하였다.
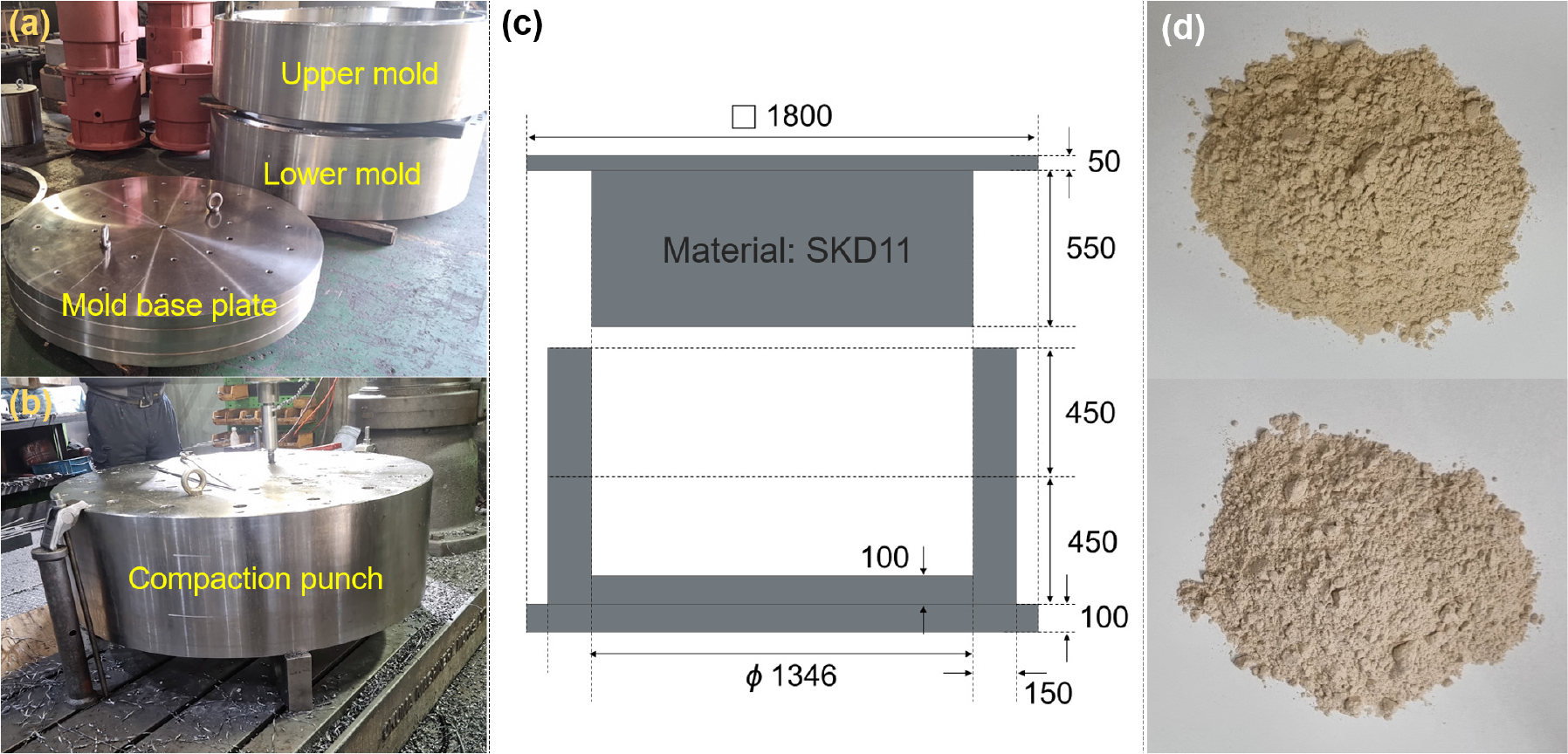
블록 제작의 전체적인 순서는 Fig. 3과 같다. 먼저, 프레스에 금형을 장착하고, 목표 함수비(6–16%)로 조정된 벤토나이트 분말을 금형에 투입한 후, 일축 압축 방식으로 압축을 수행하였다. 압축 공정에서는 재하 속도, 최대 압력 유지 시간, 하중 제거 후 구속 시간을 프레스 운전 변수로 설정하였다. 압축 하중은 40 MPa에 해당하는 약 5,700 ton을 적용하였다. 또한 탈형 과정에서 금형과 블록 사이의 마찰을 감소시키기 위하여 등유와 올레산을 체적비 8:2로 혼합한 이형제를 적용하였다. 가압 후에는 설정된 시간 동안 최대 압력을 유지한 뒤 하중을 제거하고, 일정 시간 동안 금형 내에서 블록을 구속 상태로 유지하였다. 압축 공정이 완료된 후에는 블록을 금형에서 탈형하여 제작 공정을 완료하였다. 제작이 완료된 블록에 대하여, 포장과 이송 작업을 수행하였다.

3.2 완충재 물성/품질 검사 시험
3.2.1 기본 물성 평가: 비파괴 검사
압축 벤토나이트 블록의 검사 후보 기술로서 탄성파, 전기비저항, 감마선 감쇠 측정(Lee et al., 2024a)을 수행하고, 이들 결과와 물성 간의 상관관계를 평가하였다. 각 시험은 동일 시편에 대해 순차적으로 수행하였으며, 시편의 질량 및 치수는 직접 측정하여 시험 결과 해석에 활용하였다. 비파괴 검사 기술을 적용한 블록은 공학규모 시편이며, 비파괴 측정 수치와 기본 물성 간의 상관관계를 정립하기 위하여 수행하였다. 본 연구에서는 탄성파 속도, 전기비저항, 감마선 감쇠 측정을 주요 비파괴 검사 기법으로 적용하였으며, 각 측정 결과를 건조밀도 및 함수비와 비교하여 물성 평가 가능성을 검토하였다. 비파괴 검사에 사용된 블록은 냉간 등방 압축 공법으로 제작하였다. 블록은 지름 5 cm, 높이 10 cm의 원기둥 형태이며, 제작된 블록의 물성 범위는 건조밀도 1.43–1.74 g·cm-3, 함수비 11.5–15.5%였다. 각 시험은 블록 제작 후 2일 이상 지난 후 수행하였으며, 동일 시편에 대해 순차적으로 수행하였다. 모든 측정은 시편의 길이 방향(축 방향)을 기준으로 양단에 송신기와 수신기(또는 이에 상응하는 측정 장치)를 배치하여, 신호가 시편 전체 길이를 통과하도록 구성하였다.
탄성파 속도 시험은 탄성파 측정 장비(Proceq, Pundit-PL200)를 이용하여 수행하였다. 시험에는 직경 49.7 mm의 트랜스듀서를 사용하였으며, 작동 주파수는 54 kHz로 설정하였다. 시편은 두 개의 트랜스듀서 사이에 배치하고 상부 트랜스듀서에 약 1 kg의 하중을 가하여 시편과 트랜스듀서 사이의 접촉 조건을 일정하게 유지하였다. 탄성파 전달 시간은 장비에서 측정된 신호 응답을 이용하여 확인하였으며, 시편 길이와 전달 시간을 이용하여 P-파 속도를 계산하였다. 각 시편에 대하여 3회 반복 측정을 수행하였다.
전기비저항 시험은 LCR 미터(IM3533-01, HIOKI)와 직경 70 mm의 스테인리스 전극을 이용하여 수행하였다. 시편과 전극 사이의 균일한 접촉을 확보하기 위해 절연 플라스틱 캡과 약 1 kg의 하중을 적용하였다. 측정 조건은 전기 분극 및 공진 현상을 최소화하기 위하여 주파수 10 kHz, 전위 1 V로 설정하였다. 측정된 전기 저항값과 시편의 단면적 및 높이를 이용하여 전기비저항을 계산하였다.
감마선 감쇠 시험은 섬광 계수기(HH-200, Nucare)와 밀봉된 세슘 방사성 동위원소(137Cs, 10 µCi)를 이용하여 수행하였다. 시험에서는 방사선원과 섬광 계수기 사이에 시편을 배치하고 직경 2 mm의 콜리메이터를 이용하여 감마선을 시편 중심부에 조사하였다. 감마선 에너지 스펙트럼은 0–3,325 keV 범위에서 측정하였으며, 배경 조건, 방사선원 단독 조건, 시편이 포함된 조건의 세 가지 경우에 대해 각각 측정을 수행하였다. 각 측정은 60초 동안 수행되었으며, 방사선 강도는 550–750 keV 범위의 에너지 카운트를 합산하여 계산하였다. 측정된 방사선 강도와 시편 두께를 이용하여 감마선 감쇠계수를 계산하였으며, 각 시편에 대해 3회 반복 측정을 수행하였다.
3.2.2 블록 건전성 및 결함 특성 평가
압축 벤토나이트 완충재 블록의 건전성을 평가하기 위한 측정 기술로서, 일축 비구속 압축시험(Unconfined Compression Test)을 수행하였다. 이를 통해 일축압축강도(UCS)와 대변형 탄성계수(secant modulus, E50)를 평가하였다. 시험에는 Master loader (HM-5030.3F, Humboldt)를 사용하였으며, ASTM D2166 기준에 따라 시편이 파괴될 때까지 1 mm·min-1 (1%·min-1)의 속도로 축하중을 재하하였다. UCS 값은 응력–변형률 곡선에서 나타나는 최대 축응력으로부터 산정하였으며, E50 값은 각 응력–변형률 곡선에서 원점과 최대강도의 절반(1/2 UCS)에 해당하는 점을 연결한 기울기로부터 계산하였다(Lee et al., 2024a; 2025a).
압축 벤토나이트 완충재 블록의 결함 특성을 체계적으로 평가하기 위하여, 블록 표면에서 결함이 차지하는 면적 비율을 정량적으로 평가하고자 결함비(Defect Area Fraction, DAF) 라는 평가 방법을 고안해보았다(Sethi, 2005; Lee et al., 2025a). 제작된 블록의 표면을 촬영한 사진을 활용하였으며, 분석에는 오픈소스 소프트웨어인 ImageJ (NIH, USA)를 사용하였다. 이미지 분석은 정상적인 블록 표면과 결함 영역 사이의 색상 및 명암 대비 차이를 기반으로 수행하였다. 일반적으로 결함 영역은 정상 표면보다 어둡거나 그림자 형태로 나타나는 특성을 보이므로 이러한 차이를 이용하여 결함 영역을 식별하였다. 촬영된 이미지는 결함 영역을 분리하기 위해 이미지의 명암 대비 조정 및 임계값(threshold) 설정을 수행하였다. 이후 추출된 결함 영역을 기반으로 블록 표면에서 결함이 차지하는 면적을 계산하였다.
4. 결과 및 토의
4.1 블록 제작 공정
블록 제작 공정의 설계는 준실규모 블록(지름 1.346 m)이 고밀도/고품질로 일관성 있게 생산이 될 수 있도록 프레스의 운전 조건을 결정하는 것을 기본 설계 개념으로 한다. 설계에 반영할 프레스 운전 조건 변수로 재하 속도, 최대 압력 유지 시간, 하중 제거 후 구속 시간(이하 구속 시간)을 고려하여, 조건을 다르게 한 블록을 생산해보았다. 재하 속도는 0.2, 1, 1.5 mm·s-1, 최대압력 유지시간은 1, 5, 30 min, 구속 시간은 5, 10, 30 min으로 적용하였다. 그리고 두 종류(21년/23년 공급, 각각 WRK21/WRK23)의 벤토나이트에 대하여, 함수비 6%, 12%, 16%로 조정하여 블록 생산에 사용하였다. 모든 블록 제작에서 최대 압축 압력은 기존의 연구들로부터 1.6 g·cm-3 이상의 건조밀도 블록 생산에 적합한 40 MPa (5,700 톤)을 적용하였다. 프레스 운전 조건 변수에 따른 준실규모 벤토나이트 블록의 건조밀도와 결함 특성 등을 포함한 생산 결과는 Table 1에 요약 제시하였다. 본 연구에서는 제한적인 수행 결과를 고려하여, 주로 경향성과 경험적인 관찰 결과를 위주로 서술하였다.
Table 1.
Summary of fabrication results of semi-field-scale compacted bentonite blocks under various press operating conditions (5,700 ton, 40 MPa)
준실규모 벤토나이트 블록의 건조밀도는 프레스 변수 조건에 관계없이 모두 1.6 g·cm-3 이상이 얻어졌으나, 프레스 운전 조건과 원료 조건이 달라짐에 따라서, 블록 간의 건조밀도 차이가 관찰되었다. 프레스 운전 조건 중에서 재하 속도는 블록의 품질에 크게 영향을 주지는 않는 것으로 보이며(Sethi, 2005), 최대압력 유지시간과 구속 시간, 그리고 원료 조건이 블록 품질을 결정하는 주요 변수라고 판단되었다. 그리고 외형적으로 블록이 좋은 품질을 나타내는 경우에 블록의 밀도 또한 상대적으로 높게 얻어지는 경향을 보였다. 최대압력 유지시간과 구속 시간의 경우, 각각 30 min 이상을 적용하는 것이 건조밀도의 증가와 표면 결함의 억제에 필수적인 조건이었다. 또한 함수비 16% 조건이 밀도 증가와 블록 무결성 사이의 균형을 확보하기에 가장 적절한 조건으로 확인되었다. 한편, 몬모릴로나이트 함량이 상대적으로 낮은 WRK21 벤토나이트가 함량이 더 높은 WRK23에 비하여서 결함 측면에서 더 나은 결과를 기대할 수 있었다. 또한, 보관 과정에서도 WRK23으로 제작한 블록에서 결함이 더 쉽게 발생하는 현상이 관측되었다(Lee et al., 2025b).
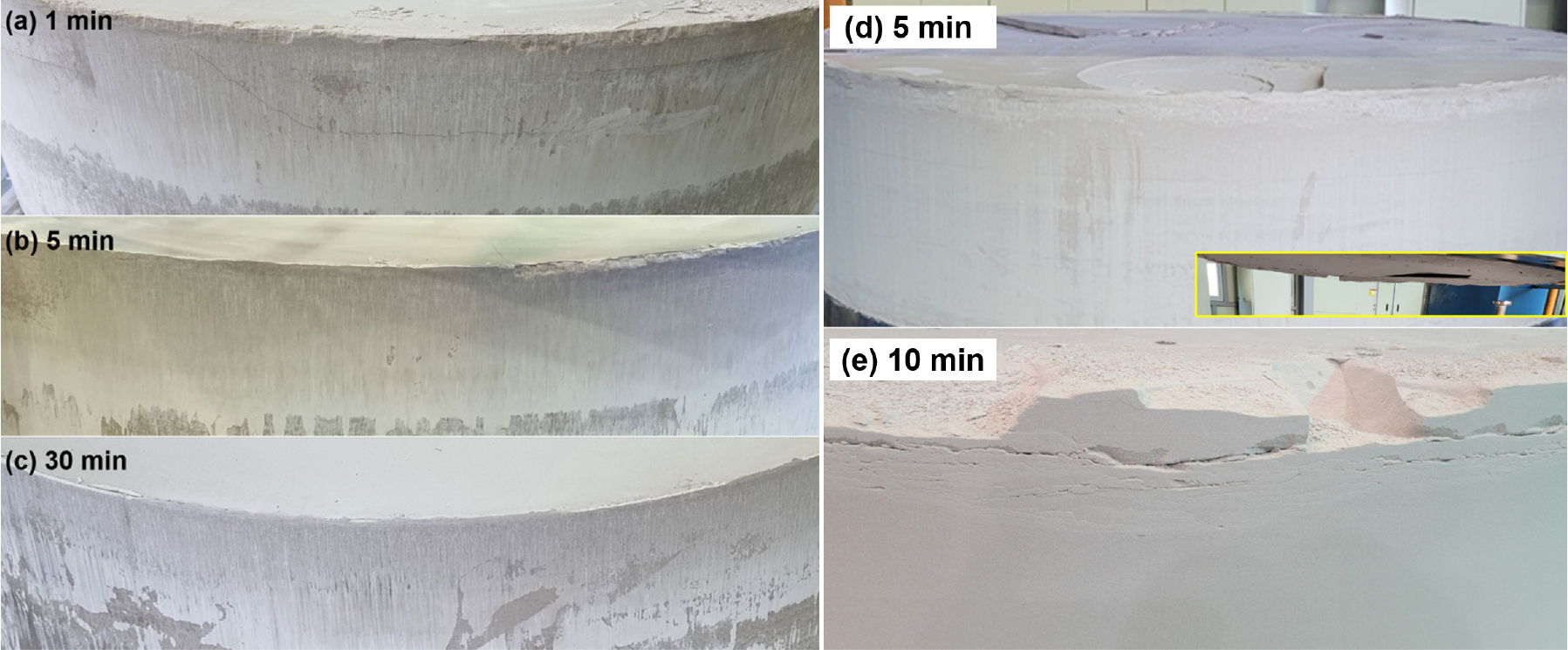
Table 1에서 제시한 블록 두께는 성형 직후의 측정값이 아니라, 제작 후 일정 시간 경과를 통해 두께가 안정화된 이후에 측정된 값이다. 준실규모 벤토나이트 블록의 경우, 성형 직후부터 약 48시간 이내에 일부 두께 증가가 관찰되었으며, 이는 압축 성형 과정에서 발생한 탄성 변형의 회복에 기인하는 것으로 판단된다(Lee et al., 2025b). 이후 48시간이 경과한 시점부터는 두께 변화가 거의 관찰되지 않아 블록 형상이 안정화된 상태를 유지하였다. 또한 완전 밀봉이 아닌 일반적인 보관 조건에서도 약 1년 이상의 기간 동안 블록은 안정한 상태를 유지하였으며, 표면에서 추가적인 결함 발생이나 구조적 파괴는 관찰되지 않았다(Fig. 4). 이러한 결과를 종합하면, 준실규모 블록에서는 외부 수분 흡수에 기인한 팽윤 기반 체적 변화가 전체 블록 두께 대비 매우 제한적인 수준으로 판단된다. 이는 벤토나이트 블록의 매우 낮은 투수성(≈10-11 m/s)으로 인해 수분의 침투 및 영향 범위가 표면 인근에 국한되며, 블록 크기 대비 해당 영역이 매우 작기 때문이다.
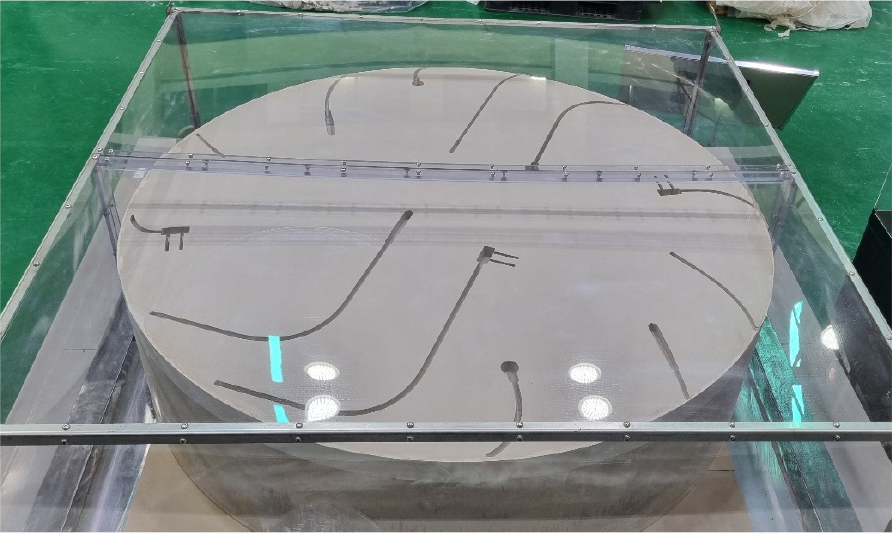
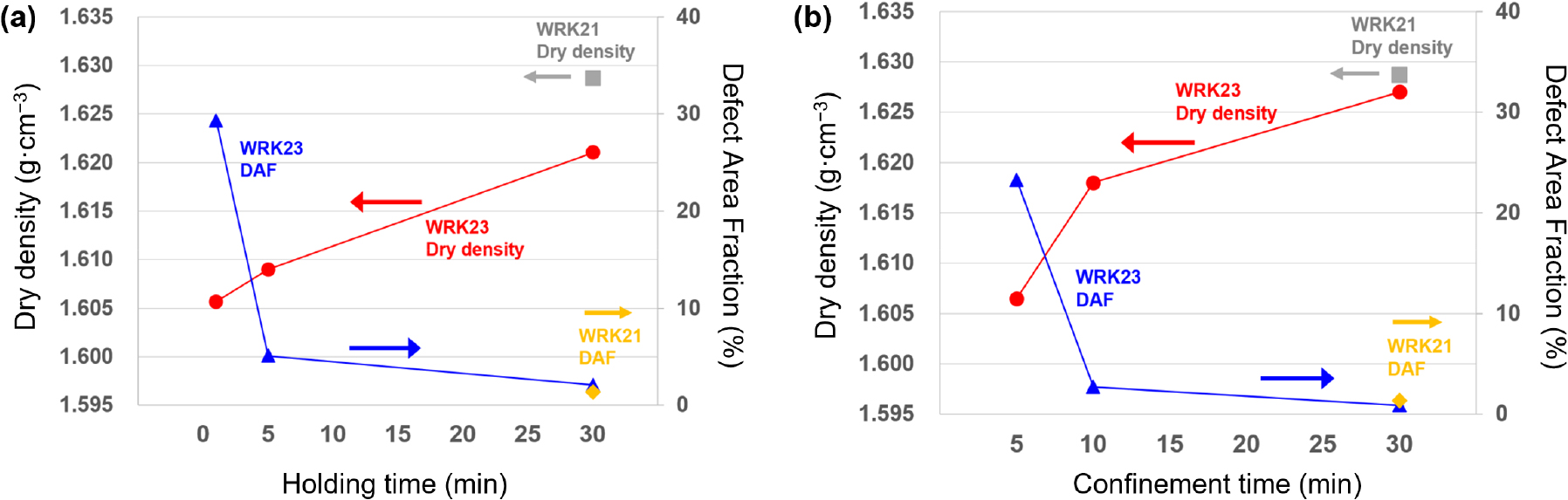
Fig. 5는 프레스 운영 조건에 따른 건조밀도와 결함비의 경향성을 보여준다. 건조밀도의 경우에는, 최대압력 유지시간과 구속 시간 두 변수 모두 30분까지 적용 시간을 늘림에 따라 지속적으로 건조밀도가 높아지는 경향을 보였다. 그리고 같은 조건에서 WRK21 블록의 경우에 더 높은 건조밀도가 얻어졌다. 결함비의 경우에는, 최대압력 유지시간의 경우에는 5분 이상, 구속 시간의 경우에는 10분 이상의 적용 시간에 대하여서는 그 개선 폭이 크지는 않았다. 건조밀도와 표면의 무결성을 모두 고려하면, 각 변수 모두 30분 이상을 적용하는 것이 적절하다고 판단된다.
블록 제작 조건에 따라 관찰되는 결함들은 Fig. 6과 같은 형태로 나타난다. 결함이 취약한 부분은 주로 디스크 최상부 외곽 부분, 그리고 원둘레 벽면이다. 정확한 방법으로 제작이 되지 않았을 때, 공통적으로 보이는 결함 현상은 주로 디스크 최상부 외곽 부분이며, 구속 시간이 짧았을 경우와 함수비가 낮은 경우에는 원료가 펀치에 부착되는 현상이 추가적으로 관측되었다(Fig. 6(d)). 벤토나이트 블록이 취성 파괴에 취약하다는 특성과 블록의 구조를 고려하였을 때, 제대로 제작이 되지 않을 경우에 가장 먼저 파괴되는 부분은 최상부 외곽 부분인 것으로 보인다. 그리고 추가적으로, 수분과 관련된 파괴나 결함 현상은 주로 최상부 표면에서 가장 먼저 일어나는 경향을 보였다. 일축압축 공정 자체의 특성을 고려하였을 때, 성형체의 최상부는 몰드 마찰력에 의한 하중 전달 감쇠가 가장 많이 일어나게 되는 부분으로, 실제 원료에 가해지는 압축력이 40 MPa 보다 낮아질 수 있음에 기인하는 것으로 보인다. 따라서, 벽면 마찰에 대한 구조적 혹은 화학적 개선이 이루어진다면, 결함에 대한 큰 개선을 기대할 수 있을 것으로 기대하고 있다.
현재까지의 제작 결과에 따르면, 최고 품질의 준실규모 블록(Fig. 7(a))은 WRK21 벤토나이트 원료, 함수비 16%, 분말 888 kg 투입, 최대 압력 유지 시간 30 min, 하중 제거 후 구속 시간 30 min의 조건에서 생산이 가능하다. 각 변수의 영향을 종합적으로 정리하면, 재하 속도는 블록 품질에 미치는 영향이 상대적으로 제한적인 반면, 최대 압력 유지 시간과 구속 시간은 건조밀도 증가와 표면 결함 억제에 중요한 지배 변수로 작용하는 것으로 나타났다. 또한 함수비는 블록의 무결성과 직접적으로 연관된 변수로서, 약 16% 조건에서 밀도 확보와 결함 억제 측면에서 가장 안정적인 결과를 보였다. 한편, 원료 특성의 경우 몬모릴로나이트 함량 차이에 따라 결함 발생 경향에 차이가 나타나, 동일 공정 조건에서도 원료에 따른 품질 편차가 발생할 수 있음을 확인하였다. 이러한 결과는 완충재 전주기 공정 중 제작 공정 단계에서 고려해야 할 주요 설계 인자들의 상대적 중요도를 정리한 것으로, 향후 실규모 완충재 전주기 공정 설계 시 제작 공정의 기본 설계 기준으로 활용될 수 있을 것으로 판단된다.
추가적으로, 제작한 블록의 인양을 위하여, 프로토타입 장비(Fig. 7(b))를 개발하여 적용해보았다. 인양 장비는 원둘레 외곽을 강하게 조여서 마찰력 기반으로 들어올리는 개념으로 설계되었으며, 블록의 파괴 없이 자유로운 이송이 가능하였다. 그러나, 해당 장비의 가장 큰 단점은 블록 외곽 재원 이상의 공간이 요구되는 작업 조건이다. 추가적인 작업 공간은 설치할 수 있는 블록의 크기를 제한하게 된다. 시추공 채움에서 충분한 건조밀도를 충족시키기 위해서는 전체 체적에서 블록의 비중을 최대한 높여야 함을 고려하였을 때, 해당 장비를 사용하기 위해서는 갭채움 시공 단계에서의 혁신적인 시공 기술이나 장비가 도입되는 것이 전제되어야 한다. 마지막으로, 보관 개념을 고안해보기 위하여 벤토나이트 블록의 포장(Fig. 6(c))을 수행해 보았는데, 포장의 밀봉 정도는 그렇게 엄격하게 요구되지 않는 것으로 판단되었다. 직접적인 수분 접촉만을 방지하는 수준까지의 포장만 이루어지면 벤토나이트 블록의 구조는 온전하게 잘 유지되었다. 그러나, 포장을 하지 않고 방치하는 경우에는 블록 전체의 파단이 발생하는 등 블록의 포장 자체는 반드시 이루어져야 한다. 따라서, 준실규모 이상의 초대형 블록에 대하여서는 포장 방법이나 적용 기술의 경우에는 근본적인 기초 개념부터 확립이 필요하다. 현재는 지게차 적재 받침대에 블록을 올린 후, 받침대와 블록을 한 번에 인력으로 포장하는 방식을 시도하였으나, 실제 공정에 적용하기 위한 정형화된 방식은 추후 개발이 이루어져야 할 것이다.

Fig. 7.
(a) Highest-quality semi-field-scale block (Block #9 in Table 1), diameter 1.346 m, height 0.33 m, dry density 1.630 g·cm-3; (b) prototype lifting device; (c) block packaging for moisture protection
4.2 블록 품질검사 공정
4.2.1 기본 물성 평가: 비파괴 검사
실규모 블록 전주기 공정의 검사 공정 단계에서, 적용성을 고려한 후보 기술들인 탄성파 속도, 감마선 감쇠, 전기비저항 기술의 블록 물성에 대한 상관성을 확인해보기 위하여, 다양한 조건의 블록에 대하여 후보기술들을 측정하였고, 비파괴검사 기술 측정 결과와 건조밀도 및 함수비 간의 관계를 나타낸 결과는 Fig. 8과 같다. 탄성파 속도는 함수비, 건조밀도에 대하여 모두 양의 상관관계(Correlation coefficient, ρ = 0.795 for water content; ρ = 0.884 for dry density)를 보였고, 감마선 감쇠로부터 얻은 선형감쇠계수의 경우 함수비, 건조밀도에 대하여 모두 양의 상관관계(ρ = 0.521 for water content; ρ = 0.979 for dry density)를 보였고, 전기비저항은 함수비, 건조밀도에 대하여 모두 음의 상관계수(ρ = -0.907 for water content; ρ = -0.413 for dry density)을 보였다. 여기서 제시된 상관계수는 조건에 따른 구분 없이 전체 시편 데이터를 대상으로 산정된 값으로, 각 변수 간의 관계를 독립적으로 평가한 결과이다. 예를 들어, 건조밀도와 전기비저항 간의 음의 상관관계는 함수비의 영향을 고려하지 않고, 전체 시편에 대해 두 변수 간의 관계만을 기준으로 도출된 것이다.
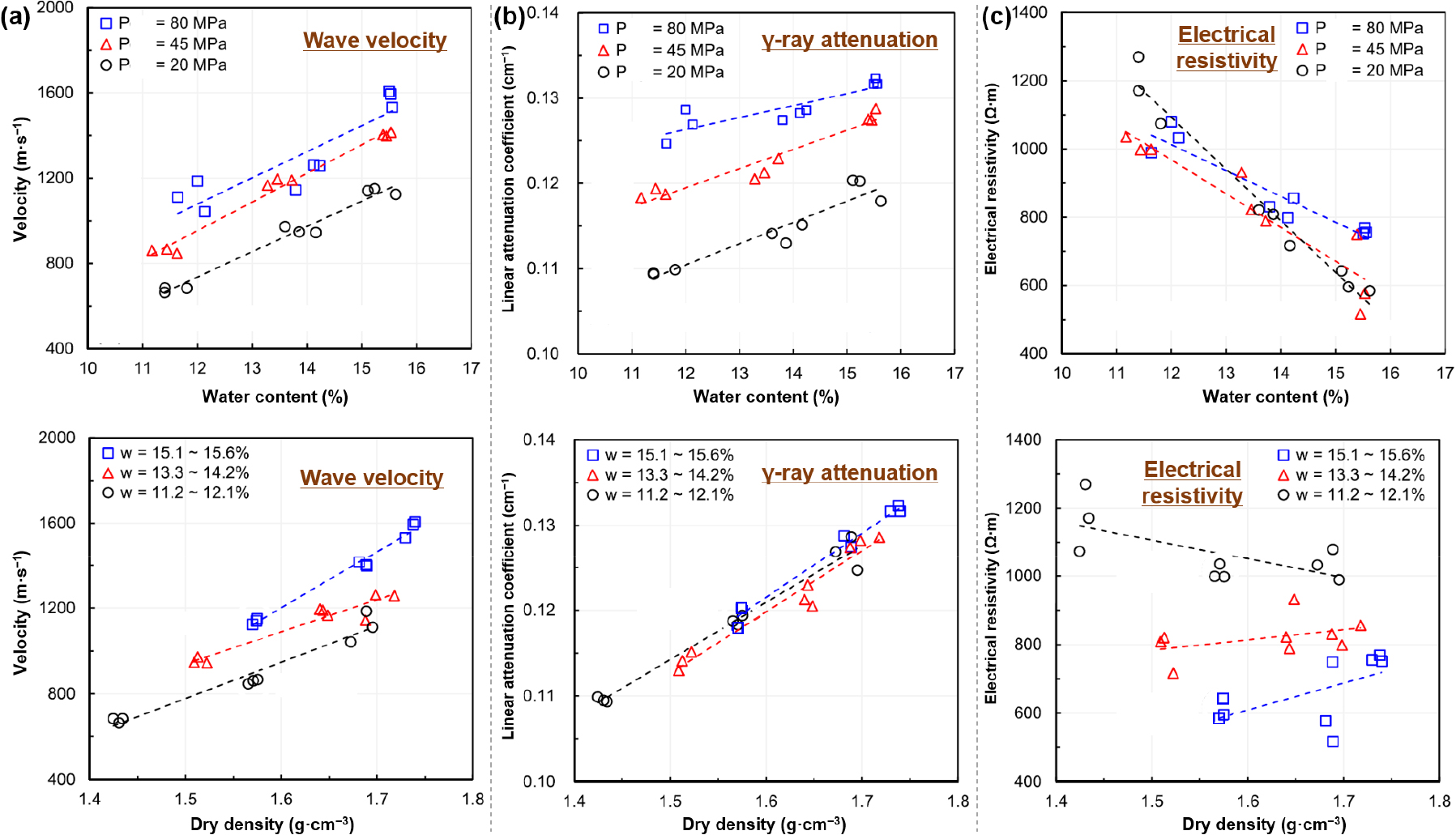
각 비파괴검사 기술 중, 함수비에 대하여서는 전기비저항 값이 가장 명확한 상관관계를 보였으며, 건조밀도에 대하여서는 감마선 선형감쇠계수 값이 가장 명확한 상관관계를 보였다. 따라서, 품질검사 공정에서 단일 기술을 적용할 경우에 함수비()에 대하여서는 우선적으로 전기비저항 측정 기술을 고려할 수 있고, 건조밀도()에 대하여 감마선 감쇠 기술을 고려할 수 있을 것으로 판단된다. 전기비저항 측정값()과 함수비 간의 관계식은 식 (1)과 같이 얻어졌으며, 선형감쇠계수(𝜇)와 건조밀도 간의 관계식은 식 (2)와 같이 얻어졌다.
하나의 블록에 대하여, 위의 세 가지 후보 기술을 모두 적용하여 측정의 정확성을 높이는 방식도 가능하다. 기존에 보고한 연구에 따르면, 모든 기술을 동시에 적용할 경우에 얻어지는 관계식은 R2가 0.9 이상으로 함수비와 건조밀도를 얻을 수 있다고 보고하고 있다(Lee et al., 2024a).
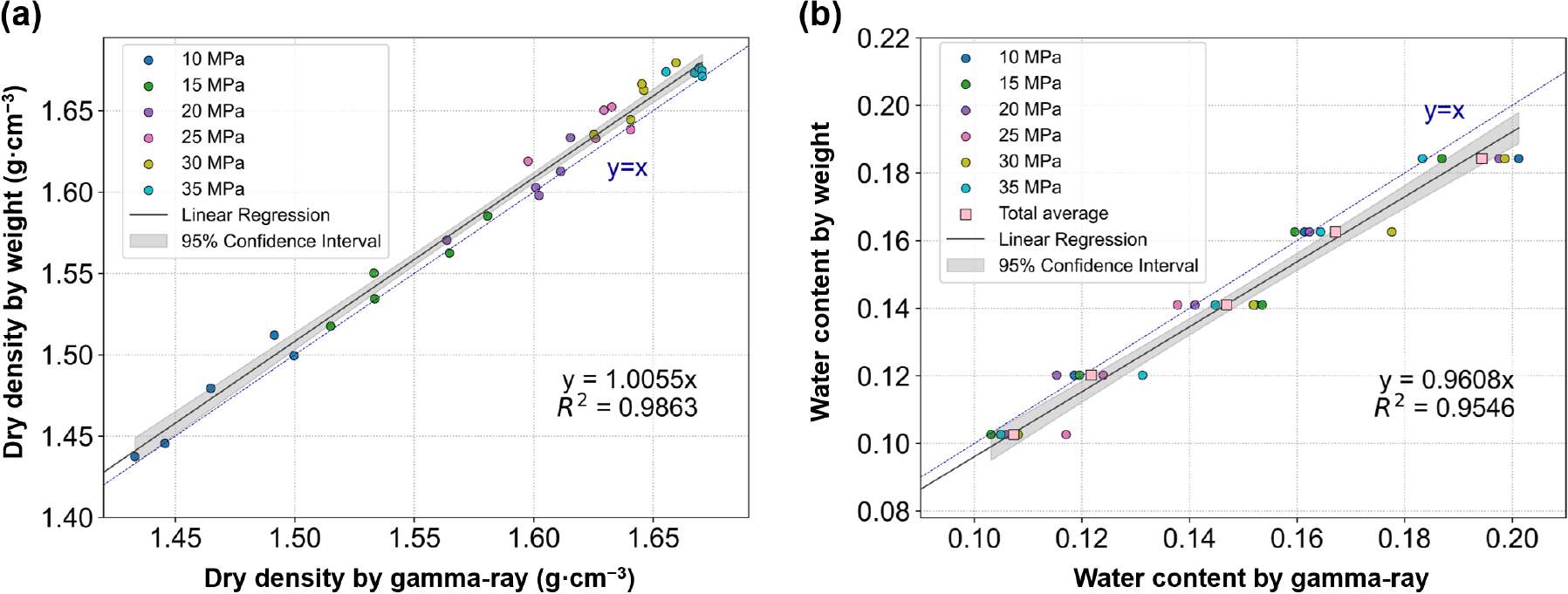
정확한 측정 결과를 얻는 또 다른 방법으로서 고려할 수 있는 것은 이중 감마선 기술이다. 이중 감마선 기술을 활용할 경우, 건조밀도와 함수비를 동시에 측정할 수 있으며(Lee et al., 2026), 높은 정확성으로 평가가 가능하다(R2 > 0.95). 이중 감마선을 활용하여 건조밀도와 함수비를 평가한 결과는 Fig. 9와 같다. 이중 감마선 시스템을 통해서 평가한 건조밀도는 중량을 통해 직접 측정한 값에 비하여 약간 과소평가 되는 경향이 있고, 함수비는 약간 과대평가 되는 경향을 보였다. 그러나, 그 경향성이 매우 뚜렷하여, 약간의 보정을 수행한다면 성능검사 기술로서의 적용성은 매우 뛰어난 것으로 판단된다.
이중 감마선 기술을 활용할 경우에는 공정 자체의 구성이 간단해지면서 정확성 또한 확보할 수 있는 장점이 있다. 그러나, 이 공정에서는 서로 다른 두 가지의 방사선원을 사용해야 하는 점을 고려해야 하며, 측정 대상 블록의 크기가 커질 경우에 그 방사선 선원에 대해 요구되는 선원의 크기가 커져야 되는 단점이 있을 수 있다.
본 연구에서 수행한 비파괴검사 측정을 통해 평가하는 방법들의 경우에는 아직 적용 가능한 블록의 크기에 대한 연구가 충분히 진행되지 않아, 실제 블록의 검사 기술로서의 적용 가능성에 대해서는 추가적인 연구가 필요하다. 특히, 감마선 감쇠 기반의 측정 방법은 그 기술적 특성으로 인해 측정 가능한 블록의 크기가 약 30 cm 이하로 제한되며, 그 이상의 크기에서는 측정 시간이 수십 시간에서 수 일 단위로 증가하게 되어 현실적인 적용에 제약이 있을 수 있다(확보 가능한 최대 세기의 선원을 기준으로 하여도 수 일 단위가 요구될 수 있음)(Lee et al., 2026). 그러나 이러한 경우에도 측정 경로의 변경(예: 블록 외곽을 대각선 방향으로 측정하여 전체 블록 대비 측정 경로를 축소)과 같은 방법을 통해 기술 적용 가능성을 확보할 수 있다. 또한, 감마선원 사용에 따른 방사선 안전 관리 및 전문 취급 인력 확보가 필요하다는 점 역시 현장 적용 시 고려되어야 할 중요한 제약 요소이다. 이러한 기술적·운영상 세부 사항에 대한 검토는 완충재 전주기 공정 설계 과정에서 수행되어야 할 것이다(Lee et al., 2026).
한편, 전기비저항 측정 기술의 경우 상대적으로 장비 구성과 현장 적용성이 우수한 장점이 있으나, 대형 블록에 적용할 경우 내부 수분 분포의 불균일성에 따라 전류가 특정 경로로 집중되는 채널링(channeling) 현상이 발생할 수 있다. 이러한 현상은 측정값이 블록 전체 평균 특성을 충분히 반영하지 못하고 국부적인 수분 상태에 영향을 받을 가능성을 의미하며, 특히 블록 크기가 증가할수록 그 영향이 더욱 확대될 수 있다. 따라서 실규모 블록에 대한 적용을 위해서는 전극 배치 방식, 측정 경로의 다중화, 또는 반복 측정을 통한 평균화 기법 등을 고려한 보완적인 측정 전략이 요구된다.
4.2.2 블록 건전성 및 결함 특성 평가
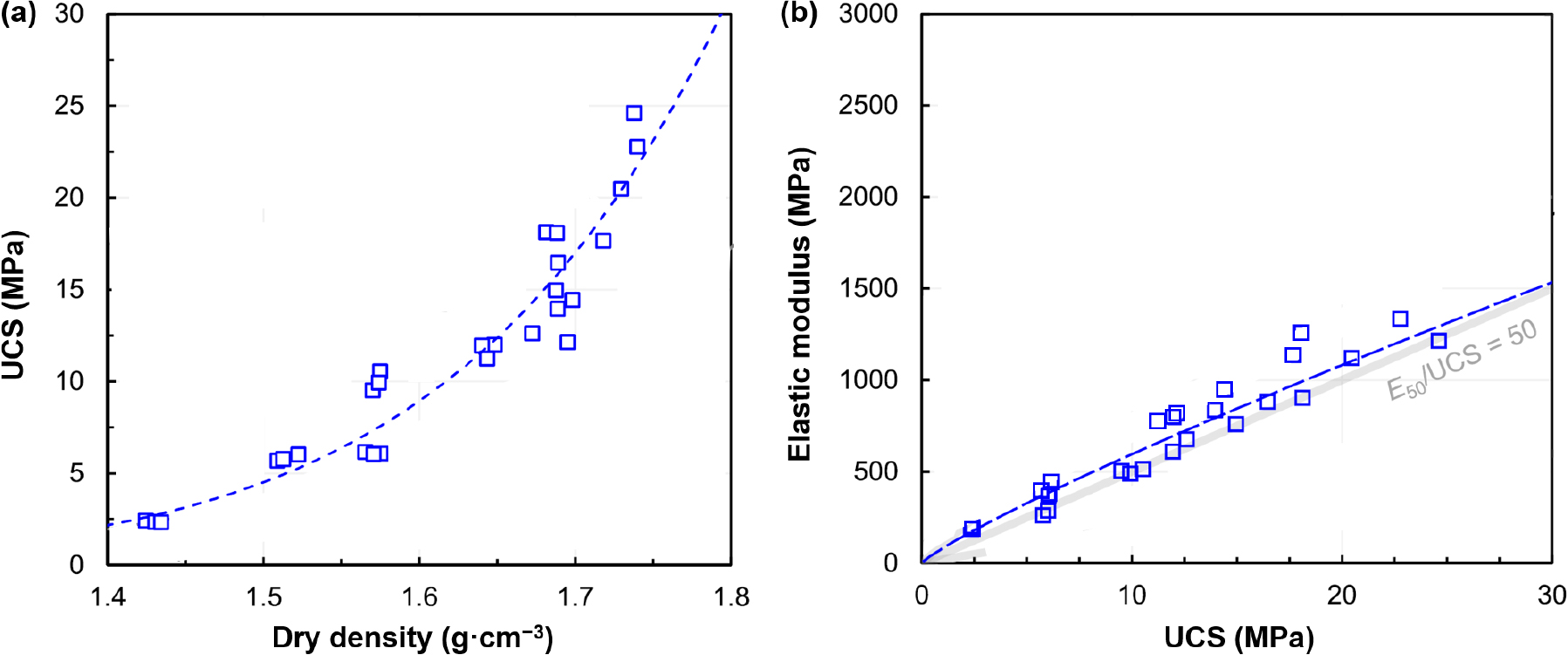
블록의 건전성과 관련하여, 일축압축강도 시험을 수행한 결과는 Fig. 10과 같다. 일축압축강도는 블록 건조밀도와 양의 관계를 보였고(Fig. 9(a)), 일축압축강도와 탄성률은 E50/UCS = 50인 직선과 근접하여 얻어졌다(Fig. 9(b)). 벤토나이트 블록의 일축압축강도는 엄밀하게는 강도 특성을 보기 위하여 측정한다는 것보다는 구조적 건전성을 보기 위하여 측정하는 값에 가깝다. 본 연구에서는 일축압축강도 시험을 건전성 평가를 위해 활용할 수 있는 하나의 예시 변수로서 제시한 것이다. 다른 기관에서도 일축압축강도 수치는 블록을 취급하기 위한 최소요구강도의 개념으로 활용하고 있다.
이러한 강도의 개념 또한 블록의 전주기를 고려한 설계가 필요하다(Lee et al., 2025a). 가장 파괴가 일어나기 쉬운 취급 공정을 기준으로, 해당 시나리오에 대하여 건전성 대표 변수인 일축압축강도가 몇일 때, 블록이 온전하다는 것이 보장된다는 등의 설계가 필요하다. 그리고 특히, 블록의 일축압축강도는 파괴를 동반하기 때문에, 일축압축강도를 건전성에 대한 성능검사 공정으로서 활용하려면, 생산 공정의 확립 과정과 마찬가지로, 생산 변수로 일관성 있는 강도의 블록이 생산된다는 상황을 상정하여, 일축압축강도의 수치는 블록 생산 변수로서 대체가 되는 방식으로 공정 구성이 되어야 할 것이다.
블록의 품질 검사 방법으로서, 상대적으로 직관적인 평가가 가능하도록 하기 위하여, 사진 이미지 기반의 결함비 평가 방법으로서, 결함비(Defect area fraction, DAF)의 도입을 고려해 보았다. 해당 변수는 제작된 블록의 상부에서, 특정 시간이 지난 후에 블록의 단면 이미지를 획득한 후, 블록 전체에서 균열이 발생하거나, 연속성을 잃는 영역들을 따로 구별한 후, 전체 블록 단면의 면적 대비, 균열이 발생한 영역의 비율을 수치화 하여 나타내 보고자 시도한 변수이다. Fig. 10에 제시된 결함비는 블록의 상부를 사진으로 찍은 후, 명암 대비를 주어, 균열이 발생한 영역을 구별하여 얻은 결과이다(Fig. 11). 제작 공정에서 얻어진 최고품질인 블록의 경우, 결함 비율이 0.15%로 육안상 관측되는 결함이 거의 없는 수준이었다.
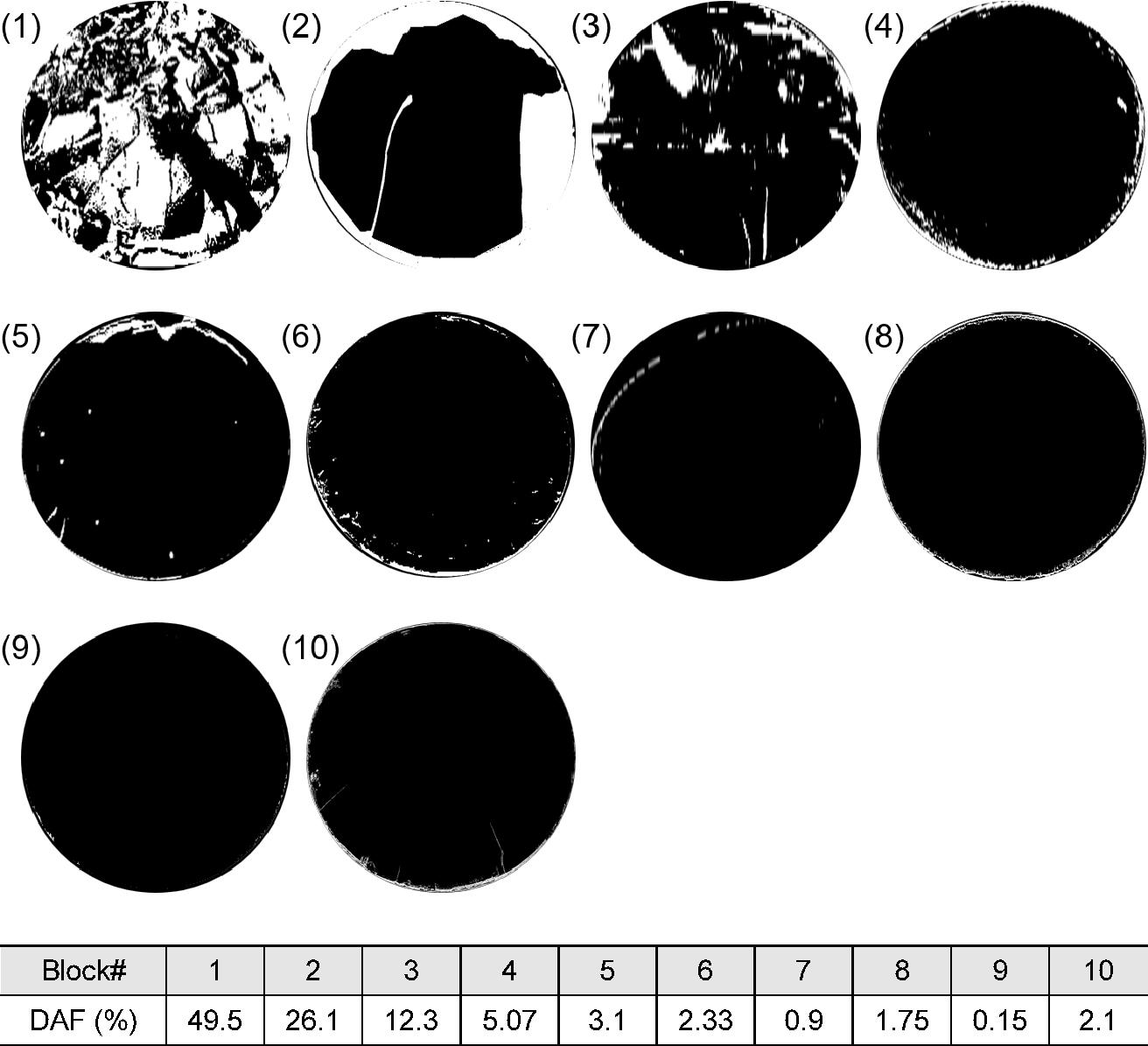
Fig. 11.
Image-based defect area fraction (DAF) evaluation results for semi-field-scale blocks (block numbering corresponds to Table 1)
결함비는 그 측정과 평가가 매우 간단하기 때문에 성능검사 공정으로서의 적용성은 뛰어날 것으로 판단된다. 또한, 결함비 측정 결과는 제작 결과에 대한 평가뿐만 아니라, 인양 및 보관 기술의 평가에도 활용이 가능할 것으로 판단하고 있다. 인양 기술은 결함비와 매우 밀접하게 연관성이 있다. 실제로 흡착 기반의 인양 기술을 적용할 때, 결함이 존재하는 부분에 대하여서는 균열에서 발생하는 공기 흐름으로 인하여 흡착력이 형성되지 않기 때문에, 흡착 인양 기술 적용이 불가능하다(Börgesson et al., 2002; SKB, 2013; 2016). 블록의 크기가 커질 경우, 흡착력이 작용하는 다른 구역에 의하여 블록의 인양이 가능할 수 있으나, 전체 블록에서 결함비가 특정 비율 이상일 경우 흡착 인양이 불가능할 것으로 판단하고 있다.
5. 결 론
본 연구에서는 2027년 수행 예정인 KURT 기반 준실규모 처분 실증(K-COIN)에 적용하기 위한 완충재 전주기 공정 중 블록 제작 및 성능검사 공정 설계를 목표로 예비 연구를 수행하였다. 본 연구는 준실규모 실증을 직접적인 적용 대상으로 하나, 궁극적으로는 실제 처분장 적용을 고려한 완충재 전주기 공정 설계를 위한 기초 자료를 도출하는 데 목적이 있다. 다만, 본 연구는 블록 제작 및 품질검사 공정에 초점을 둔 제한적인 범위에서 수행되었으며, 원료 관리, 보관, 인양 및 정치(emplacement) 기술 등 다른 전주기 요소에 대한 통합적 검토는 포함하지 않았다. 따라서 실제 처분장 적용을 위해서는 전주기 공정 전반에 대한 추가적인 연구가 필요하다. 이러한 내용들을 고려하여, 본 연구를 통해 얻은 주요 결론은 다음과 같다.
1. 준실규모(약 900 kg급) 디스크형 벤토나이트 블록을 10,000 ton급 일축 압축 프레스를 이용하여 제작한 결과, 모든 시험 조건에서 건조밀도 1.6 g·cm-3 이상의 확보가 가능하였다. 블록 품질에 대한 프레스 운전 변수의 영향 분석 결과, 재하 속도의 영향은 상대적으로 작았으며 최대 압력 유지 시간과 하중 제거 후 구속 시간이 건조밀도 증가와 표면 결함 억제에 보다 중요한 변수로 확인되었다. 또한 함수비 16% 조건이 블록의 무결성 확보에 가장 유리한 조건이었다.
2. 공학규모 압축 블록을 대상으로 탄성파, 감마선 감쇠, 전기비저항 측정을 수행하여 비파괴검사 기술의 적용 가능성을 검토한 결과, 감마선 감쇠는 건조밀도와 가장 뚜렷한 상관관계를 보였으며 전기비저항은 함수비와 높은 상관관계를 나타냈다. 이중 감마선 기술의 경우, 공정 구성 편의성과 정확성 면에서 명확한 장점이 있다.
3. 블록의 건전성과 표면 품질 평가를 위한 수단으로서, 일축압축강도(UCS), 그리고 이미지 기반 결함비(DAF)에 대한 적용성을 평가하였다. 본 연구에서 제시한 제작 조건과 성능검사 방법은 대형 완충재 블록의 제작 및 검사 공정에 대한 국내 초기 실증 결과로서, 향후 실제 처분장 적용을 위한 한국형 완충재 전주기 공정 설계의 기초 자료로 활용될 수 있을 것으로 기대된다.
4. 본 연구 과정에서 원료 관리, 제작, 보관, 인양 및 정치를 포함한 시공 공정 측면에서는 실험실 규모에서 준실규모로의 확장을 통해 주요 기술적 문제들이 상당 부분 해소된 것으로 판단된다. 또한 준실규모에서 도출된 제작 조건과 공정 개념은 실규모 조건에서도 적용 가능성이 높은 것으로 기대된다. 다만, 성능검사 기술의 경우 실규모 블록에 대한 적용성 측면에서 추가적인 검증이 필요하다. 특히 대형 블록에 대한 측정 경로, 측정 시간, 신호 해석 및 정확도 확보 등의 측면에서 기술적 제약이 존재할 수 있으므로, 전주기 공정의 확립을 위해서는 비파괴검사 기술의 실규모 적용성 확보를 위한 심층적인 후속 연구가 요구된다.
