

1. 서 론
2. TBM 커터헤드의 설계
2.1 지반조건 및 시공조건
2.2 커터헤드의 설계
2.3 쉴드TBM의 핵심 사양 검토
3. TBM 커터헤드의 제작
3.1 커터헤드의 소재 및 기계구조적 안정성 검토
3.2 커터헤드의 제작
4. TBM 현장 굴진자료의 분석
4.1 디스크커터 관입깊이의 분석
4.2 커터 작용력의 분석
5. 결 론
1. 서 론
TBM은 연장이 긴 터널에서 경제성이 우수하고 터널공사로 인한 소음․진동 등의 각종 피해를 최소화할 수 있으며 시공 중에 높은 안정성을 확보할 수 있기 때문에, 전 세계적으로 해저터널 건설 시에 쉴드TBM의 적용이 증가하고 있다. 그러나 전 세계적으로 약 6개국에서만 TBM 설계․제작기술을 비공개로 보유 및 활용하고 있는 상황으로서, 독자적인 TBM기술의 확보가 요구되고 있다(Bae & Chang, 2006).
우리나라에서도 최근 들어서 TBM의 국산화를 위한 기술적인 노력들이 일부 이루어지고 있으나, 아직까지 TBM의 굴착성능을 좌우하는 가장 중요한 부분인 커터헤드(cutterhead) 등의 핵심 기술을 외국 제작사에 의존하고 있는 실정이다(Yun et al., 2013).
또한 우리나라에서 TBM과 관련되어 수행된 최근의 연구들은 TBM 커터헤드의 기초 설계 자료를 획득하기 위한 수치모델링 연구(Cho et al., 2010, Cho et al., 2013, Jeong et al., 2013), 선형절삭실험(linear cutting test) 또는 간편 실험에 의해 TBM의 굴진성능을 예측하기 위한 실험적 연구(Chang et al., 2012; Chang et al., 2011; Lee et al., 2012), TBM의 현장 굴진성능의 분석 연구(Chang et al., 2011; Kim et al., 2013) 등으로 구분될 수 있다. 이외에도 TBM에서 암반 굴착을 위한 소모성 굴착도구로 사용되는 디스크커터(disc cutter)의 성능평가와 관련된 연구(Chang et al., 2013; Choi et al., 2013)들도 보고되고 있으나, TBM 커터헤드의 설계와 제작에 직접적으로 활용될 수 있는 기술들은 아니다.
Table 1. Uniaxial compressive strengths of rocks for each borehole | ||||||||
Borehole number | BH-1 | BH-2 | BH-3 | BH-4 | BH-5 | BH-6 | BH-7 | BH-8 |
Uniaxial compressive strength (MPa) | 130.9 | 34.8 | 64.0 | 119.0 | 135.1 | 90.0 | 60.9 | 55.0 |
외국에서도 유럽의 EU 공동프로젝트인 TUNCO-NSTRUCT 등을 통해 지속적으로 TBM 기술발전을 도모하고 있으나 TBM의 설계와 제작과 관련된 핵심 기술들은 여전히 공개되고 있지 않으며(TUNCONSTRUCT, 2008), 공개된 대부분의 연구결과들은 TBM의 굴진성능 예측이나 TBM의 설계를 위한 암반 조건에 따른 디스크커터의 작용력 예측에 대한 것들이다(Rostami, 2013; Rostami et al., 1996; Rostami and Ozdemir, 1993; Snowdon et al., 1982; Nishimatsu et al., 1975).
따라서 본 연구에서는 우리나라의 독자적인 TBM 기술을 개발하기 위한 첫 단계로서, 자체적으로 개발한 TBM의 커터헤드 설계․제작 기술을 활용하여 해저 배출관로 건설에 사용할 국산 커터헤드를 설계 및 제작하였다. 또한 이와 같이 제작된 커터헤드를 장착한 재활용 토압식 쉴드TBM의 실제 현장 굴진정보를 분석하여, 자체 기술로 개발한 TBM 커터헤드의 성능을 검토 및 검증하고자 하였다.
2. TBM 커터헤드의 설계
2.1 지반조건 및 시공조건
본 연구의 적용 대상 현장은 ○○ 해저 배출관로 터널 현장으로서, 터널의 총 연장은 1.56 km이고 쉴드TBM의 외경은 4.4 m이다. 두께가 0.2 m인 세그먼트 라이닝의 외경은 4.2 m이며, 해저터널의 최대 수심과 최소 토피고는 각각 15.6 m와 15 m이다.
굴착대상 지반의 암종은 사암과 셰일로서 총 8공에 대한 시추조사 결과, BH-5와 BH-6 시추공 사이의 구간에서 경암층(압축강도 135.1 MPa), 보통암층(압축강도 90~98.8 MPa) 및 연암층(압축강도 35.2 MPa)이 혼재되어 나타날 것으로 예상되었다(Table 1). 따라서 본 연구에서는 BH-5와 BH-6 시추공 사이의 구간에 대한 분석을 집중적으로 실시하였다. 그러나 각 시추공별로 암석의 일축압축강도만이 측정된 관계로, 암석의 특성으로서 압축강도뿐만 아니라 굴착에 대한 암반의 저항성을 나타나는 지수인 DRI (Drilling Rate Index)와 CLI (Cutter Life Index)를 활용하는 Chang et al. (2011)의 모델 등을 적용할 수 없었다. 그 대신, 암석의 강도와 더불어 디스크커터의 형상, 간격 및 관입깊이 조건에 따라 디스크커터의 작용력을 예측하는 미국의 CSM (Colorado School of Mines) 모델(Rostami et al., 1996)을 적용하였다.
2.2 커터헤드의 설계


본 연구에서 수행한 커터헤드의 설계에 필요한 설계조건들을 정리하면 Table 2와 같다. 이때 압축강도가 가장 큰 BH-5 시추공 조건을 기준으로 하여 Chang et al. (2007) 등의 모델 과 연구대상 지반조건과 유사한 조건에서의 기존 설계사례들을 참고하여 디스크커터의 간격과 커터헤드 스포크(spoke)의 개수를 각각 90 mm 및 8개로 설정하였다. 또한 최외곽 디스크커터의 위치를 고려하여 커터헤드 측면부의 곡선구간에 배치되는 게이지커터(gauge cutter)부의 곡선반경과 마지막 게이지커터의 각도를 각각 660 mm 및 70°로 적용하였다.
이상과 같은 설계조건에 부합되도록 8개의 스포크 형태로 배열 설계된 커터헤드의 기하학적인 설계결과는 Fig. 1과 같다. 디스크커터의 평균 간격, 즉 커터헤드의 직선부에 배치되는 페이스커터(face cutter)의 간격을 90 mm로 적용하고 Table 2에 제시된 게이지커터 영역의 곡선반경과 커터 간격감소를 고려하여 설계된 디스크커터의 총 개수는 32개로 산출되었다. 세부적으로는 센터커터 4개, 페이스커터 14개 및 게이지커터 14개로 구성된다(Table 3).
그러나 이상과 같이 설계된 커터헤드는 기하학적으로 디스크커터들을 배치한 결과로서, 디스크커터 하우징(housing) 간의 간섭, 커터헤드의 개구율(opening ratio), 각 스포크에서 토사지반 굴착용 커터비트(cutter bit)의 배열, 구동부와 연결되는 커터헤드 후면의 호환부 등을 고려하여 기하학적인 디스크커터 배열 설계결과를 수정하고 제작도면을 작성하였다. 이때 개구율과 관련하여 본 연구의 설계조건과 유사한 해외의 TBM 설계․제작 사례들을 분석한 결과, 커터헤드의 개구율은 대부분 20∼40%에 분포하였으며, 특히 30%에 해당하는 자료들의 빈도가 가장 높게 나타나 본 연구에서도 커터헤드의 개구율을 30%로 적용하였다. 이와 같이 설정된 개구율과 디스크커터 하우징의 크기 등을 고려하여 작성된 커터헤드의 최종적인 3차원 모델링도는 Fig. 2와 같다.



2.3 쉴드TBM의 핵심 사양 검토
앞선 2.1절에서 기술한 바와 같이, 각 시추공별로 측정된 암석의 특성은 일축압축강도만이 유일하였기 때문에 쉴드TBM의 사양을 검토하기 위하여 다음의 식 (1)∼(6)과 같이 암석의 강도를 활용하는 CSM모델인 Rostami et al. (1996)의 커터 작용력 예측식을 활용하였다.



여기서  는 커터에 작용하는 총 하중,
는 커터에 작용하는 총 하중,  은 디스크커터의 반경,
은 디스크커터의 반경,  는 디스크커터 tip의 너비이며, 압력분포 상수
는 디스크커터 tip의 너비이며, 압력분포 상수  는 17인치 디스크커터인 경우에 0에 가까운 값으로 가정할 수 있다(Rostami et al., 1996). 이때 암석과 디스크커터 사이의 상호작용이 발생하는 영역을 정의하는 각도
는 17인치 디스크커터인 경우에 0에 가까운 값으로 가정할 수 있다(Rostami et al., 1996). 이때 암석과 디스크커터 사이의 상호작용이 발생하는 영역을 정의하는 각도  및
및  그리고 커터하부에 작용하는 기저 압력
그리고 커터하부에 작용하는 기저 압력  은 다음과 같이 계산된다(Rostami and Ozdemir, 1993; Rostami et al., 1996).
은 다음과 같이 계산된다(Rostami and Ozdemir, 1993; Rostami et al., 1996).




여기서  는 디스크커터의 관입깊이,
는 디스크커터의 관입깊이,  와
와  는 각각 암석의 일축압축강도와 인장강도이다.
는 각각 암석의 일축압축강도와 인장강도이다.
본 연구대상의 해저터널에서는 Table 1과 같이 압축강도 135.1 MPa의 경암 구간이 존재하는 것으로 나타났기 때문에, 경암에서 TBM의 굴착성능을 향상시키기 위해 직경이 432 mm (17인치)인 디스크커터를 적용하였으며 그에 따른 디스크커터 폭의 너비와 최대 허용 하중은 각각 20 mm 및 272 kN이다. 또한 암석의 인장강도가 측정되지 못했기 때문에, 각 시추공별로 측정된 일축압축강도의 1/10을 암석의 인장강도로 가정하여 커터 작용력을 예측하였다.
본 연구에서 설계․제작한 커터헤드가 장착될 쉴드TBM의 핵심 사양과 2.2절에서 도출된 디스크커터의 배열 설계조건은 Table 4와 같으며, 이러한 조건에 대해 앞서 설명한 CSM모델(Rostami et al., 1996)에 의해 예측된 디스크커터의 관입깊이에 따른 커터 작용력 등을 정리하면 Table 5와 같다. 이때 다음의 식 (7)∼(9)의 관계식(Rostami & Ozdemir, 1993)들을 통해 디스크커터의 관입깊이별로 계산된 커터 연직력(normal force)와 커터 회전력(rolling force)로부터 TBM의 소요 추력(thrust), 소요 토크(torque) 및 소요 동력(power)을 계산하였다.


여기서  는 TBM의 소요 추력,
는 TBM의 소요 추력,  는 TBM의 소요 토크,
는 TBM의 소요 토크,  는 TBM의 소요 동력,
는 TBM의 소요 동력,  은 TBM 커터헤드의 1분당 회전속도,
은 TBM 커터헤드의 1분당 회전속도,  는 TBM의 직경,
는 TBM의 직경,  은 커터헤드에 장착된 디스크커터의 개수, 그리고
은 커터헤드에 장착된 디스크커터의 개수, 그리고  과
과  은 각각 커터 연직력과 커터 회전력이다.
은 각각 커터 연직력과 커터 회전력이다.
Table 5에 제시된 분석 결과, 압축강도가 가장 크게 나타난 BH-5 시추공 조건에서 커터 관입깊이가 7 mm/rev일 때, CSM모델로 예측된 디스크커터의 연직 작용력은 269 kN로서 디스크커터의 최대 하중용량인 272 kN이하로 산출되었다. 반면, 커터 관입깊이가 8 mm/rev를 넘게 되면 디스크커터의 최대 하중용량 이상의 커터 연직 작용력이 작용하게 되어 굴진이 불가능한 것으로 나타났다. 커터 관입깊이가 8 mm/rev 이상일 때 TBM 소요 추력은 TBM의 최대 추력 용량 이내로 추정된 반면, TBM 소요 토크와 소요 동력은 TBM의 최대 용량을 초과하는 것으로 나타났다. 따라서 본 연구대상의 BH-5 시추공 조건에서는 디스크커터의 최대 관입깊이를 7 mm/rev 이하로 적용해야 할 것으로 산출되었다. 이때 TBM의 가동률(utilization)과 작업시간(working time)을 각각 30% 및 150 hr/week로 가정하면, 월 굴진율은 226.8 m/month로 예측되었다.


3. TBM 커터헤드의 제작
3.1 커터헤드의 소재 및 기계구조적 안정성 검토
2장과 같이 설계된 TBM 커터헤드를 제작하기 위하여, 경도, 강도, 내충격성 등의 다양한 재료 특성과 용접작업에의 적합성을 고려하여 SM490A를 커터헤드 소재로 선정하였다.
또한 Fig. 2와 같이 설계된 TBM의 커터헤드에 작용하는 추력과 토크가 각각 TBM의 최대 용량인 20,000 kN 및 1,600 kN․m일 때에 대해(Table 4 참조), 커터헤드 소재로 사용될 SM490A의 특성을 고려하여 ANSYS에 의한 구조해석을 실시하였다. 그 결과, 커터헤드에 발생하는 응력은 최대 200 MPa로서 SM490A의 항복강도인 379 MPa 이내로 나타나 본 연구에서 설계된 커터헤드의 기계구조적인 안정성을 확인할 수 있었다.
3.2 커터헤드의 제작
모든 금속재료는 열에 따라 팽창 또는 수축하는 성질을 가지고 있기 때문에, 용접으로 인해 발생할 수 있는 변형량을 사전 시험을 통해 측정하였고 커터헤드 재료인 SM490A에 대한 용접 수축량은 1∼2 mm로 나타났다. 본 연구의 커터헤드 제작도면은 4 mm 공차로 작성되었기 때문에, 이상과 같은 용접 수축량을 고려하여도 커터헤드 제작에 문제가 없다는 것을 확인하였다.
커터헤드는 크게 10개의 세부 파트로 구분하여 분할 제작한 후에 조립 및 용접을 실시하고 커터 하우징 등의 부속품들을 조립하는 과정으로 제작되었다. 특히, 각 세부 파트의 분할 제작이 완료된 후에는 제작 시의 변형 및 뒤틀림을 최대한 방지하기 위한 제작용 부속설비(최대 직경 9 m의 커터헤드 제작에 활용 가능)에서 조립 및 용접을 실시하였다(Fig. 3).
또한 커터헤드는 쉴드TBM의 본체와는 달리 TBM 굴진 시에 계속적으로 회전을 하기 때문에, 커터헤드 외주부의 진원도(out of roundness)는 커터헤드 제작 시에 매우 중요하다. 따라서 본 연구에서는 커터헤드 각 세부 파트들의 용접 작업을 완료한 후에 커터헤드 외주부에 대한 전체 가공을 실시하였다(Fig. 4).
커터헤드의 제작 특성상 용접 작업이 연속으로 이루어지므로 커터헤드의 각 세부파트를 조립한 후에 용접부위에 대해 자분탐상검사와 초음파탐상검사에 의한 비파괴 검사를 실시하여 용접부위에 대한 검증을 완료하였다.
이상과 같은 작업을 완료한 후에 커터헤드에 부착되는 각종 액세서리를 조립하여 완성된 커터헤드와 이를 장착한 토압식 쉴드TBM의 전경은 각각 Fig. 5 및 Fig. 6과 같다.



4. TBM 현장 굴진자료의 분석
4.1 디스크커터 관입깊이의 분석
본 연구에서 설계․제작된 직경 4.4 m의 토압식 쉴드TBM은 2012년 12월에 초기굴진을 시작하여 2013년 11월에 연장이 1.56 km인 해저 관로터널의 굴착을 완료하였으며 최대 일굴진율은 12.6 m/day로 기록되었다.
앞선 2장에서 예측된 디스크커터 최대 관입깊이와의 비교 분석 등을 위하여, Chang et al. (2011)이 제안한 다음의 식을 활용하여 현장에서 기록된 TBM의 순굴진속도(net penetration rate)와 커터헤드 회전수로부터 현장의 디스크커터 관입깊이를 계산하였다.

여기서  는 커터헤드 1회전당 디스크커터 관입깊이,
는 커터헤드 1회전당 디스크커터 관입깊이,  는 TBM의 순굴진속도, 그리고
는 TBM의 순굴진속도, 그리고  은 커터헤드의 1분당 회전수를 의미한다.
은 커터헤드의 1분당 회전수를 의미한다.
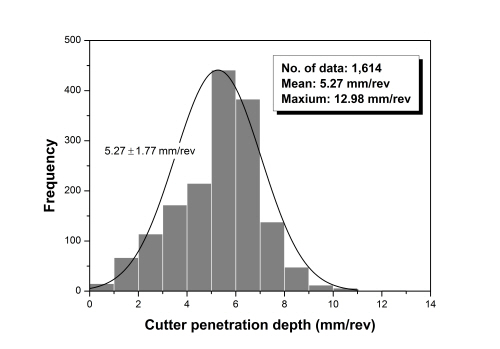
분석결과, 현장의 디스크커터 최대 관입깊이는 12.98 mm/rev이었으나, 95% 신뢰수준에서 현장의 관입깊이는 5.27±1.77 mm/rev로서 앞선 2장에서 예측한 바와 같이 압축강도가 가장 큰 BH-5 시추공 조건에 대한 최대 관입깊이 7 mm/rev 이내로 굴진관리가 이루어졌음을 알 수 있다(Fig. 7).
반면, 앞선 식 (7)의 TBM 추력과 커터 연직력과의 상관관계를 이용하여 현장에서 기록된 추력으로부터 커터 연직력을 구한 후, 이를 다시 식 (1)∼(6)의 관계식들에 적용하여 구한 예측 커터 관입깊이를 시추공별로 Fig. 8과 같이 분석하였다. 그러나 이와 같이 분석한 예측 커터 관입깊이는 실제 현장의 커터 관입깊이와 차이가 큰 것으로 나타났다. 이는 본 연구에서 적용한 CSM모델에는 현장의 불연속면 등의 영향이 고려되지 않으며, 커터 관입깊이는 실제 현장에서 다양한 시공조건에 대한 TBM의 굴진 관리에 좌우되는 인자이기 때문인 것으로 판단된다. 반면, 실제 현장에서 적용된 커터 관입깊이는 대체로 암석의 일축압축강도와 반비례하게 적용된 것으로 나타났다(Fig. 8).
|
Fig. 7. Statistical distribution of field cutter penetration depth |
|
Fig. 8. Comparison of field cutter penetration depths with those predicted by CSM model |

| |
| |
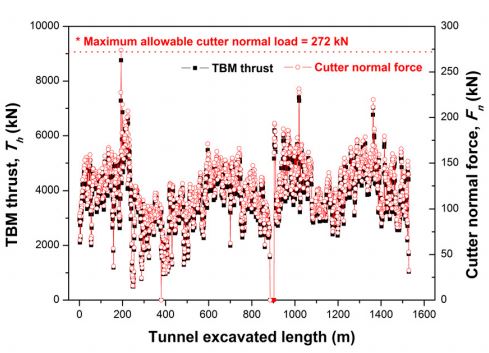
(a) Thrust and cutter normal force | |
(b) Torque and cutter rolling force | |
Fig. 9. Cutter acting forces converted from TBM thrust and torque field data | |

4.2 커터 작용력의 분석
식 (7)과 (8)의 관계식을 활용하여 TBM의 추력 및 토크 자료로부터 각각 디스크커터의 연직력과 회전력을 산출하여 분석을 실시하였다. TBM 추력 자료로부터 환산된 커터 연직력은 2장에서 예측된 바와 같이 현장에 적용된 직경 432 mm 디스크커터의 최대 허용 하중인 272 kN 이내로 발생하였음을 알 수 있다 (Fig. 9a). 마찬가지로 TBM의 소요 추력과 소요 토크는 모두 TBM의 최대 용량 이내가 되도록 굴진이 이루어졌음을 확인할 수 있다(Fig. 9).
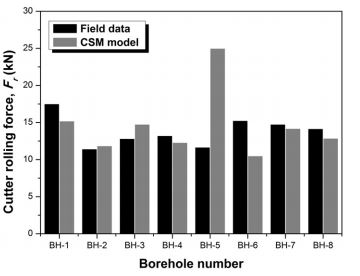
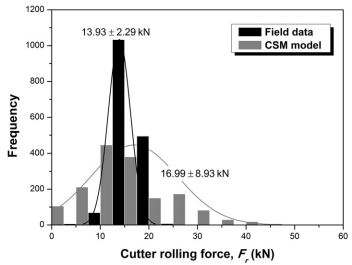
본 연구에서 적용된 CSM모델(Rostami et al., 1996)의 적용성을 확인하기 위하여, 각 시추공 구간별로 적용된 현장의 커터 평균 관입깊이를 식 (4)에 적용하고 암석의 강도, 디스크커터의 형상 등의 정보를 역시 시추공별로 식 (6)에 대입하여 CSM모델에 의해 커터 작용력을 산출하고 이를 실제 현장의 커터 작용력과 비교하였다(Fig. 10). 분석 결과, CSM모델로 산출된 커터 연직력은 BH-1, BH-3 및 BH-5 구간을 제외하고는 실제 현장에서 발생한 커터 연직력과 대체로 유사하였다. 특히, CSM모델로 산출된 커터 회전력은 BH-5 구간을 제외하고 실제 현장의 커터 회전력에 가깝게 산출되었다. 전반적으로 CSM모델로 예측된 커터 작용력은 실제 현장의 커터 작용력보다 다소 크게 나타났으며, 현장 자료를 기준으로 커터 연직력과 커터 회전력의 상대오차는 각각 +25.20% 및 +21.97%이었다(Fig. 11). 앞서 기술한 바와 같이 CSM모델에는 절리 등과 같은 불연속면의 영향이 고려되지 않기 때문에 CSM모델로 예측되는 커터 작용력이 다소 크게 나타난 것으로 판단된다. 하지만 안전율 확보와 보수적인 설계 측면에서는 TBM의 설계단계에서 CSM모델을 활용하는 것이 적합할 수 있을 것으로 사료된다.


5. 결 론
본 연구에서는 해저 배출관로 건설을 위한 직경 4.4 m 토압식 쉴드TBM의 커터헤드를 자체적으로 개발한 기술에 의해 설계하고 제작하였다. 시추조사 결과, 압축강도가 135.1 MPa로서 압축강도가 가장 큰 BH-5 구간을 대상으로 하여 CSM모델에 의해 커터 작용력을 예측하고 해당 지반조건에 적합한 커터헤드를 설계하고 쉴드TBM의 핵심 사양을 검토하였다.
스포크의 개수와 디스크커터의 평균 간격을 각각 8개 및 90 mm로 설정하고 게이지커터 영역의 곡선반경과 커터 간격의 감소를 고려하여 커터헤드를 설계한 결과, 14개의 게이지커터를 포함한 디스크커터의 총 개수는 32개로 설계되었다. 커터헤드의 설계조건과 소재를 고려하여 커터헤드에 쉴드TBM의 최대 추력과 토크가 작용할 경우에 대해 구조해석을 실시한 결과에서도 커터헤드의 발생 응력은 본 연구에서 적용한 커터헤드 소재의 항복강도 이내로 나타났다.
압축강도가 가장 큰 구간에 대해 CSM모델로 커터 작용력을 예측한 결과, 쉴드TBM의 최대 용량 이내로 소요 토크와 소요 동력을 만족시키기 위해서는 디스크커터의 최대 관입깊이를 7 mm/rev 이하로 적용해야 하는 것으로 나타났다. 실제 현장의 TBM 굴진자료로부터 환산된 커터 관입깊이에 대해 통계 분석을 실시한 결과에서도 전체 현장 굴진자료 중의 약 95%에 해당하는 관입깊이가 7 mm/rev 이하로 나타났다.
이상과 같이 설계 및 검토된 커터헤드를 10개의 세부파트로 구분하여 분할 제작하고 조립 및 용접을 실시한 후에 외주부의 공차 확인, 비파괴 검사에 의한 용접부위 검증, 각종 액세서리의 조립 등을 통해 커터헤드의 제작과 토압식 쉴드TBM에의 조립을 완료하였다.
제작된 쉴드TBM의 현장 굴진자료를 분석한 결과, 디스크커터의 연직력, TBM의 소요 추력과 소요 토크는 모두 디스크커터와 TBM의 최대 용량 이내로 굴진관리가 이루어졌음을 확인하였다. 또한 각 시추공 구간별로 CSM모델에 의해 커터 작용력을 산출하고 이를 현장의 커터 작용력과 비교한 결과, CSM모델로 예측한 커터 작용력이 평균 21.97∼25.20% 크게 나타났으나 대체로 현장의 커터 작용력과 유사한 경향을 나타내었다. TBM의 설계단계에서 안전율을 고려하여 다소 보수적인 설계가 이루어진다는 점을 고려한다면 커터 작용력을 예측하기 위한 CSM모델의 적용성을 확인할 수 있었다.
