

1. 서 론
2. 연마재 워터젯 주요변수 도출을 위한 성능시험
2.1 실험장비 및 재료
2.2 실험조건
2.3 연마재 워터젯 성능 평가 방법
3. 절삭실험결과 및 분석
3.1 절삭깊이 분석
3.2 절삭폭 분석
3.3 연마재 워터젯 굴착을 위한 주요변수 검토
4. 연마재 워터젯 시스템의 기계식 굴착 융합방안에 대한 고찰
4.1 고강도 암반 굴착을 위한 연마재 워터젯 활용안 검토
4.2 수직구 굴착장비와 연마재 워터젯 시스템 융합방안: 개념설계 변수 설정
5. 결 론
1. 서 론
친환경성 및 안전성 확보를 위한 송배전 선로의 지중화 사업으로 전력구 시공이 증가하면서 TBM (tunnel boring machine)을 이용한 전력구 터널굴착이 증가하고 있다. 이에 따라 필연적으로 장비 및 전력설비 진출입을 위한 수직구 굴착도 증가하는 추세이다. 수직구 굴착은 수평터널 굴착과 달리 지반을 수직으로 약 40~90 m 굴착하기 때문에 토사에서부터 경암까지 복합적인 지층조건과 조우할 가능성이 매우 높다. 이러한 지층구조에서 양호한 굴착성능을 확보하기 위해서는 적합한 굴착공법 또는 굴착장비를 선정해야 한다. 일반적으로 토사층은 인력굴착 및 백호를 이용하여 쉽게 굴착이 가능한 반면, 암반층은 발파공법이나 암파쇄(할암) 공법을 이용한 굴착공법이 적용된다. 특히, 도심지 굴착에서는 발파로 인한 소음/진동, 분진 등에 의한 민원으로 저진동 저소음 암파쇄 공법을 적용하는 경우가 많은데, 이로 인한 공기지연, 도로 점유 장기화로 공사비 증가 및 또 다른 민원을 초래하고 있다(Shin et al., 2009). 그럼에도 불구하고 전력공급에 대한 수요가 지속적으로 증가함에 따라 도심지의 전력구 터널 건설도 계속 증가할 것으로 예상된다. 한편 많은 사회기반시설(상하수도관, 가스관, 통신관 등)이 지하화 되면서 기존 지하매설물을 회피하기 위해 수직구 시공 심도가 증가하고 있다. 굴착심도가 깊어질수록 고강도 암반의 굴착 가능성이 커지고 지층구조가 복잡해지면서 적합한 흙막이 공법선정 및 시공 어려움, 지하수 유출에 따른 주변 지반의 침하 가능성 증가 등 인접구조물 및 시공 안정성에 피해를 유발할 수 있는 요인이 증가하고 있다. 따라서 굴착성능 뿐 아니라 시공안전을 고려한 수직구 굴착기술의 개발 및 기존 공법의 개선이 필수적이다.
터널시공의 선도국이라 할 수 있는 유럽, 중국을 중심으로 수평 및 수직터널 굴착 시 굴착 전용장비를 사용한 공법이 널리 사용되고 있다. 수평터널 굴착분야에서는 TBM이나 로드헤더(roadheader)를 이용한 기계식 굴착기술 활용이 보편화되었고, 이제는 수직구 굴착분야에도 적용을 확대하려는 연구가 진행되고 있다. 독일 Herrenknecht 사에서는 이미 다양한 수직구 전용 굴착장비를 개발하여 활용하고 있으며, 그 중 VSM (Vertical shaft sinking machine)은 이미 여러 나라 시공 현장에 활용된 실적이 있다. 중국과 일본에서도 수직구 굴착 전용장비 개발을 위한 연구가 이미 시작되었고 많은 진척을 보이고 있다. 수직구 기계식 굴착은 암반굴착 시 소음과 진동을 최소화할 뿐 아니라 공기 측면에서도 기존 공법에 비해 우수한 것으로 보고되고 있다. 특히, 지하수 영항과 지반침하로 인해 주변건물에 미치는 영향이 기존 공법에 비해 상대적으로 적고, 지상에서 굴착장비를 운전하는 무인굴착 시스템이기 때문에 시공 시 안전 확보가 가능하다는 장점이 있다.
그러나 기계식 굴착의 많은 장점에도 불구하고 아직까지 국내 적용을 위해서는 해결되어야할 문제가 다수 남아 있다(Plinninger, 2008; Kim, 2020). 특히, 로드헤더 굴착방식은 터널굴착 시 기존 공법의 대안으로 제안되고 있으나, 아직까지 경암반 굴착에는 TBM장비에 비해 굴착성능이 현저히 저하되는 문제점이 있다(Kim, 2020). 로드헤더 방식의 VSM 굴착관련 기존 시공 데이터를 분석하였을 때, 지반의 강도가 증가할수록 굴착성능이 저하되는 것으로 확인되었다. 제조사 제공 자료에 따르면 효율적인 굴착이 가능한 암반의 일축압축강도는 120 MPa까지인 것으로 확인되었다.
이와 같이 VSM 장비의 한계인 고강도 암반에서 굴착효율을 높이기 위한 방안으로 위터젯 기술을 고려할 수 있다. 현재까지 암반굴착과 관련하여 수행된 연구 중에 워터젯을 이용한 터널 자유면 생성으로 진동, 분진 및 여굴감소 등의 효과를 증명한 연구가 수행되고 있다(Kim and Park, 2003; Oh et al., 2013; Liu et al., 2017). 또한 TBM이나 로드헤더 등 기계식 굴착에서 워터젯의 활용을 위한 연구가 다양하게 수행되고 있으며, 이를 통해 굴착도구(디스크커터(Disc cutter) 또는 픽커터(pick cutter) 등)의 마모 저하나 굴착속도 개선 등 워터젯의 효용성이 검증되고 있다(Zhang et al., 2020; 2021; Liu et al., 2022; Luo et al., 2023). 한편 고강도 암반에서 수직구 굴착 시 연마재 워터젯 시스템을 보조공법으로 적용하기 위해서는 주요 워터젯 운용 변수에 따른 암반절삭 효율을 사전에 평가하는 것이 중요하다(Oh et al., 2015). 이를 바탕으로 암반 특성을 고려한 워터젯 펌프 성능 등 다양한 현장조건에 최적화된 워터젯 시스템 설계안 개발이 필요하다.
따라서 본 연구에서는 로드헤더방식의 수직구 기계식 굴착장비의 국내 적용을 위해 고강도 암반에서도 효율적인 굴착이 가능하도록 연마재 워터젯 굴착기술을 활용하여 기존에 개발된 수직구 굴착장비에 융합하는 방안을 검토하였다. 이를 위해 연마재 워터젯을 이용한 암석 절삭성능실험을 수행하고 굴착성능에 영향을 미치는 주요영향 변수들을 분석하였다. 또한, 기존 수직구 굴착장비에 연마재 워터젯 시스템을 장착하기 위한 설계안을 제시하여 향후 수직구 굴착장비의 도입을 위한 기반을 마련하고자 하였다.
2. 연마재 워터젯 주요변수 도출을 위한 성능시험
2.1 실험장비 및 재료
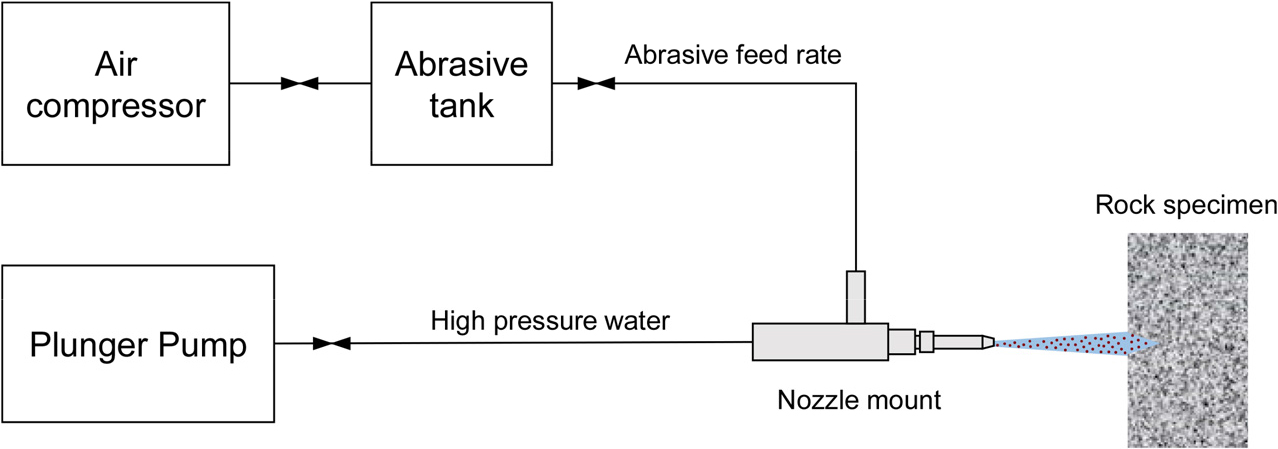
암석 절삭실험을 위한 연마재 워터젯 시스템은 플런저 펌프(plunger pump), 연마재 저장설비, 노즐과 오리피스(orifice)가 결합된 노즐 컴포지션(nozzle compositions) 및 노즐 이동장치로 구성된다(Fig. 1). 실험에 활용된 플런저 펌프의 최대 유량은 25 L/min, 최대 수압은 300 MPa이다. Oh and Cho (2014)의 선행 연구에 따르면, 화강암 절삭을 위해 요구되는 워터젯 최소 임계압력은 70~90 MPa로 제시되었으므로 본 연구에 활용된 플런저 펌프는 암석 절삭에 필요한 충분한 워터젯 에너지 생성이 가능한 것으로 확인되었다. 오리피스 직경의 크기는 설계 유량에 따라 결정되며, 노즐 내부에 결합되어 워터젯을 분사한다. 연마재 저장설비는 연마재를 저장하는 탱크로써 워터젯 시스템 가동 시 노즐에 연결된 파이프를 통해 일정한 양으로 연마재를 공급하는 장치이다. 노즐 이동장치는 고정된 노즐을 수평방향으로 이동시켜 암석시편을 절삭하는데 사용되며, 노즐 이동속도는 1~15 mm/s 범위에서 조절이 가능하도록 설계되었다.
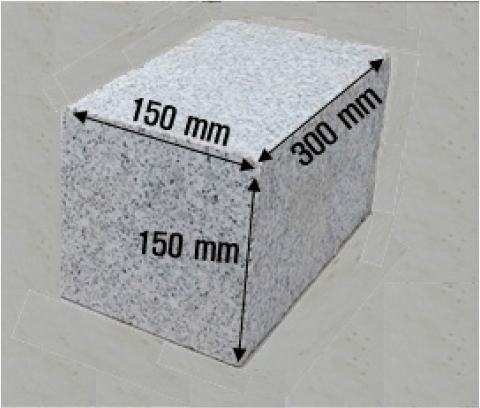
절삭실험에 사용된 시편은 신선 황등화강암으로 일축압축강도가 약 200 MPa이며, 탄성파(P파) 속도는 약 5,200 m/s의 고강도 암석으로 평가되었다. 연마재 워터젯 암석 절삭실험을 위해 150 mm × 150 mm × 300 mm의 블록 형태로 가공하여 시편으로 준비하였다(Fig. 2).
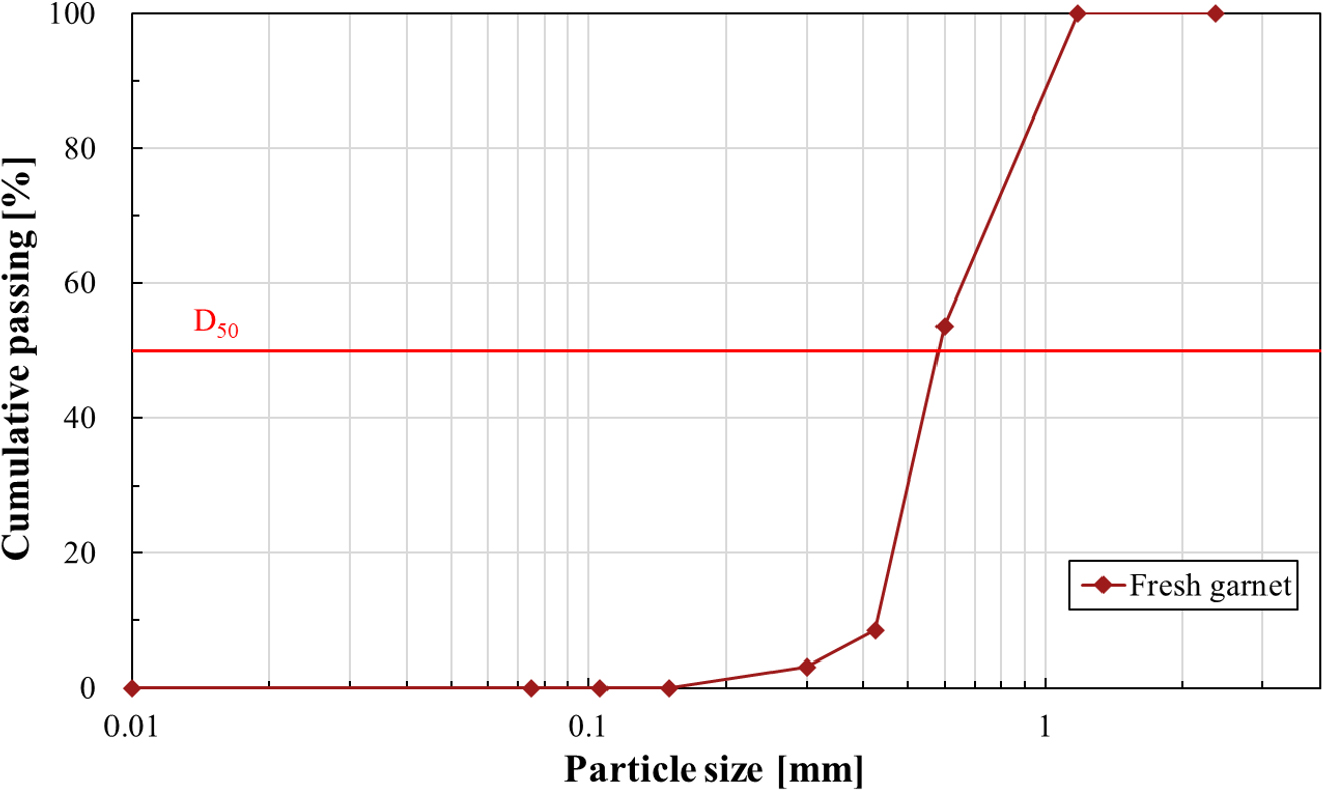
연마재는 Oh et al. (2019a)의 연구를 바탕으로 절삭 효율과 경제성을 고려하여 인도산 석류석으로 선정하였다. Fig. 3은 실험에 사용된 석류석 연마재의 입도분포를 보여준다. 연마재 입자크기가 균등할수록 워터젯의 절삭 효율이 증가하기 때문에 입자의 크기를 약 0.6 mm (#40~60)로 균등하게 준비하였다. Oh et al. (2019b)의 선행연구에 따르면, 일반적으로 연마재 투입량이 증가함에 따라 절삭효율이 증가하는 양상이 관찰되나, 유량의 부피 대비 연마재 투입량의 부피 비율이 0.1을 초과하면 오히려 절삭 효율이 감소하는 결과를 보였다. 따라서 본 연구에서는 경제성을 고려하여 연마재 투입량을 각 최적 연마재 투입량(부피비율 0.1)의 무게기준 80 ± 5% (저유량 조건) 및 65 ± 5% (고유량 조건)의 두가지 조건으로 설정하여 절삭효율 변화를 확인하고자 하였다.
2.2 실험조건
선행연구 및 문헌에 따르면 연마재 워터젯의 절삭 성능에 영향을 미치는 주요 변수는 크게 에너지 변수, 운용 변수, 절삭 대상재료의 특성 변수로 분류된다. 에너지 변수는 워터젯 펌프가 생성하는 수압, 유량 그리고 연마재 투입량과 분사 지속시간이 해당된다. 운용 변수는 이격거리, 분사각도, 노즐 개수가 있으며, 절삭 대상재료 특성으로 암반종류, 광물성분, 일축압축강도, 경도 등이 해당된다.
이러한 변수들을 고려하여 수직구 기계굴착 시 절삭성능에 영향을 미칠 것으로 예상되는 워터젯 변수와 각 변수의 적용값의 범위를 Table 1과 같이 선정하였다. 에너지 변수로는 펌프사양에 종속적인 수압과 유량, 그리고 유량에 영향을 받는 변수인 연마재 투입량을 주요 인자로 선정하였고, 운용 변수로는 굴착기계의 회전속도에 영향을 받는 노즐 이송속도와 현장의 암반 형상에 따라 조절이 필요한 이격거리를 선정하였다. 본 연구에서 대상재료 특성변수는 고려하지 않았다.
Table 1.
Effective waterjet parameters for experiments
선정된 변수의 영향을 분석하기 위한 실험조건은 Table 2와 같다. 유량에 따른 절삭성능을 분석하기 위해 내경이 0.8 mm와 1.2 mm인 오리피스를 실험에 적용하였으며 이때, 각각의 오리피스가 발생시키는 유량은 16 ± 2.0 L/min (저유량 조건)와 18.5 ± 2.5 L/min (고유량 조건)이다. 고유량 조건에서는 한정된 펌프의 성능으로 인하여, 생성할 수 있는 압력이 다소 낮아진다. 이에 따라 수압에 따른 절삭성능을 평가하기 위해 저유량 조건에서는 150 MPa, 225 MPa, 300 MPa의 수압을, 고유량 조건에서는 150 MPa, 190 MPa, 225 MPa의 수압을 적용하여 실험을 수행하였다.
화강암 시편이 워터젯에 노출되는 시간인 워터젯 노즐의 이송속도에 따른 절삭성능을 평가하기 위해 5 mm/s, 10 mm/s, 15 mm/s의 이송속도를 적용하였다. 이격거리는 암석 시편과 노즐의 거리로써 200 mm, 400 mm, 600 mm, 800 mm를 적용하여 실험을 수행하였다.
Table 2.
Test cases
2.3 연마재 워터젯 성능 평가 방법
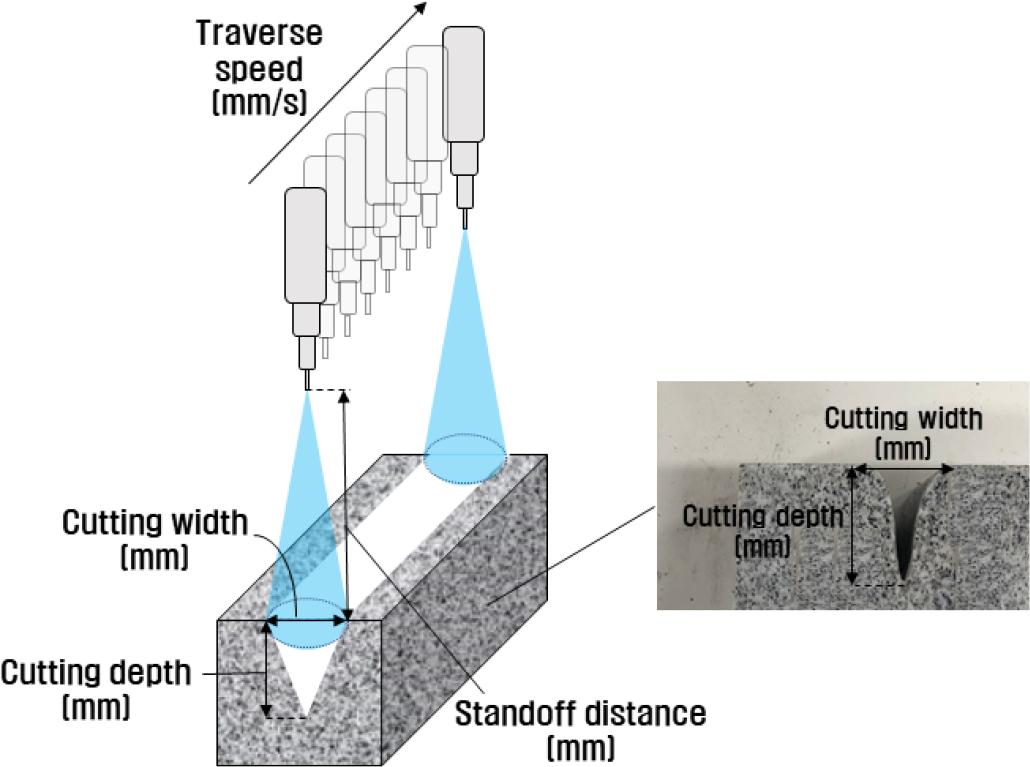
연마재 워터젯의 절삭 성능은 절삭형상의 기하학적 변수인 절삭깊이 및 절삭폭에 의해 평가되며 기하학적 변수는 Fig. 4와 같이 정의한다. 절삭깊이는 시편의 상부표면으로부터 워터젯 노즐과 수직방향으로 측정한 가장 깊게 절삭된 곳까지의 거리로 정의된다. 실험을 완료한 후, 제거형상의 치수를 측정하여 결과값을 획득하였다. 분석에 사용된 절삭깊이는 절삭된 암석시편의 제거형상에서 서로 다른 다섯 지점을 측정한 평균값을 사용하였다. 절삭폭은 절삭 형상의 최대 가로폭으로 정의하고, 절삭깊이와 동일하게 서로 다른 다섯 지점을 측정하여 평균값을 사용하였다.
3. 절삭실험결과 및 분석
3.1 절삭깊이 분석
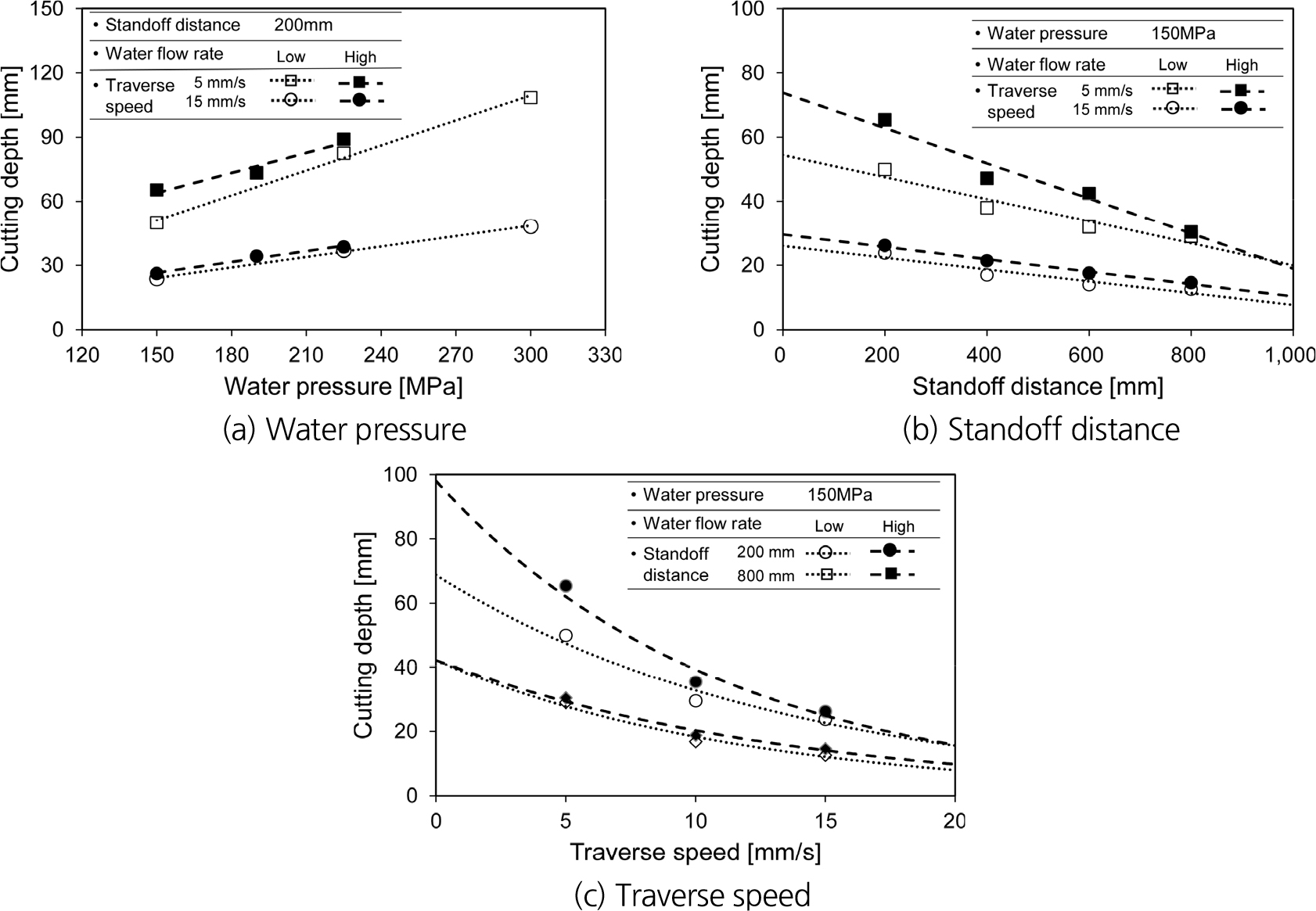
연마재 워터젯을 이용한 암반 절삭실험으로부터 영향 변수에 따른 절삭깊이 변화를 분석하였다. Fig. 5는 절삭변수와 절삭깊이의 관계에 대한 결과이다. Fig. 5(a)에 의하면 수압에 따른 절삭깊이 변화는 수압이 150 MPa에서 300 MPa로 2배 증가하면 절삭깊이도 약 2배 정도 선형적으로 증가하였다. 절삭실험에서 도출한 최대 절삭깊이는 110 mm로 수압 300 MPa, 이격거리 200 mm, 이송속도 5 mm/s 조건에서 확인되었다.
Fig. 5(b)는 시편과 노즐간의 이격거리에 따른 절삭깊이 변화를 나타낸 것으로 이격거리가 증가할수록 절삭깊이는 선형적으로 감소하였다. 즉 워터젯이 일정한 에너지로 분사될 때 이격거리가 멀어지면 타격면적이 넒어지면서 단위면적에 작용하는 타격에너지가 감소하므로 결과적으로 절삭깊이를 감소시키는 것으로 보인다.
Fig. 5(c)는 이송속도와 절삭깊이의 관계를 나타낸 것으로, 절삭깊이는 이송속도가 증가할수록 비선형적으로 감소하였다. 이러한 결과는 이송속도가 빨라지면 절삭면에 가해지는 워터젯 노출시간이 줄어들면서 단위면적당 가해지는 에너지가 감소하기 때문으로 분석된다. 한편 수압, 이격거리, 이송속도가 동일한 조건에서 유량을 약 15.6% 증가시키고 연마재의 양을 약 14.6% 감소시켜 절삭할 시에 약 3~8% 정도 절삭깊이가 높게 나타났다. 해당 결과는 워터젯을 활용한 암반 굴착 시 펌프용량을 충분히 확보할 경우 유량을 늘리고 연마재 투입량을 줄임으로써, 성능 확보와 더불어 연마재 소모로 인한 경제적 비용을 절감할 수 있음을 보여준다.
3.2 절삭폭 분석
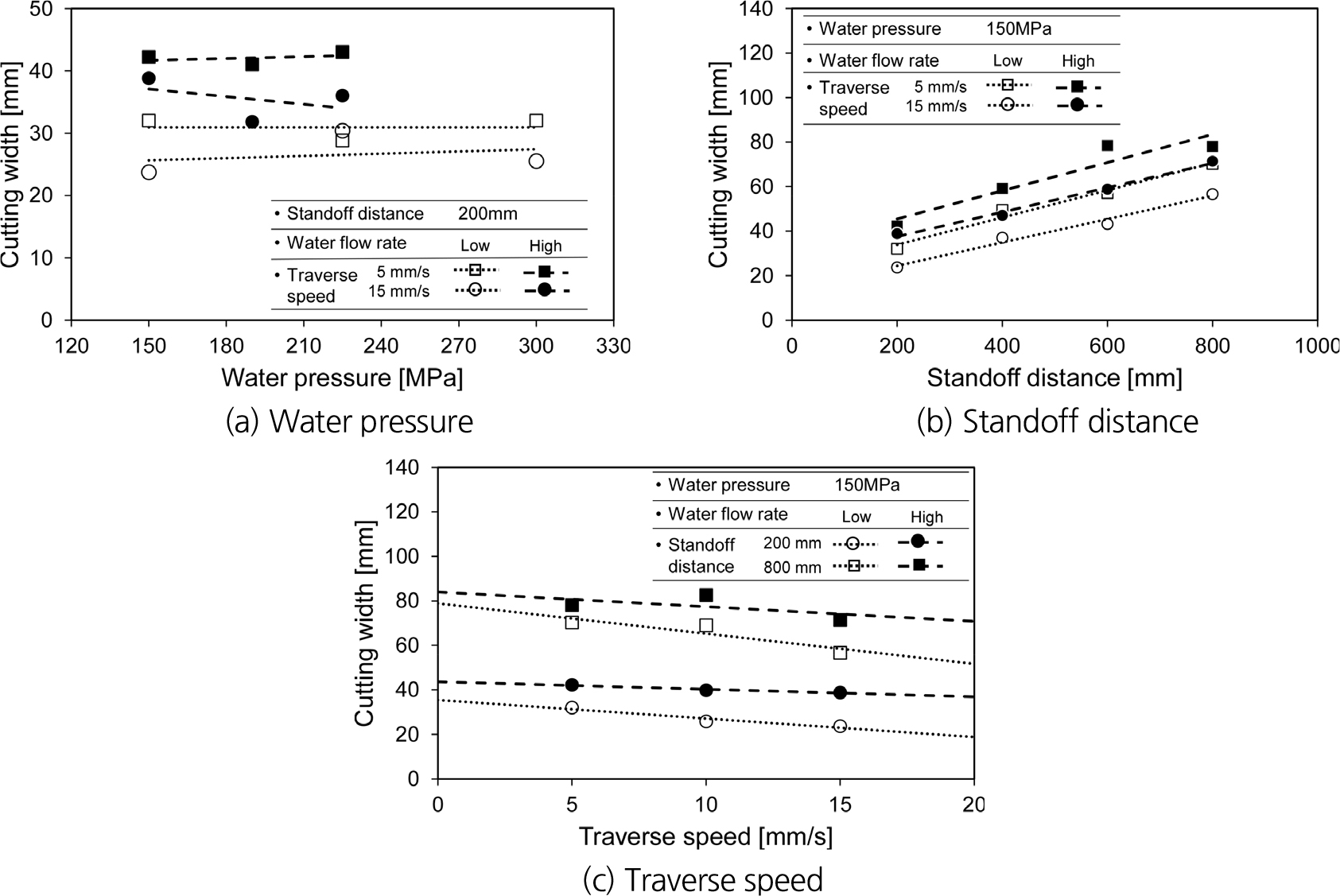
연마재 워터젯 수직구 굴착 시 목표 굴착깊이가 깊을 경우 절삭면 사이로 노즐을 삽입하여 굴착을 수행하는 경우가 발생할 수 있다. 이때, 절삭폭은 노즐의 삽입여부를 판별할 수 있는 중요한 인자이다. Fig. 6은 절삭변수별 절삭폭의 변화를 나타낸 것으로, Fig. 6(a)는 이격거리 200 mm 조건에서 수압에 따른 절삭폭의 변화를 이송속도 5 mm/s와 15 mm/s에 대해 나타낸 결과이다. 절삭폭은 수압이 150 MPa에서 300 MPa로 2배 증가하여도 그 증가폭이 매우 미미한 것으로 나타났다. 반면 Fig. 6(b)와 같이 수압 150 MPa 조건에서 이격거리가 증가함에 따라 절삭폭은 선형적으로 뚜렷한 증가추세를 보였다.
Fig. 6(c)는 이송속도에 따른 절삭폭의 영향을 나타낸 것으로 절삭폭은 이송속도가 증가할수록 다소 감소하기는 하나 변화가 크지는 않은 것으로 확인되었다. 다만, 동일한 조건이라도 유량이 작을수록 이송속도에 따른 절삭폭의 변화가 더 크게 나타났는데 이송속도에 따라 최대 64%까지 절삭폭의 차이를 보였다. 고유량 조건에서 이송속도 5 mm/s, 수압 150 MPa일 때, 이격거리가 200 mm에서 800 mm로 증가할 경우 절삭폭은 약 2.2배 증가하였다. 따라서 수직구 굴착 시 노즐의 삽입공간을 확보하기 위한 절삭폭의 영향변수는 이격거리의 조절이 매우 중요할 것으로 판단된다.
3.3 연마재 워터젯 굴착을 위한 주요변수 검토
수직구는 지반을 수직으로 관통하여 굴착하기 때문에 토사부터 암반까지 다양한 지층을 굴착하게 될 가능성이 높다. 따라서 지층이 변화될 때마다 굴착장비 운전에 즉각적으로 대응하여 굴진성능을 일정수준으로 유지하는 것이 중요하다. 이러한 관점에서 실험에 고려된 영향변수들 중 수직구 굴착 시 절삭성능 조절인자로 적합한 변수에 대해 고찰하였다.
먼저 이송속도, 이격거리, 수압은 시스템 운용 시 즉각적으로 조절이 가능한 변수로 굴착성능 확보에 유동적으로 조절 가능할 것으로 예상된다. 반면 유량은 절삭 성능에 영향을 주는 인자이지만 워터젯 시스템 내 오리피스를 교체해야만 조절이 가능하다. 오리피스 교체를 위해서는 장비운전을 중단하고 교체시간이 상당 소요되므로 현장조건 변화에 유동적으로 대응하기 어렵다고 판단된다. 마찬가지로 연마재 투입량을 늘려 절삭성능을 향상시킬 수 있지만 비용적인 측면이나 절삭 중 투입량 조절이 어려우므로 성능 조절인자로 활용하는 것은 바람직하지 않을 것으로 보인다.
따라서 수직구 기계식 굴착장비에 워터젯을 융합하여 현장 굴착을 시행할 때에는 이송속도, 이격거리 및 수압 조절을 통해 굴착성능을 확보하는 것이 유리하다. 즉 운용가능한 범위(1회 절삭)에서 이송속도는 가능한 느리게 하고 수압은 크게 할수록 절삭성능을 높일 수 있다. 이격거리는 절삭깊이와 절삭폭 모두에 영향을 주는 인자인 동시에 상반된 결과를 도출하므로, 절삭깊이를 만족하는 수준에서 절삭폭이 최대가 될 수 있도록 이격거리를 운용하는 것이 바람직할 것으로 판단된다.
4. 연마재 워터젯 시스템의 기계식 굴착 융합방안에 대한 고찰
4.1 고강도 암반 굴착을 위한 연마재 워터젯 활용안 검토
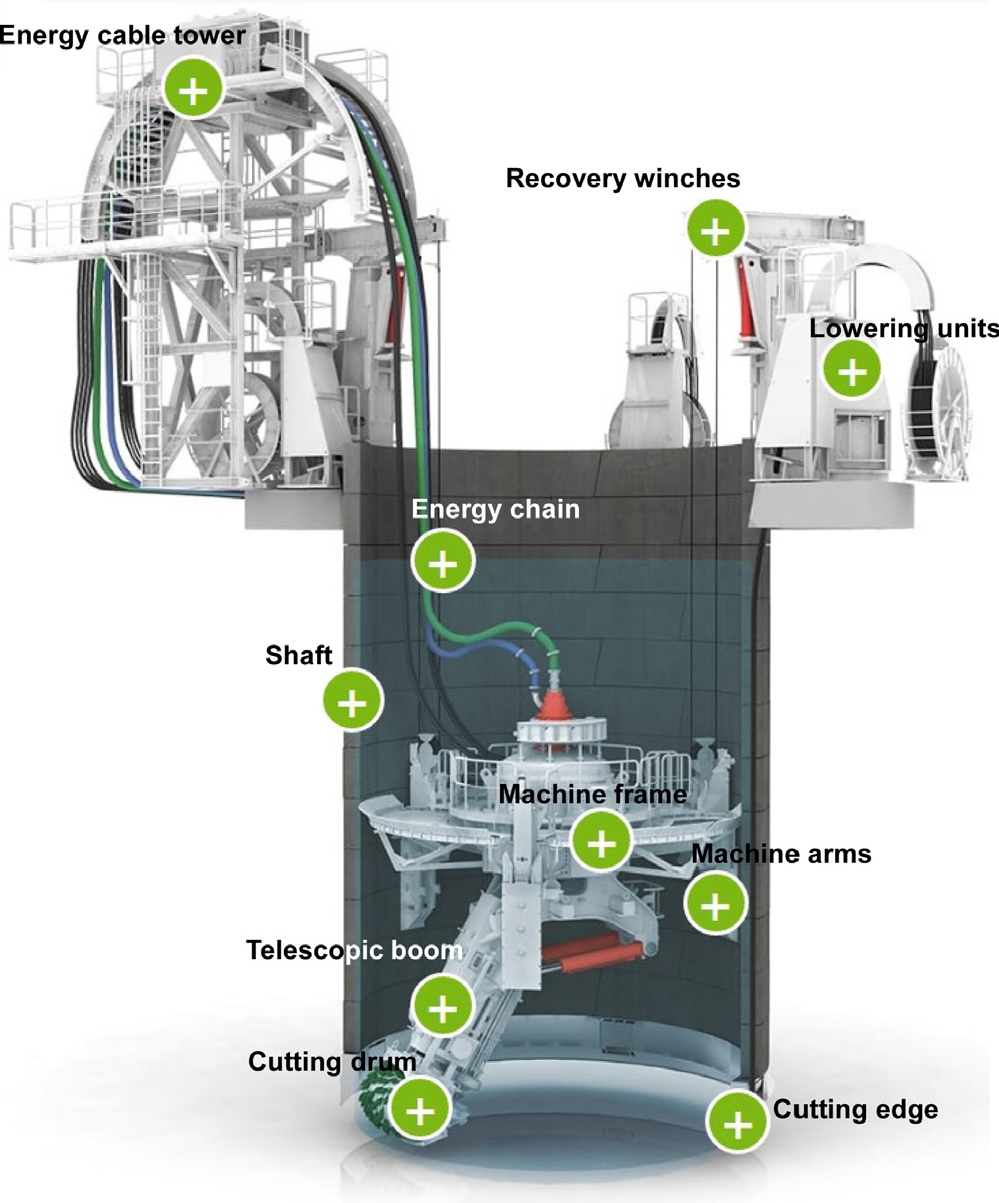
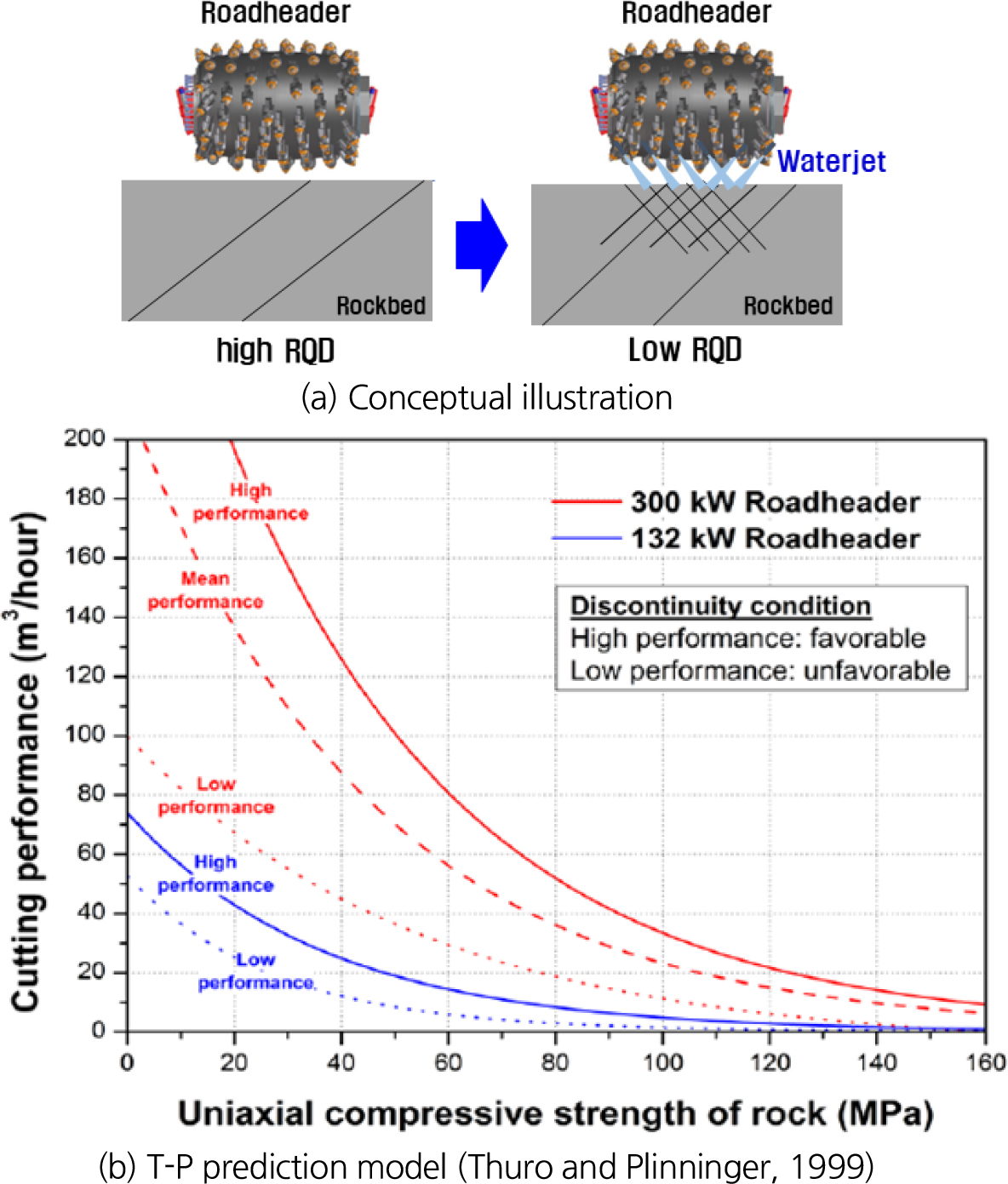
연마재 워터젯 굴착공법을 적용한 기계식 수직구 굴착방안을 제안하고자, Fig. 7과 같이 독일 Herrenknecht 사의 수직구 굴착 전용장비인 VSM을 대상으로 고강도 암반굴착을 위한 워터젯 시스템을 융합하는 방안을 개념적으로 검토하였다. VSM은 암반 지반 굴착에 적용성이 입증된 굴착장비인 로드헤더를 수직으로 운영하는 방식으로 회전원판(main frame)에 연결된 텔레스코픽 붐(telescopic boom)의 말단에 부착된 커팅드럼(cutting drum)의 회전에 의해 지반 굴착이 이루어진다.
로드헤더에 대한 굴진성능은 다양한 경험식이 개발되어 예측되고 있다. 그 중 대표적인 Thuro-Plinninger (T-P) 모델은 일축압축강도를 이용하여 순굴진율을 예측할 수 있다(Thuro and Plinninger, 1999). 이 외에도 다양한 모델에서 일축압축강도는 로드헤더 굴진성능을 예측하는 주요변수로 사용되는데, 대부분의 모델에서 굴진율과 음의 지수함수 관계를 보인다.
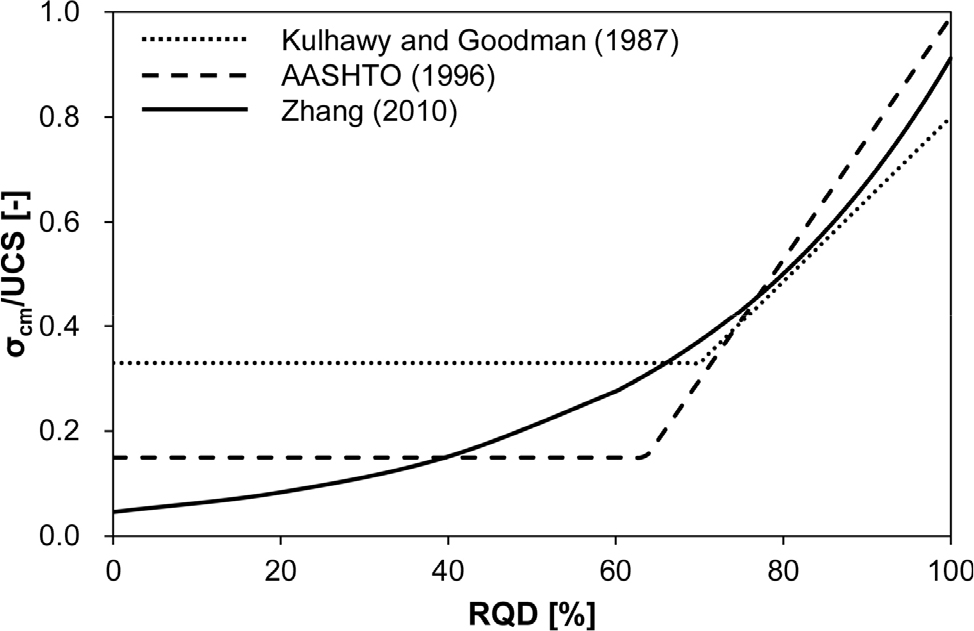
한편 고강도 암반에서 VSM의 굴진율을 향상시키기 위한 방안으로 RQD (Rock Quality Designation)와 일축압축강도의 상관관계를 적용하여 암반의 일축압축강도를 낮추는 방안을 검토하였다. Fig. 8과 같이 RQD-일축압축강도 관계는 이미 많은 연구를 통해 경험적으로 밝혀졌으며(Kulhawy and Goodman, 1987; AASHTO, 1996; Ocak and Bilgin, 2010; Zhang, 2010) RQD가 낮아질수록 암반의 일축압축강도도 감소하는 경향을 보인다. σcm/UCS는 일축압축강도비로서, σcm은 암반(rock mass)의 일축압축강도이고, UCS는 샘플링된 암석(intact rock)의 일축압축강도이다. RQD는 회수된 시추코어 중 10 cm 이상되는 코어편의 길이를 총 시추길이로 나눈 값으로, 이론상 10 cm 미만마다 절리가 존재하면 RQD 값은 0에 수렴한다. 이러한 특성을 고려하면, 연마재 워터젯을 활용하여 RQD가 0에 가깝도록 인위의 절리를 생성함으로써 암반의 일축압축강도를 감소시킬 수 있다. Fig. 9와 같이 굴착대상 암반의 일축압축강도가 감소할수록 로드헤더 굴진율이 향상될 것으로 기대할 수 있다.
4.2 수직구 굴착장비와 연마재 워터젯 시스템 융합방안: 개념설계 변수 설정
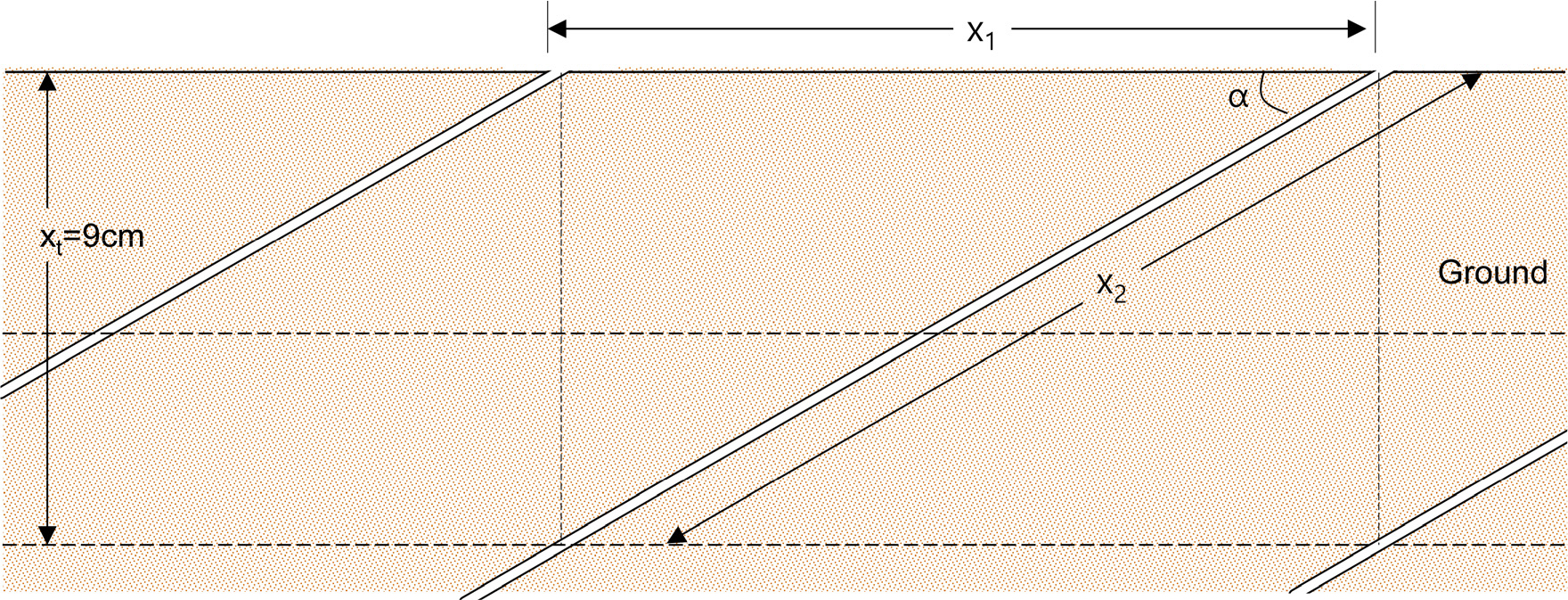
연마재 워터젯 시스템을 VSM 굴착장비에 적용하기 위해 우선적으로 워터젯 노즐 설치에 대해 검토하였다. 앞서 제시한 절삭성능 개선방안을 고려하여 원통형의 VSM 커팅드럼에 워터젯 시스템을 설치한다고 가정할 때, RQD를 낮추기 위해서는 워터젯 선행절삭이 깊이방향으로 10 cm 내에서 중첩되어야 한다. 시공오차를 고려해서 워터젯 절삭이 중첩되는 깊이를 9 cm로 고려하였다(Fig. 10 참조).
Fig. 10과 같이 노즐 분사각도(α)와 노즐 간격(x1)에 따라 목표 절삭깊이(xt)에 도달하기 위한 절삭깊이(x2)가 달라진다. 즉 노즐 분사각도가 증가할수록 노즐 간격은 좁아지고, 반대로 노즐 간격이 증가하면 노즐 분사각도가 작아지거나 절삭깊이가 더 길어져야 목표 굴착깊이에 도달할 수 있다.
본 연구에서 실내실험을 통해 도출한 최대 절삭깊이는 이송속도 5 mm/s, 이격거리 200 mm, 수압 300 MPa, 유량 18 L/min 조건에서 약 110 mm이다. 해당 워터젯 변수를 적용한다고 하면 노즐 분사각도를 지표면과 60° 이상이 되도록 설치하고, 노즐 간격은 약 52 mm이하로 배치하여야 한다. 노즐 간격이 좁을수록 노즐 개수가 증가하여 커팅드럼에 적절한 배치가 어려울 수 있다. 예를 들어 워터젯 압력 및 이격거리 등 에너지를 증가시켜 절삭깊이를 180 mm로 생성한다면, 분사각도 30°에서 노즐 간격은 약 156 mm로 배치 가능함으로 필요한 노즐 개수를 줄일 수 있다.
5. 결 론
본 연구에서는 수직구 굴착 시 기존의 발파공법과 할암 공법의 문제점을 해소하기 위한 대안으로 수직구 굴착 전용장비 활용에 대해 고찰하였다. 현재 상용 중인 수직구 굴착장비는 120 MPa 이상의 단단한 암반층에 적용하는데 한계가 있어 국내 암반 지반 굴착에 적용하기 위해서는 굴착성능에 대한 개선이 필요하다. 따라서 본 연구에서는 굴착성능 향상을 위해 수직구 굴착장비에 연마재 워터젯 시스템을 보조공법으로 적용하는 방안을 제시하고 워터젯 절삭실험 및 적용을 위한 개념적 고찰을 수행하였다. 이에 따른 연구결과를 요약하면 다음과 같다.
1. 연마재 워터젯 시스템의 암반굴착 성능을 분석 및 검증하기 위하여 암반강도 200 MPa 상당의 화강암 시편에 대해 워터젯 절삭실험을 수행하였다. 수압, 유량, 이격거리, 이송속도 조건에 따라 절삭실험을 수행하고 절삭깊이 및 절삭폭을 분석하였다. 절삭깊이는 수압, 유량이 증가함에 따라 증가하는 반면, 이격거리 및 이송속도가 증가하면 감소하는 경향을 보였다. 절삭폭은 수압 및 이송속도에는 큰 영향을 받지 않았으나 이격거리가 증가할수록 비례적으로 증가하는 것을 확인하였다.
2. 수직구 암반굴착 시 지층변화에 대응하여 조절할 수 있는 주요변수를 검토하였다. 절삭실험으로부터 확인된 주요인자인 이송속도, 이격거리, 수압은 지층변화에 따라 즉각적으로 조절이 가능하나, 유량은 오리피스 교체가 필요하므로 유동적 대응이 어렵다. 따라서 수직구 기계식 굴착장비를 이용한 굴착 시 이송속도, 이격거리, 수압 조절을 통해 지반 변동성에 대해 대응하고 굴착성능을 확보할 수 있을 것으로 판단된다.
3. 수직구 전용 굴착장비인 VSM을 대상으로 연마재 워터젯 시스템을 이용하여 굴착성능을 향상시키는 방안을 검토하였으며, 로드헤더 굴진율과 일축압축강도의 관계 및 일축압축강도와 RQD 관계를 이용하였다. 즉 연마재 워터젯 시스템을 이용하여 인위적인 절리를 생성하고 RQD를 낮추어 일축압축강도를 감소시키는 방안을 제안하였다. 이를 통해 이론적으로는 VSM의 굴진율을 향상시킬 수 있을 것으로 기대되며, 추가 연구를 수행하여 실험적으로 검증하고자 한다.
4. 본 연구는 국내 수직구 굴착을 위한 기계식 굴착장비 도입 및 활용을 목적으로 수행된 기초연구로써, 수직구 굴착장비를 이용한 실험적 검증이 어려워 연구결과에 대한 적용 한계가 있다. 따라서 향후 모형실험이나 실대형 실험을 통해 제안한 워터젯 공법의 검증을 수행하고 연구결과에 대한 신뢰도와 완성도를 높이고자 한다. 그럼에도 불구하고 본 연구를 통해 제안된 내용은 향후 수직구 굴착장비 도입을 앞당기기 위한 기초자료로 충분히 활용 가능할 것으로 기대된다.
