

1. 서 론
2. TBM 디스크 커터의 마모도 평가 방법
2.1 디스크 커터의 마모 현상
2.2 디스크 커터의 마모도 예측 모델 문헌 고찰
3. 새로운 디스크 커터의 수명 예측 시험 개발
3.1 NAT(New Abrasion Tester) 개발
3.2 기존 마모 지수와 DWI 비교
4. NAT 마모지수의 검증
5. 결 론
1. 서 론
TBM (Tunnel Boring Machine) 공법은 전면의 커터헤드를 회전시키면서 기계적으로 터널을 굴착하는 공법을 말한다. 발파식 공법에 비해 소음과 진동이 적고 장대터널의 경우에는 경제적인 터널 시공이 가능하다는 점에서 전 세계적으로 널리 사용되고 있다. TBM은 대상 지반 종류에 따라 크게 토사용 TBM과 암반용 TBM으로 구분되며, 이중 암반용 TBM은 높은 강도의 암석을 파쇄할 수 있는 디스크 커터를 절삭도구로 사용하게 된다.
설계단계에서 디스크 커터의 수명을 추정하고 총 소요 개수를 산정하는 것은 전체 공사비와 공사기간을 산출하기 위한 중요한 정보라 할 수 있다(Jeong et al., 2014). 디스크 커터의 마모는 TBM의 굴진효율 저하 및 과도한 토크 증가의 원인이 되기 때문에 디스크 커터를 적정 시점에 교체하는 것이 중요하며, 적정 교체 시기와 디스크 커터의 소요 수량을 추정하기 위하여 디스크 커터의 마모도 예측이 필요하다. 디스크 커터의 마모도 예측 모델로 널리 사용되는 방법에는 미국 CSM (Colorado School of Mines)모델, 노르웨이 NTNU (Norwegian University of Science and Technology) 모델, 프랑스 Gehring 모델(1995) 등이 있으며, 이들 모델은 세르샤 시험 및 NTNU 시험으로부터 각기 도출된 디스크 커터 마모지수와 디스크 커터 수명지수로부터 디스크 커터의 마모도를 예측하게 된다.
본 연구에서는 기존 세르샤 시험에서 금속 핀을 일방향으로 마모시키는 것과 다르게 원형의 디스크를 양방향으로 마모시키고, NTNU 시험 대비 소요 시간을 단축할 수 있는 새로운 시험방법과 마모지수를 개발하였다. 새로 개발된 시험방법을 검증하기 위하여 동일 암석 시편에 대해 기존 세르샤 시험과 NTNU 시험을 수행하여 결과를 비교 분석하였다. 또한 실제 TBM 현장의 암석시편을 이용한 새로운 마모지수와 해당 TBM 현장의 디스크 커터 마모량을 비교함으로써 새로운 마모지수의 신뢰성을 검증하였다.
2. TBM 디스크 커터의 마모도 평가 방법
2.1 디스크 커터의 마모 현상
디스크 커터는 텅스텐강 또는 탄소강으로 이루어진 회전형 절삭 도구로서, 커터헤드가 회전하면서 접촉된 암석을 파쇄하면서 암반을 절삭하게 된다. 이러한 과정 중에 디스크 커터 표면은 암석과의 연속적인 마찰저항에 의하여 마모가 발생하게 되며, 마모발생 원인은 광물의 구성, 광물의 경도 입경의 형상 및 사이즈, 물리적 강도의 영향을 받는 것으로 알려져 있다(Atkinson et al., 1986). 특히 석영의 경도가 절삭 도구의 경도보다 일반적으로 크기 때문에 석영의 함량은 절삭도구의 마모에 큰 영향을 미치는 것으로 알려져 있다(Lee et al., 2012).
디스크 커터의 마모 형태는 암반과 디스크 커터의 조건에 따라 다양한 형태로 발생한다. 조건 별 디스크 커터의 마모형태는 Table 1에 정리하였다(Turtscher et al., 2013). 이중 정상마모(Normal wear)는 균질한 강도의 암반을 굴착하는 과정에서 디스크 커터 전면에 걸쳐 균등한 마모량을 보이는 형태를 말하며, 일반적으로 디스크 커터의 마모 예측 모델에서는 정상 마모를 가정하게 된다. 편마모(Uneven wear)는 디스크 커터가 회전할 때 클로깅의 원인에 의해서 회전이 정상적으로 이루어지지 못한 경우나 동일 단면에서 복합지반을 굴착하는 경우에 디스크 커터의 한쪽 면만 마모되는 형태를 말한다. 칩핑(Chipping)은 디스크 커터가 매우 높은 강도의 암석을 만났을 때 순간적으로 디스크 커터의 일부가 떨어져 나가는 마모형태를 말하며, 머쉬루밍(Mushrooming)은 높은 강도의 균질한 암반을 굴착하는 과정에서 디스크 커터의 경도가 암석보다 상대적으로 작을 때 디스크 커터의 외형이 변형되는 것을 말한다. 이러한 디스크 커터의 마모는 TBM 굴진 효율에 영향을 주며, 특히 편마모의 경우에는 비정상적인 디스크 커터의 회전을 유발시킴에 따라 TBM 굴진속도를 크게 저하시키는 원인이 된다. 따라서 현장에서는 적정 시점에 디스크 커터를 교체하여야 하며, 이를 위해서 디스크 커터의 마모도 예측이 중요하다.

2.2 디스크 커터의 마모도 예측 모델 문헌 고찰
전 세계적으로 디스크 커터의 마모도를 평가하기 위하여 여러 가지 시험모델이 개발되었으며, 이중 널리 사용되고 있는 마모도 평가 시험으로 프랑스의 세르샤 시험과 노르웨이의 NTNU 시험이 있다. 세르샤 마모 시험은 프랑스의 Cerchar Institute (Centred ‘Etude et. Recherches de Charbonnages de France)에서 1986년에 개발한 암석의 마모도 측정 시험법이다(Jeon et al., 2014). Fig. 1과 같이 70N의 수직하중을 받는 금속 핀을 암석 면에 긁어 마모된 면의 직경을 측정하고, 식 (1)과 같이 디스크 커터의 마모지수(CAI, Cerchar Abrasivity Index)를 산정하게 된다. 여기서 di 는 마모된 핀의 직경(mm)을 의미한다. 시험에 사용되는 금속 핀은 원뿔 형상이고 길이 15 mm 이상, 폭 10 mm 이상으로, 재료의 로크웰 경도(Rockwell Hardness)는 스케일 C(HRC)로써 HRC 55이다(Plinninger, R. J. et al., 2002). 세르샤 시험은 비교적 간편하고 암석에 대한 금속의 마모정도를 경제적으로 산정할 수 있으며 여러 연구자들에 의해 그 적용성이 검증 된 바 있다(Lee et al., 2012). 그러나 동일 시험편에 대해서 금속 핀의 이동방향과 이동위치에 따라서도 마모결과의 편차가 다소 큰 것으로 조사되었으며, 특히 이러한 현상은 이방성 암석에서 두드러지는 것으로 나타났다(SINTEF, 2013).


NTNU 모델은 노르웨이의 NTNU에서 개발한 방법으로 노르웨이에서 수행된 다수의 TBM 터널 시공 Data를 이용하여 암반용 TBM의 굴진성능과 디스크 커터의 마모도를 평가할 수 있도록 개발되었다(Bruland, 1998a). NTNU 모델에 사용되는 시험은 Fig. 2와 같이 천공저항시험(Siever’s J Test), 마모시험(AVS, Abrasion Value Steel), 취성도시험(Brittleness Test)으로 구성된다. 여기서 Siever’s J 시험은 암석의 표면경도를 나타내는 값으로 비트를 200회 회전시켰을 때 천공 깊이를 의미한다. AVS는 1 mm 이하의 입자로 분쇄된 암분을 회전 강판에 올려놓고, 강판을 100회 회전 시킨 후에 비트의 중량손실 값을 의미한다. CLI는 굴착 대상 암반조건에서 TBM용 디스크 커터의 마모수명을 추정하는데 활용하는 지수로 천공저항지수(Siever’s J)와 마모지수(Abrasion Value Steel, AVS)로부터 식 (2)와 같이 계산된다(Bruland, 1998c).

NTNU 시험 중 AVS 시험은 입도에 맞추어 암석을 분쇄하여 암분을 만들어야 하고, SJ 시험의 경우에는 Fig. 3과 같이 천공 장비에 맞추어 시료성형이 사전 작업으로 필요하기 때문에 2∼3일의 시간이 소요되며, 결과 분석 시에도 여러 보정계수를 사용하기 때문에 결과도출이 다소 복잡하다는 특징이 있다. 또한, 현재 DRI와 CLI에 대한 시험방법은 일반적인 암석 시험방법들과 상이하며 전 세계적으로도 몇 개 기관과 기업에서만 관련 시험장비들을 보유하고 있다(Choi et al., 2011).
|
Fig. 3. Pre-cutting of a piece from a rock core for determination of sievers’ J-value (SINTEF, 2013) |

한편, 이들 시험결과를 이용한 다양한 디스크 커터의 마모예측 모델과 디스크 커터의 수명예측 모델이 개발되었으며 대표적인 모델은 Table 2와 같다. Gehring (1995)은 CAI와 디스크 커터의 마모량에 대한 직접적인 상관모델을 제안한 바 있으며, Table 2의 그림과 같이 실제 디스크 커터 마모량과 비교 분석하였다. 또한 CSM 모델에서는 CAI로부터 디스크 커터의 수명을 예측하는 모델을 제안한 바 있다. 이들 모델은 CAI로부터 별도의 보정계수 없이 직접적으로 디스크 커터의 마모량과 수명을 예측할 수 있다는 특징이 있다.

NTNU 모델은 NTNU 시험결과로부터 CLI를 도출하여 NTNU에서 제시한 도표에 따 디스크 커터의 기본 수명 시간을 구하게 된다. 여기에 커터헤드의 크기, 커터헤드 회전속도, 디스크 커터의 개수, 석영 함유량과 관련한 보정계수를 적용하여 최종 수명 시간을 예측하게 된다.
3. 새로운 디스크 커터의 수명 예측 시험 개발
3.1 NAT(New Abrasion Tester) 개발
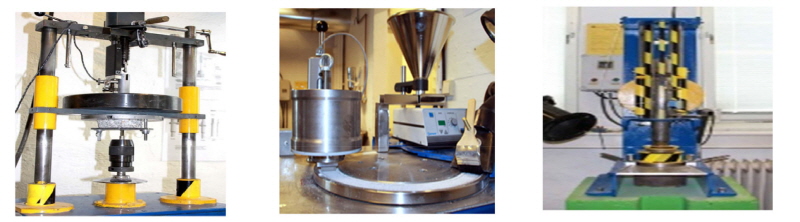
본 연구에서는 기존 시험방법을 보완하여 빠르고 정확하게 디스크 커터의 수명 예측이 가능한 새로운 시험방법(NAT) 및 마모지수(DWI, Disc Wear Index)를 개발하였다. 개발된 시험장치는 크게 메인 프레임, 하중 재하 장치, 암석 시편 고정부, 원형 디스크(절삭 도구) 및 디스크 고정부, 회전장치로 구분되며, 시험장치는 Fig. 4와 같다.
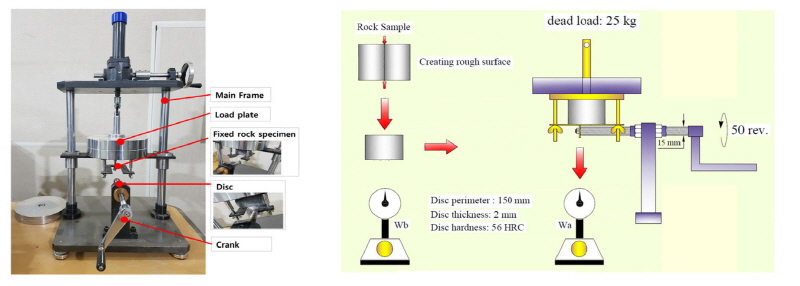
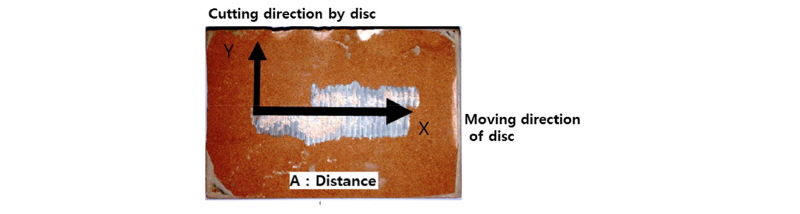
NAT는 NTNU 시험과 다르게 별도의 암석 성형 작업 없이 현장의 암석시편을 사용하기 때문에 1∼2시간 안에 시험 수행이 가능하다. 또한 NAT는 기존 세르샤 시험장치에서 금속 핀을 직선으로 이동시키면서 암석을 긁는 방식과 다르게 원형의 디스크를 회전 이동시키면서 실제 TBM 디스크 커터와 유사한 메커니즘으로 마모를 발생시킨다. 이때 원형의 디스크는 크랭크 회전으로부터 회전 축과 평행방향으로 이동하면서 세르샤 시험의 마모길이 10 mm 보다 늘어난 100 mm를 이동하게 된다. 한편, 세르샤 시험은 금속 핀을 이용하여 일방향으로 암석에 마모를 발생 시키기 때문에 광물 입자크기나 암석의 이방성에 따라 결과의 편차가 큰 것으로 조사되었다(SINTEF, 2013). NAT는 Fig. 5와 같이 금속 디스크의 회전과 이와 직교되는 방향으로 이동하면서 양방향으로 마모를 발생시켜 마모시험 결과의 편차를 줄일 수 있도록 고안되었다.
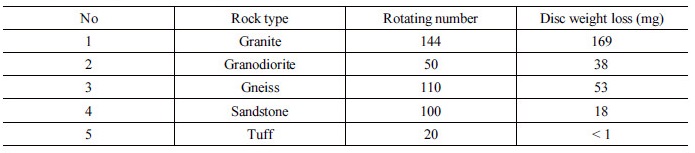
시험에 사용되는 회전 디스크는 일반적으로 사용되는 디스크 커터와 세르샤 시험의 사용되는 핀과 유사한 로크웰 경도 54의 강재를 사용하였다. 디스크에 작용하는 사하중은 충분한 질량손실을 발생하면서 시험을 하는데 어려움이 없도록 25 kg을 적용하였다. 한편 크랭크의 회전속도는 20 RPM으로 규정하였으며 이는 수동으로 시험 수행 과정에 편이성을 고려한 적정 수준의 속도로 결정하였다. 디스크 회전 수는 여러 가지의 암종을 사용하여 회전수 별 시험을 수행한 결과로부터 결정하였다. Table 3의 시험결과로부터 암종에 따라 적은 회전 수에서는 질량 손실량이 충분하게 발생하지 않은 것을 확인하였다. 반면에, 회전 수가 증가할수록 회전 이동거리가 길어지기 때문에 회전수가 50 이상에서는 최소 시편의 크기가 100 mm 이상이 된다. 따라서 소요 시편의 크기와 장비의 크기, 시험 수행의 편이성을 고려하여 회전 수를 50으로 결정하였다.
상기 소개된 NAT의 시험순서는 다음과 같다. ①우선 회전 디스크의 무게를 측정하고 회전 디스크를 본체 장치와 결합한다. ②다음으로 암석시편을 쪼개어 쪼개진 표면이 디스크를 향하여 암석을 장치에 고정한 후 상부플레이트에 25 kg의 하중을 가한다. ③상부플레이트를 내려 암석 시편에 원형 디스크를 접촉되도록 하여 이때 디스크와 연결된 크랭크를 50바퀴를 돌려 디스크가 암석을 긁으면서 회전 이동시키게 한다. 이때 속도는 20 RPM으로 규정한다. 여기서 시험 전 후의 디스크 중량 차이(mg)를 새로운 마모지수(DWI, Disc Wear Index)로 정의하였다(식 (3)). Fig. 6은 NAT 절차와 시험 후 암석 시편 표면이다.


여기서,  는 디스크의 시험 전 중량이고,
는 디스크의 시험 전 중량이고,  는 시험 후 중량을 의미한다.
는 시험 후 중량을 의미한다.
3.2 기존 마모 지수와 DWI 비교
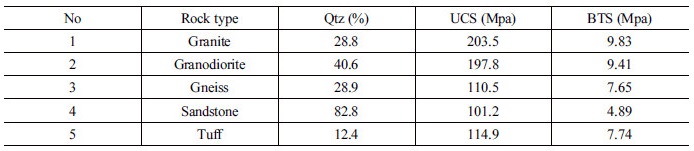
본 연구에서 NAT 시험과 마모지수의 신뢰성을 검증하기 위하여 동일한 암석시편에 대해 기존 시험방법의 결과와 비교 분석하였다. 국내외에서 채취한 대표적인 5개의 암종에 대해 NAT 시험을 수행하여 마모지수를 산정하였으며, 동일 암석시편을 이용하여 NTNU 시험과 세르샤 시험을 수행하였다. NTNU 시험은 시험장비의 제원이 정확하게 공개되어 있지 않아 암석 시편을 NTNU로 보내 시험을 수행하였으며, 세르샤 시험의 경우에는 제품화된 시험장치를 구비하여 자체적으로 시험을 수행하였다. 각 시험에 사용된 암석 시편의 종류와 기본 물성은 다음의 Table 4와 같다.
각 암종 별로 NAT 시험결과를 포함한 각 시험방법 별 시험결과 및 마모지수는 다음의 Table 5와 같다.
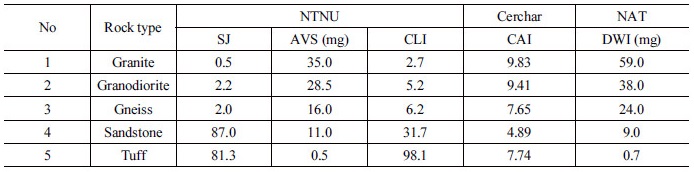
NTNU 시험결과에서 강도가 가장 높은 Granite는 AVS 값이 가장 크고 SJ 값은 가장 작은 것으로 나타났으며, 이때 CLI는 가장 작게 산정되었다. CLI는 커터의 수명을 의미하기 때문에 CLI가 작을수록 마모발생이 많다는 것을 의미한다. 세르샤 시험결과에서도 Granite의 마모지수는 가장 높은 것으로 나타났으며, NAT 시험결과에서도 DWI의 값이 가장 커 마모 발생량이 가장 큰 것으로 나타났다. 반면에 NTNU 시험결과에서 디스크 커터의 수명은 Sandstone 보다 Tuff가 더 길어 Sandstone의 마모발생이 Tuff보다 큰 것으로 나타났으며, NAT 시험결과에서도 Sandstone의 마모량이 Tuff보다 큰 것으로 나타났다. 그러나 세르샤 시험에서는 Tuff에서 마모발생이 Sandstone 보다 큰 것으로 나타나 NTNU 시험과 NAT와는 상이한 결과를 보였다. 이러한 원인은 세르샤 시험의 경우에 암석 내 조암광물의 분포가 일정하지 않고 방향성 때문에 핀의 이동방향과 위치에 따라 마모 결과가 상이한 것으로 판단된다. 한편, NTNU 시험결과와 NAT 시험결과를 비교 분석한 결과는 Fig. 7과 같다. AVS와 DWI의 관계는 결정계수 95.6%의 높은 선형관계를 보이는 것으로 나타났으며, SJ와 DWI의 관계는 결정계수 71.8%의 지수함수 관계를 보이는 것으로 나타났다. 이러한 결과는 AVS와 DWI는 커터의 손실 마모량을 나타내는 척도이기 때문에 높은 상관성을 갖지만, SJ는 비트의 천공도와 관련된 지수이기 때문에 SJ와 DWI는 상관성이 다소 낮은 것으로 판단된다.

세르샤 마모지수인 CAI와 DWI를 비교한 결과에서 두 지수의 관계는 선형 관계를 보이며, 이때 결정계수는 69.3%로 나타났다. 세르샤 시험결과는 NTNU 시험결과에 비해 결정계수가 낮은 것으로 확인되었는데 이러한 원인은 Gneiss의 결과의 상관성이 낮기 때문인 것으로 확인되었다. Fig. 8에서 Gneiss이 포함된 경우의 결정계수가 69%인 반면에 Gneiss가 제외된 경우에는 결정계수가 89.8%까지 높아지는 것으로 나타났다. Gneiss와 같이 불규칙한 호층을 이룬 경우에 핀이 접촉되는 위치와 절삭방향에 따라 마모도가 상이하기 때문에 다양한 방향으로 마모 시험을 수행하여 평균을 취하거나, NAT와 같이 양방향으로 마모를 발생시키는 것이 결과의 신뢰성을 확보하는데 유리할 것으로 판단된다.

4. NAT 마모지수의 검증
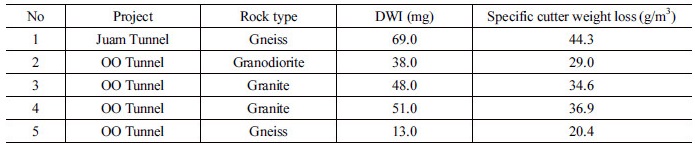
NAT 시험결과로부터 획득된 마모지수(DWI)를 검증하기 위하여 실제 TBM 현장의 암석 시편을 이용한 시험결과와 디스크 커터 마모량을 비교 분석하여 상관성을 검증하였다. 국내외 TBM 현장의 암석 코어 시편을 채취하여 시험을 수행하였고, 이때 암석 시편의 종류는 다음의 Table 6과 같다. Table 6에서 Juam Tunnel (1990)는 공사가 종료된 관계로 인접한 신규도수 터널의 암석 코어 시편을 채취하여 시험을 수행하였고, 과거 문헌 상 디스크 커터 교체 기록을 대조하여 비교하였다. 나머지 현장의 경우에는 최근까지 공사가 진행된 현장들로서 해당 현장의 실제 암석 시편을 대상으로 시험을 수행하였고 해당 현장의 디스크 커터의 마모량을 비교 분석하였다.

기존 Gehring 모델의 경우에는 CAI 지수와 디스크 커터의 질량 손실량 관계를 다음의 식 (4)와 같이 제안하였으며 여기서 Vs는 디스크 커터의 이동거리 당 마모량을 의미한다.

상기 제안 식에서 디스크 커터 마모도 평가 단위는 mg/m로, 디스크 커터 위치 별로 회전 이동거리가 상이하기 때문에 디스크 커터 위치 별로 굴착거리 별 마모량 환산이 필요하다. 실제 노르웨이 OO터널의 경우에도 현장의 디스크 커터 마모량 평가 단위로 암반의 굴착량(g/m3)을 적용하고 있으며, 본 연구에서는 보다 쉽게 현장에 적용할 수 있도록 디스크 커터의 마모도 평가 단위(CWL, Cutter Weight Loss)를 굴착 부피 당 마모량(g/m3)로 적용하였다.
새로운 시험방법과 마모지수를 검증하기 위하여 Table 7과 같이 각 현장의 암종별 시험결과(DWI)를 얻고, 실제 디스크 커터 마모량(g/m3)에 대한 상관관계를 확인하였다(Fig. 9). DWI와 디스크 커터의 마모량 사이에 97.7% 높은 결정계수를 확인하였으며, 이때 상관관계는 식 (5)와 같다. 이러한 결과로부터 NAT 시험결과와 실제 디스크 커터 마모량과 높은 상관관계가 있는 것으로 보인다.
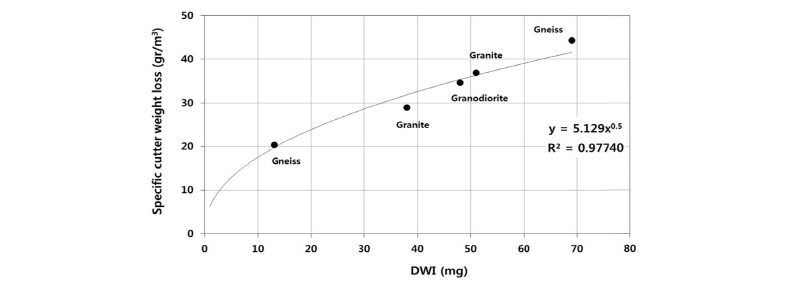


한편 Fig. 9에서 확인된 DWI와 실제 현장 TBM 디스크 커터의 마모발생량의 상관관계로부터 마모발생량에 따른 DWI의 구간을 Table 8과 같이 설정하였다. DWI가 작을수록 디스크 커터의 마모발생량이 적어 디스크 커터의 수명은 길어져 교체 주기가 늘어나며, 반대로 DWI가 클수록 디스크 커터의 교체 주기는 짧아지게 된다. 제안된 디스크 커터 마모지수를 이용하여 디스크 커터의 교체주기와 디스크 커터의 소요 수량을 예측 할 수 있을 것으로 기대한다.
5. 결 론
본 연구에서는 암반용 TBM의 디스크 커터 마모량을 예측하기 위하여 기존 디스크 커터 마모시험방법을 분석하여 기존 시험방법과 시험지수의 한계를 보완한 새로운 시험장비와 예측모델을 개발하였다. 또한 시험 결과를 기존 시험장비 결과와 비교하여 상관관계를 규명하였으며, 실제 TBM 현장 시료를 이용한 시험결과와 실제 디스크 커터의 마모량을 비교하여 예측 모델의 신뢰성을 확인하였다. 본 연구결과를 요약하면 다음과 같다.
1.기존 TBM 디스크 커터 마모 예측 시험으로 가장 널리 사용되는 방법으로 NTNU 시험과 세르샤 시험이 있다. NTNU 시험은 복잡한 시료성형과정을 거치고 시험결과에 보정계수를 적용하기 때문에 숙달되지 않은 기술자가 수행하는데 어려움이 크다. 또한 세르샤 시험은 시편에 따라 시험결과의 편차가 있을 수 있어 다수의 시험 수행이 필요하다. 이러한 한계를 극복할 수 있는 새로운 시험장치(NAT, New Abrasion Tester)를 개발하였다.
2.NAT는 원형의 디스크를 회전이동 시키면서 암석을 절삭하는 동안의 디스크 마모량을 가지고 마모지수(DWI, Disc Wear Index)를 제안하는 시험으로 제안하였으며, 현장의 암석시료를 가지고 NAT로부터 DWI를 얻어 디스크 커터의 추정이 가능하다.
3.본 연구에서는 DWI와 기존 NTNU 시험, 세르샤 시험의 시험결과와 지수들을 비교하여 상관성을 분석하였다. 분석 결과 DWI는 NTNU 시험의 마모지수와 지수함수 관계를 보이며, 세르샤 시험의 마모지수와 선형 관계를 보이는 것으로 나타났다. 이들 관계로부터 NAT의 마모지수가 기존 시험법의 마모지수와 높은 상관관계를 보이는 것을 확인하였다.
4.DWI로부터 TBM 현장의 디스크 커터 마모량을 예측하기 위하여 DWI와 각 TBM현장의 굴착 부피당 커터손실 질량(g/m3)과의 관계를 도출하였다. DWI 값과 실제 마모량이 높은 상관관계를 보이는 것으로 확인되었다. 본 연구개발을 통하여 TBM 디스크 커터 마모 평가를 위해서 설계 단계뿐만 아니라 현장에서도 간편한 시험만으로 디스크 커터의 마모량을 예측할 수 있어 보다 정확한 디스크 커터 소모량을 추정하고 관리 할 수 있을 것으로 판단된다. 향후 다양한 암종 및 암반등급의 NAT 시험결과와 실제 현장 Data를 추가하면 보다 빠르고 정확한 디스크 커터의 마모 예측이 가능할 것으로 기대한다.
