

1. 서 론
2. 커터 소모 예측 모델
2.1 암반용 TBM 디스크 커터 마모 예측 모델
2.2 토사용 TBM 커터비트 마모 예측 모델
3. 현장 개요
3.1 노선 개요
3.2 지형 및 지질 특성
3.3 TBM 개요
4. 암반구간 디스크 커터 소모량 예측
4.1 디스크 커터 성능 예측 시험
4.2 암반 구간의 디스크 커터 소모량 예측
5. 토사구간 커터비트 소모량 예측
5.1 유사 해외현장 사례의 마모도 분석
5.2 경험식을 이용한 비트 수명 예측
5.3 토사용 커터비트 소모량 예측 결과
6. 시공 실적 및 분석
6.1 커터 수량 및 분석
6.2 경암구간 디스크 커터 교체 실적
6.3 토사구간 커터비트 교체 실적
7. 예측 및 실적 결과 분석
7.1 경암구간의 디스크 커터 교체 예측 및 실적 비교
7.2 토사구간의 커터비트 교체 예측 및 실적 비교
8. 결론
1. 서 론
TBM 커터는 암반용 디스크 커터와 토사용 커터비트로 구분되며 이들 커터는 커터헤드 전면에 설치되어 회전하면서 지반을 굴착하는 역할을 한다. 굴착 중에는 지반과의 마찰로 인해 마모가 발생하게 되며 일정 마모 이상에서는 커터의 성능저하를 유발한다. 특히 적기에 교체가 되지 않을 경우 인접 커터 거동에 영향을 미치고 TBM 장비에 추가 부하를 발생시켜 굴착 효율을 저하시킨다. 또한 심한경우에는 커터헤드 및 쉴드 본체의 마모를 발생시키기도 하여 공사 지연의 사유가 되기도 한다. 이러한 사유로 한계 이상 마모된 커터는 자재와 인원 등 비용 발생에도 불구하고 적시에 교체가 되어야 한다. 한편 커터의 교체주기는 다운타임 및 발생 비용, 커터 소요량, 굴착 및 고장율에 영향을 주기 때문에 이에 대한 예측 및 관리가 중요하다. 실제로 마모 한계를 넘어서는 경우에 TBM 굴착 효율이 저하되며, 반대로 교체 회수가 늘어나면 다운타임이 증가하기 때문에 계획단계에서 교체 회수와 소요 개수를 합리적으로 예측하는 것이 원가와 공기 측면에서 매우 중요하다. 그럼에도 불구하고 커터의 마모 예측은 지반 강도, 광물, 단층, 절리 등 암반 특성, 지하수 조건, TBM 장비의 형식, TBM 운영에 따라 크게 영향을 받고, 막장의 상/하부가 다른 복합지반이나 지층의 변화가 심한 경우 그 변동성이 더욱 커져 정확한 산정이 어려운 한계점이 있다. 특히 커터의 설치 위치에 따라서도 회전이동거리가 달라 동일 굴진거리에서의 발생 마모량 또한 상이하여 이를 고려한 검토가 필요하다.
암반용 디스크 커터의 마모율 및 수명 예측과 관련하여 국내외로 다양한 연구결과가 제시되었고, 대표적으로 Norwegian University of Science and Technology의 NTNU 모델과 Colorado School of Mining의 CSM 모델이 국내 외에서 널리 사용되고 있다. 이들 방법은 암석 시편을 이용하여 간편하게 실내시험을 수행하는 장점이 있으나, 지반, 장비, 운영에 의한 마모율의 변동성을 반영하기에는 한계가 있다. 특히 대표적으로 적용되는 NTNU 모델조차 계획과 실적이 2배 이상 차이가 나는 사례가 보고된 바 있다(Chang et al., 2011). 토사용 커터비트의 경우에는 국내외에서 다수의 연구가 진행되고 있으나 아직 공인된 모델이 없어 대부분 과거 수행 현장의 경험적 마모율을 참고하여 계획에 반영하는 실정이다. 또한 토사와 암반이 포함된 복합 지반은 그 거동의 복잡성과 불확실성으로 인해 토사용 커터비트와 유사하게 시공 실적 기반으로 추정은 하지만 예측의 보편성은 더욱 떨어진다고 할 수 있다.
본 연구에서는 일반화에 한계가 있는 커터 마모 예측 모델을 이용한 설계 수량과 실제 발생 수량을 비교하였고 오차 원인을 분석하였다. 특히 향후 유사한 터널 설계와 시공 시 실무적으로 참고가 되도록 다양한 지반조건을 포함한 ○○터널의 사례를 바탕으로 지반 조건별, 커터 이동거리를 고려한 커터 마모율 예측 및 이를 반영한 설계단계에서의 커터 교체 계획을 제시하고, 실제 교체 실적과 비교/분석하였다.
2. 커터 소모 예측 모델
2.1 암반용 TBM 디스크 커터 마모 예측 모델
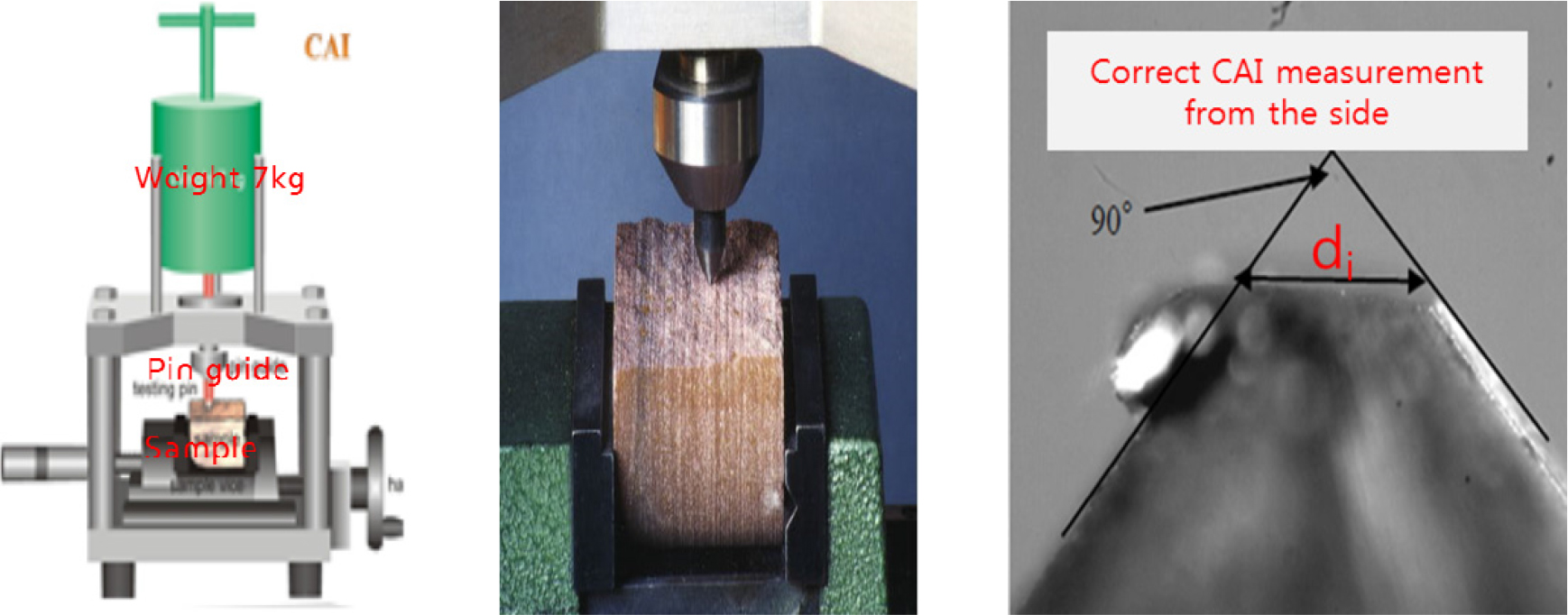
암반용 디스크 커터의 마모는 TBM 굴진 효율 저하 및 과도한 토크 증가의 원인이 되기 때문에 적정 시점에 교체하는 것이 중요하며, 적정 교체 시기와 디스크 커터의 소요 수량을 추정하기 위하여 디스크 커터의 마모 예측이 필요하다(Kim et al., 2018). 암반의 디스크 커터의 마모를 예측하기 위한 다수의 시험적 모델이 개발되었으며, 대표적인 시험방법으로 세르샤(Cerchar) 시험과 NTNU (Norwegian University of Technology) 시험이 있다. 세르샤 시험(Fig. 1)을 이용한 모델로는 미국의 CSM (Colorado School of Mines) 모델(Rostami, 1993), Gehring (1995) 모델, Frenzel (2011) 모델 등이 있으며 NTNU 시험은 이용한 NTNU 모델(Bruland, 1998)을 활용 할 수 있다.
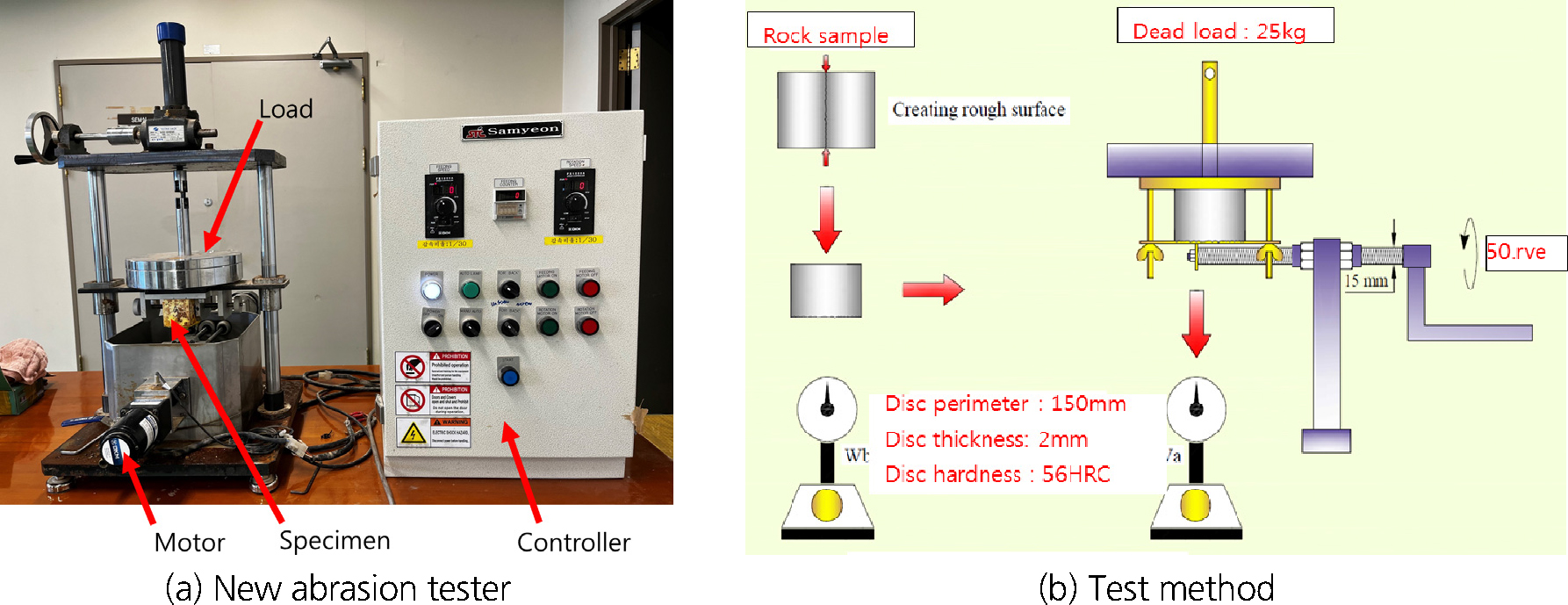
국내에서는 자체적인 연구를 통해 LCM (Linear Cutting Machine, 선형 절삭 시험) 시험을 통해 디스크 커터 수명을 예측한 KICT-SNU 모델(Yu, 2007), 디스크의 회전과 이동방향을 직교로 하여 양방향의 마모를 유발시키는 NAT (New Abrasion Tester)를 이용한 NAT 모델(Kim et al., 2017)을 개발한 바 있다.
세르샤 시험은 1986년에 Cerchar Institute (프랑스)에서 개발된 시험으로 시험법이 비교적 간편하고 암석에 대한 금속의 마모 정도를 경제적으로 산정할 수 있으며 여러 연구자들에 의해 그 적용성이 검증된 바 있다(Lee et al., 2012). 세르샤 시험은 원리가 실제 TBM 디스크 커터의 마모 매커니즘과 유사하고 현장 데이터가 풍부한 장점이 있지만, 핀의 이동거리가 매우 짧아 시험결과의 변동성이 큰 단점이 있다.
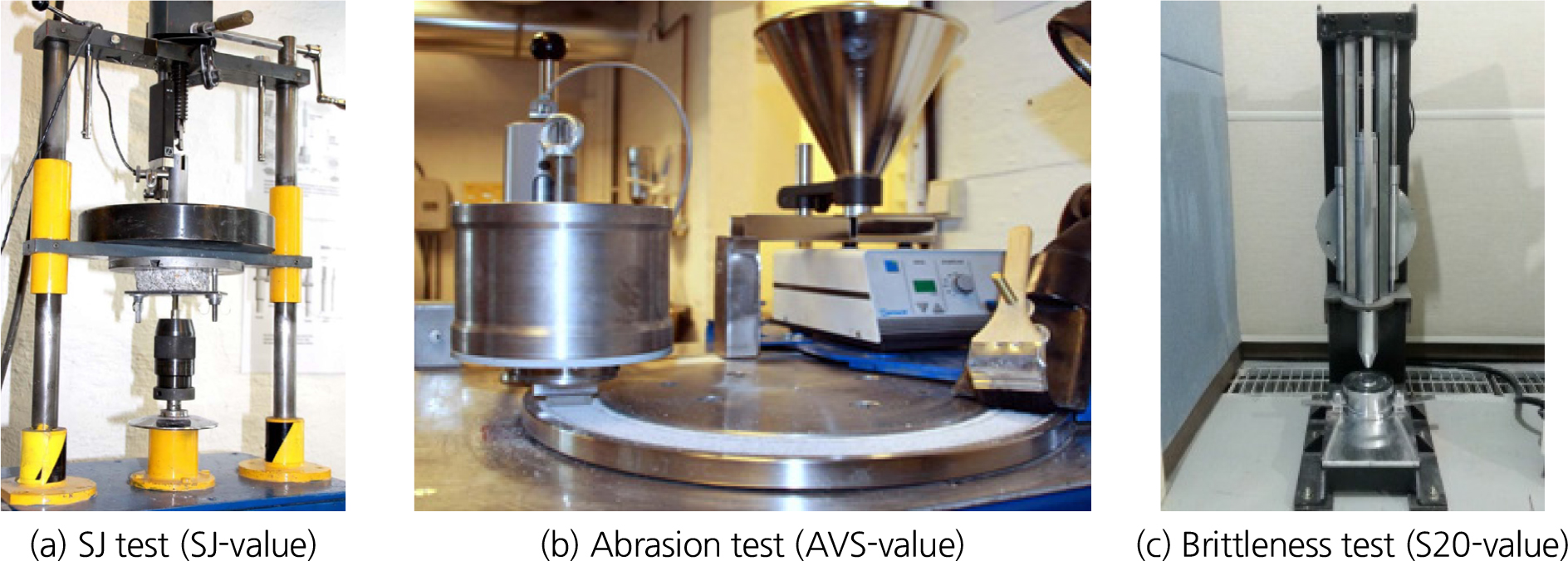
NTNU 시험은 노르웨이에서 수행된 다수의 TBM 시공 데이터를 이용하여 암반용 TBM의 굴진 성능과 디스크 커터 마모도를 평가할 수 있도록 개발되었다(Bruland, 1998). 해당 시험은 Fig. 2와 같이 3가지의 시험으로 구성되는데 이들은 각각 SJ (Siever’s J) test, Abrasion test (AVS), Brittleness test (S20)으로 구성되어 각각의 결과를 조합하여 굴진율, 마모도를 예측하게 된다. 3가지 시험 중 마모도를 예측하는 시험은 SJ test와 Abrasion test로 이들 두 시험의 결과를 조합하여 최종적으로 CLI (Cutter Life Index, 커터수명지수)를 구하게 된다. NTNU 시험은 현장 데이터가 풍부한 장점이 있지만 시험방법이 복잡하고, 암분 제조 등에 따른 시료 성형 시간이 길어 시험에 오랜 시간이 소요되며, 재료를 마모 시키는 시험 원리가 실제 TBM 디스크 커터의 마모 원리와는 다소 상이한 단점이 있다.
국내에서는 KICT (한국건설기술연구원)에서 2005년에 구축한 LCM 시험기와 NTNU, 압입 시험, Cerchar 시험 등의 결과를 조합하여 TBM 설계변수 및 굴진성능을 예측하고, 디스크 커터의 수명을 결정하고 총 소요 개수 등을 산정할 수 있는 KICT-SNU모델을 개발한 바 있다. Table 1에 지금까지 언급한 암반용 TBM 마모 예측 모델들에 대한 수식을 나타내었다.
Table 1.
Prediction models for disc cutter wear (Kim et al., 2017)
| Reference | Applying index | Model or formula | |
| Rostami et al. (2005) (CSM model) | CAI | CL (cutter life, km) = | |
| Ko et al. (2014) | CAI | (m3/cutter) = | 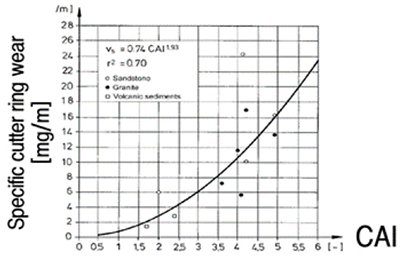 |
| Gehring (1995) | CAI | Vs (mg/rollmeter) = 0.73 × CAI1.93 | |
| Frenzel (2011) | CAI | CL (cutter life, m3/cutter) = 1,026 / CAI | |
| Bruland (1998) (NTNU model) | CLI | ∶Cutter life (hr/cutter) ∶Basic cutter life ∶CF of TBM diameter ∶CF of Quartz ∶CF of TBM RPM ∶CF of disc cutter number ∶Number of disc cutter |  |
NAT 시험은 앞서 언급된 기존 시험방법을 보완하여 빠르고 정확하게 디스크 커터의 마모 예측이 가능한 새로운 시험방법으로, 기존 세르샤 시험장비와 유사하게 암석 시료를 도구로 긁어 디스크 커터의 마모량을 예측하지만, 세르샤 시험장비에서 핀을 직선으로 이동시키면서 암석을 긁는 방식과 다르게 원형의 디스크를 회전 이동 시키면서 실제 TBM 디스크 커터와 유사한 메커니즘으로 마모를 발생시키는 차이가 있으며 이동거리도 100 mm로 세르샤 시험(10 mm) 대비 높은 정확성을 확보할 수 있다(Fig. 3 참조). 다만, NAT 시험은 세르샤 마모시험보다 넓은 긁힘 면적이 필요하므로 시료 성형에 시간이 더 소요된다. 3종류의 시험을 수행하는 NTNU시험과 비교해서는 준비 시간이 매우 짧으므로 신속하고 정확한 결과를 도출할 수 있는 시험 장비라고 할 수 있다. NAT 시험 결과를 나타내는 지수는 DWI (Disc Wear Index, 마모 지수)라 명명하며 회전 디스크의 시험 전 후 중량 차이를 의미한다.
이와 같이 산정된 DWI를 바탕으로 실제 TBM 현장의 디스크 커터 마모량을 예측하기 위하여 현장의 CHI (Cuttterhead Intervention) 데이터와 현장 시료를 동시에 확보하여 NAT 시험을 수행하였고 식 (1)과 같은 모델식이 제안되었다(Farrokh and Kim, 2018).
식 (1)에서 SCWL (Specific Cutter Weight Loss)는 굴착 부피당 커터 마모량(g/m3)이며 Table 1의 주요 커터 소모량 예측 지수들과는 단위가 다르지만 실질적으로 현장에서 사용하기에 가장 간편하게 환산되었다. 여러 개의 암종과 현장의 시편을 이용한 시험결과와 실제 디스크 커터의 마모량을 비교한 결과에서 결정계수(R2)는 0.90으로 신뢰성이 높은 것으로 확인되었다(Kim et al., 2018).
2.2 토사용 TBM 커터비트 마모 예측 모델
토사용 TBM의 커터비트 마모는 암반용 디스크 커터 보다 복잡한 요인에 의해 발생하여 규명이 어렵기 때문에 관련 연구가 미흡하고 보편적으로 인정되어 널리 쓰이는 모델이 없는 실정이다. 프랑스의 AFNOR (1990)에서는 조립토의 마모도와 파쇄성을 검토하기 위해 LCPC (Laboratoire Central des Ponts et Chaussees) 시험기를 개발하였고, NTNU의 Nilsen et el. (2006)은 기존 암반용 NTNU 모델의 AVS와 같은 구조의 시험장치인 SAT (Soil Abrasion Test)를 개발하여 SAT의 수치와 마모도, 석영 함유량 등을 비교 분석하였으며 추가적으로 Jakobsen et al. (2013)이 SGAT (Soft Ground Abrasion Tester)를 개발하여 Foam 등의 첨가제 주입 효과까지 고려한 시험 장치를 개발하였으나, 충분한 시험결과와 누적 데이터가 부족한 상태에 있으며 시험의 최대 입경 등이 존재하고 TBM의 굴착 원리와 상이한 경우가 많아 정확한 예측에는 한계가 있다.
현재까지는 대부분 토사지반에서의 과거 실적 분석을 통해 얻은 마모율(마모량/굴진거리)를 바탕으로 마모량을 예측하는 경우가 많으며, 이와 같이 경험적인 마모율로부터 마모량을 추정하기 위한 방법으로 일본터널학회(JTS, Japanese Tunneling Society)에서 제안한 JSCE (Japan Society of Civil Engineers) 모델(JSCE, 2007)이 널리 사용되고 있다. 해당 모델은 지반 별로 달리 산정되는 마모계수 K와 같은 반경에 위치하는 커팅 툴에 대한 보정계수, 굴진속도, RPM을 이용하여 식 (2)와 같은 마모량 산정식을 제시하였다.
식 (2)에서 𝛿는 커팅 툴의 마모량(mm), 은 보정된 마모계수(µm/km), R은 커팅 툴의 위치에 따른 반지름(m), N은 커터헤드의 회전속도(rev/min), L은 TBM의 굴진거리(km), V는 TBM의 굴진속도(mm/min), n은 원주상 같은 위치(동일 반지름)에 위치한 커팅 툴의 개수이다. JSCE 모델에서 마모계수 K는 TBM 마모 데이터를 역해석하여 산정되었으며 지반의 종류별로 큰 차이를 보인다(Table 2, 3.0~125.0 µm/km).
Table 2.
TBM tool wear coefficients for different soils (Yang et al., 2021)
한편 지반정수와 토사용 커터비트의 마모발생의 상관관계를 규명하기 위해 Köppl and Thuro (2013)는 10개의 TBM 프로젝트로부터 수집된 Data를 분석하여 커터비트 마모에 영향을 주는 인자들을 도출하고 간단한 상관 관계식을 제안하였다. 해당 모델은 토사의 석영 함유량, 유효입경, 전단강도를 이용하여 SAI (Soil Abrasivity Index)라는 지수를 제안하였으며 이는 식 (3)에 나타내었고, 해당 모델을 지속적으로 업데이트하여 SAI 지수와 SC (디스크 커터/스크래퍼의 굴착 가능한 총 회전이동거리, km)의 관계가 식 (4), 식 (5)에 나타나 있다(Köppl et al., 2015).
식 (3)에서 SAI는 마모지수, EQC (Equivalent Quartz Content)는 등가 석영 함유량(%), τc (kN/m2)는 전단강도, D60은 유효입경(mm)이다. 해당 SAI 지수를 통해 산정된 Sc를 굴진속도 p와 동일 궤적에 위치한 커터비트 개수 ksc를 이용하여 보정하면 Sc의 보정값인 Sce를 구할 수 있으며, 이를 통해 비트 교체 필요지점까지의 최대 가능 굴진거리를 산정할 수 있다. 이는 식 (6), 식 (7)과 같다.
식 (6)에서 Sce는 커터비트의 최대 회전이동거리의 보정값(km), fp는 굴진속도를 고려한 보정계수, fk는 커터비트의 개수를 고려한 보정계수이며 식 (7)에서 b1,max는 최대 굴진 가능거리(m), pe는 굴진속도(mm/min), Dtbm은 TBM의 지름(m)이다. 해당 식을 이용하면 TBM 굴진속도 조건에 따라 커터비트가 굴착 가능한 거리를 산정 할 수 있다.
3. 현장 개요
3.1 노선 개요
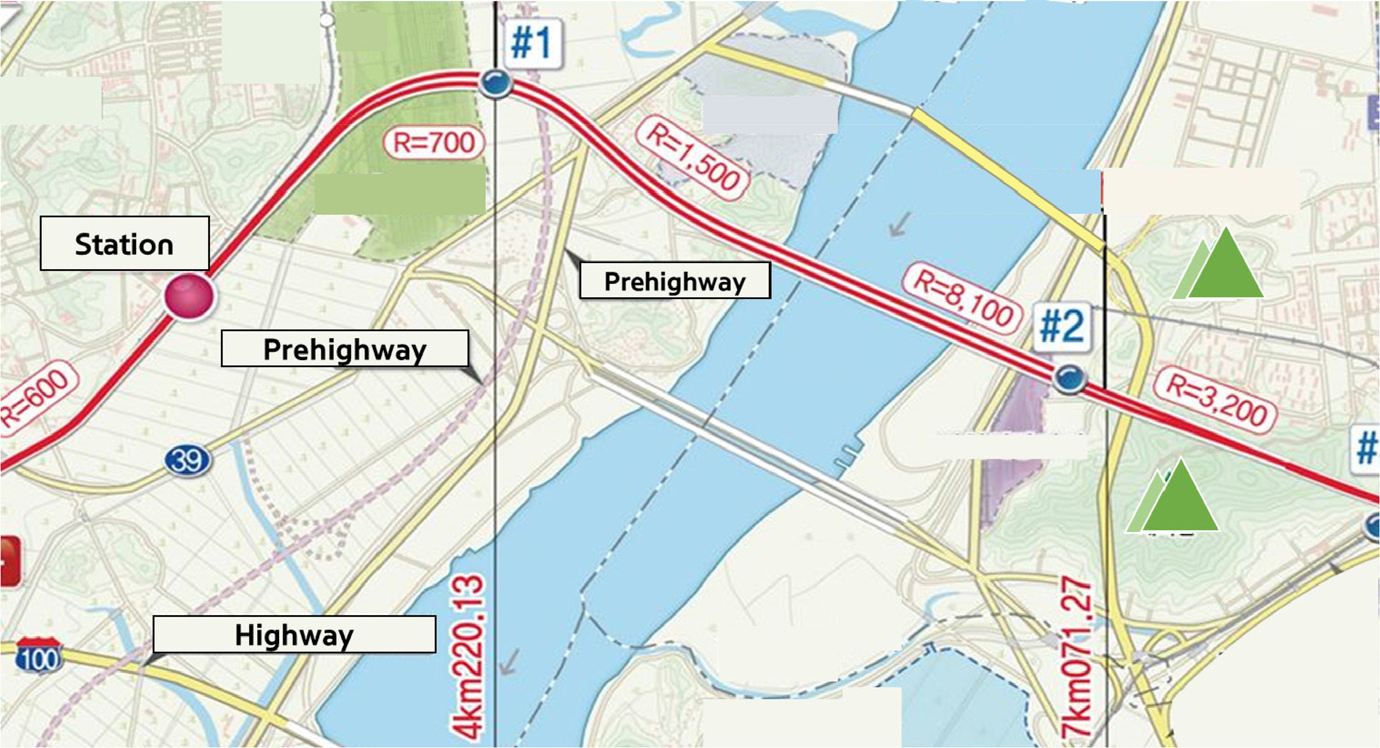
○○현장은 강서구 개화동에서 경기도 고양시에 이르는 총 연장 3,049.87 m의 철도 노반신설 현장으로써 NATM구간 290.33 m, 쉴드 TBM구간 2,702.38 m, 피난연결통로 5개소 및 환기구 2개소로 이루어져 있다. 쉴드 TBM은 한강이남의 환기구#2에서 발진을 하여 한강이북의 환기구#1에 도달하는 것으로 계획 되었으며 단선병렬 터널로서 EPB Type 장비 2대로 굴착을 완료 하였다. 터널의 노선도는 Fig. 4와 같다.
3.2 지형 및 지질 특성
○○현장의 지형특성은 사업노선을 따라 신생대의 충적층이 발달하여 있고, 과업노선 인근으로 형성된 산계는 대부분 높지 않은 구릉성 산지의 형태를 보이고 있다. 한강 구간을 중심으로 점성토, 모래, 자갈 등의 퇴적층 발달이 많은 것으로 나타난다. 지역적 특징은 한강을 기준으로 이북쪽은 저지대의 농경지가 발달되어 있고, 이남쪽 역시 저지대의 형태로 김포공항 및 도시개발의 진행이 많이 이루어진 부천시의 도심이 형성되어 있다.
지질 특성은 서울지역은 선캠브리아기의 경기 편마암 복합체를 기반암으로 중생대 쥬라기에 암상형(Stock)으로 관입한 화강암이 주를 이루고 있으며 경기편마암 복합체는 호상 편마암, 화강암질 편마암, 세립질 편마암, 운모 편암, 대리암으로 구성되어 있다. 과업노선을 기준으로 한강의 이북쪽에서는 흑운모호상편마암의 분포가 우세하게 나타나며, 한강 이남쪽에서는 흑운모 화강암의 분포가 뚜렷하게 나타나고 있다.
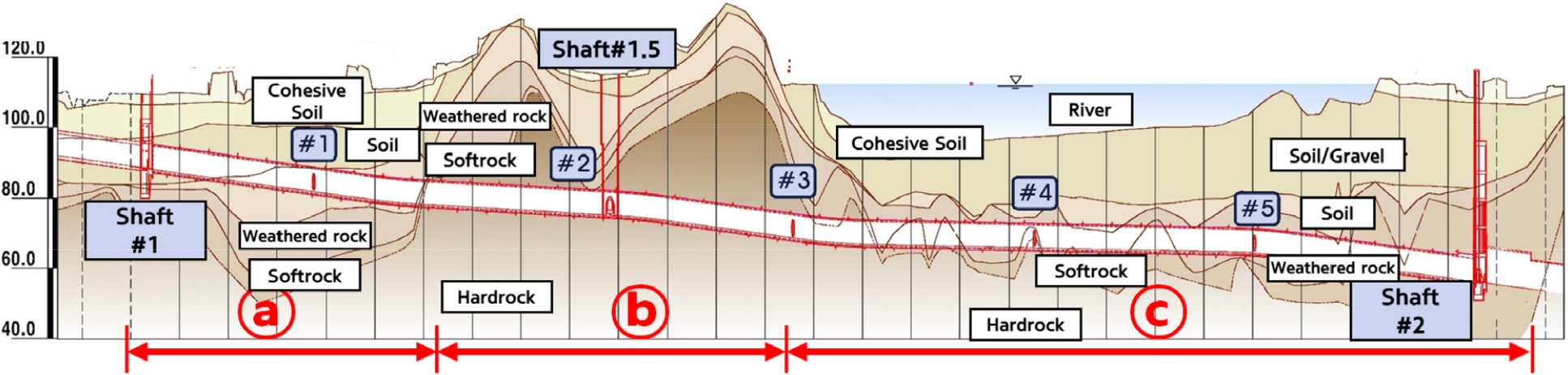
터널이 통과하는 지반종단은 Fig. 5에 도시하였다. ⓐ구간은 경작지 및 자유로 하부 구간으로써 상부 점성토(CL, ML)와 하부 모래(SM, SP)로 구성된 퇴적층과 풍화토, 풍화암의 지층분포를 나타내고 있다. 쉴드 TBM 굴착구간에는 자갈질모래, 실트질모래, 풍화토가 순차적으로 분포하고 있다. ⓑ구간은 행주산성 하부 통과구간으로 대부분 흑운모호상편마암인 경암을 통과하게 되며, 행주산성과 자유로 사이 경계부는 암반-토사 경계부로 풍화토, 풍화암, 연암이 순차적으로 분포하고 있다. ⓒ구간은 한강 하저구간으로 시점측은 퇴적층이 얇고 기반암이 일찍 출현하나 사업종점측으로 갈수록 퇴적층과 풍화대가 두껍게 나타나고 있다. 굴착구간에는 흑운모편마암과 화강암인 기반암, 풍화암, 실트질모래인 풍화토가 교호하여 나타나고 있다. 앞서 언급한 복합적인 지형 및 지질 특성은 커터 교체 수량과 주기에 가장 큰 영향을 주었다.
3.3 TBM 개요
쉴드 TBM 공법은 막장 지지방식과 토사 배출방식에 따라 크게 토압식(EPB, Earth Pressure Balanced)과 이수가압식(Slurry)으로 나눠지며 당 현장은 지상 작업 부지의 제약사항, 최대 수압 및 지층 조건을 종합적으로 고려하여 EPB 쉴드 TBM 장비를 적용하였다.
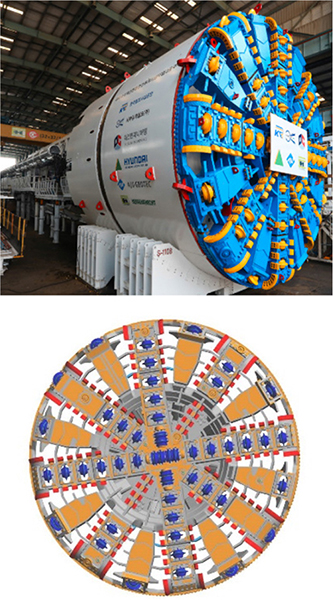
EPB 쉴드 TBM 공법은 커터헤드 후면의 챔버(Chamber)를 굴착 토사 또는 버력으로 채워서 굴진면을 지지하며 굴착하는 방식이다. 쉴드에 추진력을 가하면서 커터헤드를 회전시키면 전방의 토사가 챔버안으로 흘러 들어가고, 스크류 컨베이어를 통해 토사의 배출을 조절함으로써 굴진면을 지지하는데 필요한 압력을 유지한다. 배출된 토사는 컨베이어 벨트를 통해 장비 후방으로 이동되고 이를 후방대차(Muck car)에 실어 지상으로 배출하게 된다. 당 현장은 Herrenknecht 社의 TBM 장비를 채택하여 2기를 투입하였으며 장비의 상세 제원은 Table 3과 같다. 토사지반과 암반지반이 혼재되어 있는 굴착 노선을 고려하여 커터헤드(Cutter Head)에 디스크 커터(Disc Cutter)와 커터 비트(Cutter Bit)가 적정 간격으로 배치되어 있다.
4. 암반구간 디스크 커터 소모량 예측
4.1 디스크 커터 성능 예측 시험
대상 현장 암반 구간의 디스크 커터 소모량을 추정하기 위해 현장 시편을 이용한 디스크 커터 마모율 예측 시험을 수행하였다. 사용된 시편은 암반구간 보링공 HTB-4, 5, 6 (Table 4, Fig. 6)에서 채취된 암석 코어를 사용하였으며 해당 구간의 암종은 편마암으로 강도는 50~130 MPa 수준으로 양호한 암질 상태를 보였다. 마모예측 모델 값을 얻기 위해 수행된 시험 종류는 NTNU 시험 2종, 세르샤 시험, NAT 시험이 수행되었으며 시험 결과는 다음의 Table 5와 같다.
Table 4.
Boring information for rock specimens
| No. BH | Depth (m) | Type | 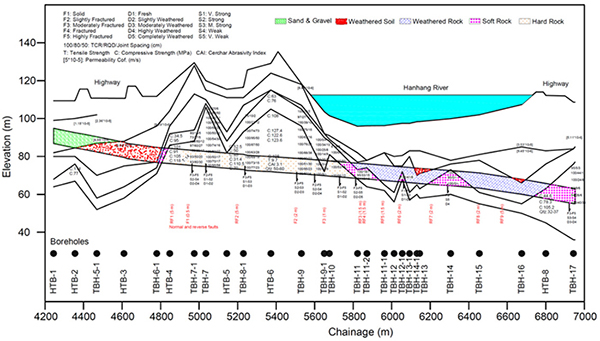 |
| HTB-4 | 35~40 | Hard rock | |
| HTB-5 | 35~40 | Hard rock | |
| HTB-6 | 50~53 | Hard rock |

Table 5.
Disc cutter life test result (hard rock)
NTNU 시험 결과 중 SJ 값은 표면 경도를 의미하며 평균 26.3을 기록했으며 문헌에서 제시된 분류에서 Low에 해당하는 수치이다. 그러나 HTB-4와 6의 값 평균이 4.8인 반면, HTB-6의 값이 69.3으로 극명한 차이를 보이는 점을 고려하였을 때 HTB-5의 수치 영향이 큰 결과로 보인다. 반면에 암분을 이용하여 디스크 커터 시편에 마모를 유발하여 마모도를 측정하는 AVS 시험결과 마모지수 값은 HTB-4, 5, 6 값이 거의 유사한 것으로 나타났다. 또한 세르샤 시험과 NAT시험의 결과는 각각 HTB-4, 5, 6 값이 유사한 수준으로 나타났다. NTNU 시험결과에서 커터수명지수인 CLI가 높아 마모도가 낮은 것으로 평가된 것과 비교하여 커터마모지수인 CAI와 DWI는 높게 평가되어 다소 상이한 결과를 보였다. 세르샤 마모시험은 ASTM 표준시험법에서 제시하고 있는 핀의 경도인 HRC55를 사용하였다. 시험결과 HTB-5의 SJ 결과를 제외하면 동일 시험에서 결과 값의 유사성은 보이고 HTB-5의 SJ 결과가 다소 특이성을 보이는 것으로 판단된다. 이를 통해 해당 값의 포함 여부를 구분하여 디스크 커터의 마모도를 평가하였다.
4.2 암반 구간의 디스크 커터 소모량 예측
디스크 커터 마모율 예측 시험 결과로부터 본 연구 대상 터널구 간의 디스크 커터 소모량을 추정하였다. 디스크 커터 소모량 추정은 각각의 커터수명지수, 디스크 커터 마모지수로부터 터널의 굴착 부피 당 소모 디스크 커터 개수를 추정하고 터널 연장으로부터 굴착 부피를 계산하여 전체 소요 개수를 추정한다. NTNU 모델의 수명지수를 이용한 수명(디스크 커터 당 굴착 가능 부피)은 RPM, 터널 직경과 관련한 보정계수를 적용하게 되며 최종 산정된 디스크 커터 수명은 Table 6과 같다. 이때 HTB-5의 편차를 고려하여 포함여부를 구분하여 예측 값을 산정하였다.
세르샤 시험결과를 이용하는 CSM 모델은 커터마모지수인 CAI와 디스크 커터의 직경을 이용하여 굴착 가능한 최대 회전 이동거리 CL (Cutter Life)를 산정하게 된다. Ko et al. (2014) 논문에서 CSM모델에서의 디스크 커터 소모량 산정방법 추정을 인용하여 디스크 커터의 수명을 산정한 결과는 Table 7과 같다. 이때 TBM 굴착 관입깊이는 6 mm/rev을 적용하였다.
Table 6.
NTNU model results
Table 7.
CSM model results
| Index | Remarks | Unit | Average value including HTP-5 |
| CAI | Cutter index | 6.3 | |
| Uc | Maximum probable rotation number | 16,170.6 | |
| Hf | Cutter life : excavation volume per cutter | m3/cutter | 97.5 |
NAT 모델은 다수의 TBM 현장의 실제 디스크 커터의 마모 기록과 현장 암석을 이용한 NAT 시험결과 얻은 DWI와의 상관 관계로부터 개발된 경험적 모델이다(Farrokh and Kim, 2018). 이때 디스크 커터의 마모는 SCWL (Specific Cutter Weight Loss)로 굴착 부피당 디스크 커터 마모량(g/m3)으로 정의한다. NAT 모델을 이용하여 DWI로부터 터널 굴착 부피당 디스크 커터의 중량 손실을 얻게 되며 커터 당 터널 굴착 가능 부피를 구할 수 있다(Fig. 7, Table 8).
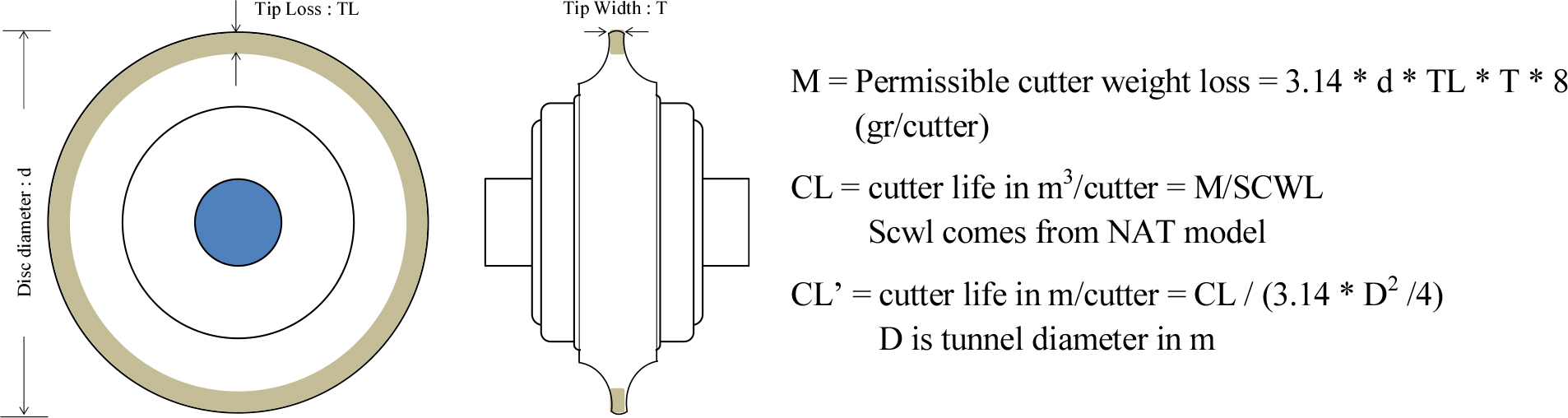
Table 8.
NAT model results
NTNU모델, CSM모델, NAT 모델로부터 산정된 마모도 및 디스크 커터 수명을 적용하여 본 과업 대상 터널의 암반구간 연장 904 m의 디스크 커터 소모량을 추정하여 비교하였다. 여기서 NTNU에서는 특이성을 보이는 HTP-5을 제외한 분석결과를 비교하였으며, 각 모델로부터 추정된 디스크 커터 소모량은 Table 9와 같이 330~485개로 분석되었다. 평균값은 402개로 NAT 모델 결과와 유사한 것으로 나타났다.
5. 토사구간 커터비트 소모량 예측
5.1 유사 해외현장 사례의 마모도 분석
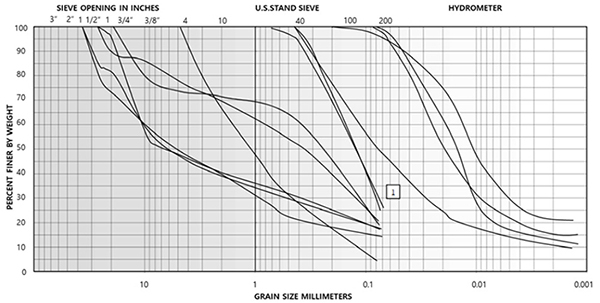
앞서 문헌에 소개한 바와 같이 토사구간의 커터비트 소모량 예측 방법은 주로 경험적 마모도를 활용하는 모델 식을 사용한다. 일본터널학회에서 제안한 예측모델에서 사용하는 마모도는 회전 이동거리당 마모량을 마모도(K)의 단위로 사용한다. 마모도에 관한 문헌 값은 Table 2에 제시된 바와 같이 조사되었으나, 국내의 경우 토사 구간의 마모도를 분석하여 제시된 사례가 부족한 실정이다. 본 연구에서는 대상 현장의 토사~풍화토 구간의 마모도를 추정하기 위해 싱가포르의 대표적인 과압밀 토사 지반인 Old Alluvium 층 TBM 구간의 비트 마모량을 분석하여 마모도를 산정하였다. 해당 현장은 싱가포르 DTL 3단계 중 MacPherson 역과 Mattar역을 잇는 총연장 723 m 터널구간 중 TBM 적용 구간 474 m 구간으로 직경 6.63 m의 EPB TBM 1대가 투입되어 양방향 터널을 시공하였다(Fig. 8).

해당 구간의 지층 종류는 전구간 Old Aluvium으로 점토, 실트를 다량 함유한 단단한 모래로 (A)~(D)까지 타입에 따라 세부 구성비율은 다음의 Table 10과 같다. 입도분포 상 세립분 함유량은 20~40%으로 함수비는 15~25% 소성 소성한계는 18%, 액성한계 50% 수준으로 조사되었다. 또한 SPT 50 이상의 OA(A)~OA(B) 지층이 전체 연장의 80% 이상을 차지하여 노선 대부분이 조밀한 풍화토 특성을 보인다.
Table 10.
Geology consist
| Condition of face | Type | Portion (%) | 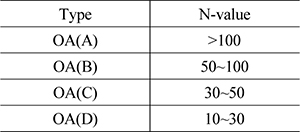 |
| Homogeneous face | OA(B) | 41% | |
| Mixed face | OA(A) + OA(B) | 39% | |
| OA(B) + OA(C) | 20% |
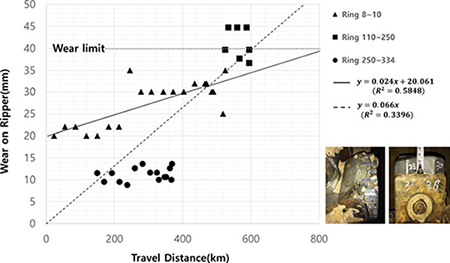
현장 커터비트 교체 결과로부터 비트의 마모도를 분석한 결과는 다음의 Table 11과 같다. SPT 100 이상의 OA(A)구간의 마모도 평균은 0.155 mm/km인 반면 OA(B) 구간은 0.042~0.073 mm/km의 값을 보여 OA(A)의 마모도가 큰 것으로 분석되었다. 전체 DATA 평균 마모율은 0.101 mm/km을 기록하였으며, 회귀분석을 통해 원점을 지나는 회전 이동거리당 마모량의 선형 상관계수는 0.066과는 차이를 보였다. 선형 상관계수와 평균 마모율의 차이 발생원인은 회귀분석 결과의 결정계수 R2이 33.96%로 낮은 수치로 조사된 점에서 OA(A)와 OA(B)의 마모도 차이로 판단된다. 따라서 지층의 마모도 차이를 고려해 참고 값을 적용할 경우 유사한 지층의 마모도를 적용해야 하며, 상세 지층 구분이 어려운 경우에 OA(A)~(B)의 마모율 평균을 적용한 것이 적절할 것으로 판단된다.
Table 11.
Prediction of cutter bit wear rate by oversea field case
5.2 경험식을 이용한 비트 수명 예측
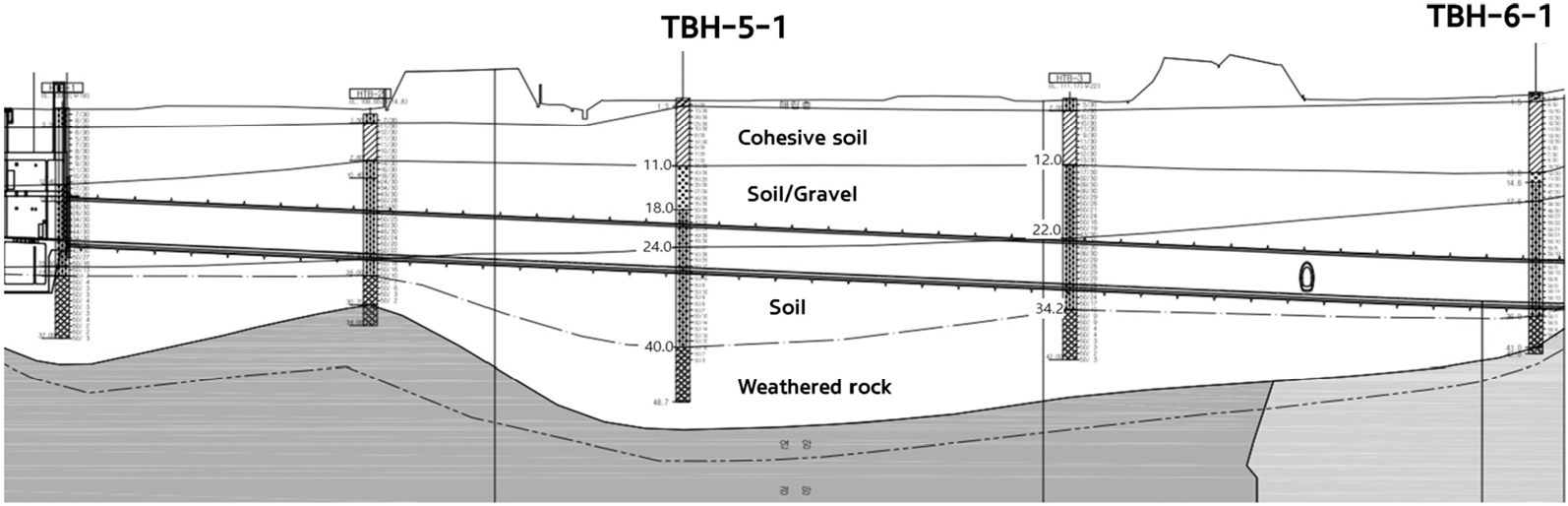
본 연구의 대상 현장의 커터비트 수명을 추정하기 위해 Köppl의 경험적 모델 식을 적용하였다. 대상 현장의 지층 조건을 분석하여 필요한 지반 정수를 도출하여 각 비트 번호 별 마모량과 굴착 가능 거리를 추정하였다. 지반조사보고서를 검토한 결과 토사구간의 터널 심도는 터널 천단부 기준으로 GL-15~30 m에 위치하였다. 토사구간은 풍화토~퇴적모래자갈 층으로 구성되었다(Fig. 9).
토사구간의 커터비트 수명을 예측하기 위해 Köppl and Thuro (2013)가 제안한 SAI (Soil Abrasion Index) 값을 산정하였다. 해당 지수는 앞서 소개된 식 (3)을 이용하여 석영 함량, 전단강도, D60 (중량 백분율 60% 해당 입경)으로부터 계산 가능하다. SAI 산정에 필요한 최대 전단강도는 설계 지반조사에서 수행된 공내 전단시험 결과를 이용하였다. 공내전단시험은 시추공을 이용한 현장 원위치 시험으로 지반의 강도 정수인 점착력과 마찰각을 측정할 수 있으며 일반적으로 풍화토 및 풍화암에서 시행하며 불교란 시료채취가 어려운 지층에 유용한 시험으로 알려져 있다. 터널 구간 중 풍화토 구간에서 측정된 공내 전단시험 결과는 Table 12와 같다. 최대 전단강도는 터널 심도에서의 지중 응력과 강도정수로부터 얻은 값의 평균 284 kPa를 적용하였다.
Table 12.
Result of bore hole shear test
| Boring number | Survey depth (GL.-m) | Geology type | SPT value | Cohesion (kPa) | Friction angle (°) |
| TBH-5-1 | 27.0 | Sand~Residual soil | 50 | 26.7 | 27.2 |
| TBH-6-1 | 20.0 | Residual soil | 50 | 23.0 | 27.4 |
| Average | 24.9 | 27.3 |
Table 13은 D60 입경과 입도분포곡선을 나타내며, GL-10 m 심도 이하의 입도분포곡선의 결과를 종합하여 평균 입경을 적용하였고 석영 함량은 지반조사보고서에 수록된 값으로써 40%를 적용하였다. 이렇게 결정된 SAI를 이용하여 앞서 조사된 문헌 식 (5)를 적용하면, 커터비트 수명 Sc가 추정되며 이를 이용한 커터비트 소모량은 다음절에서 기술하였다.
Table 13.
Grain-size for D60 and distribution curve
5.3 토사용 커터비트 소모량 예측 결과
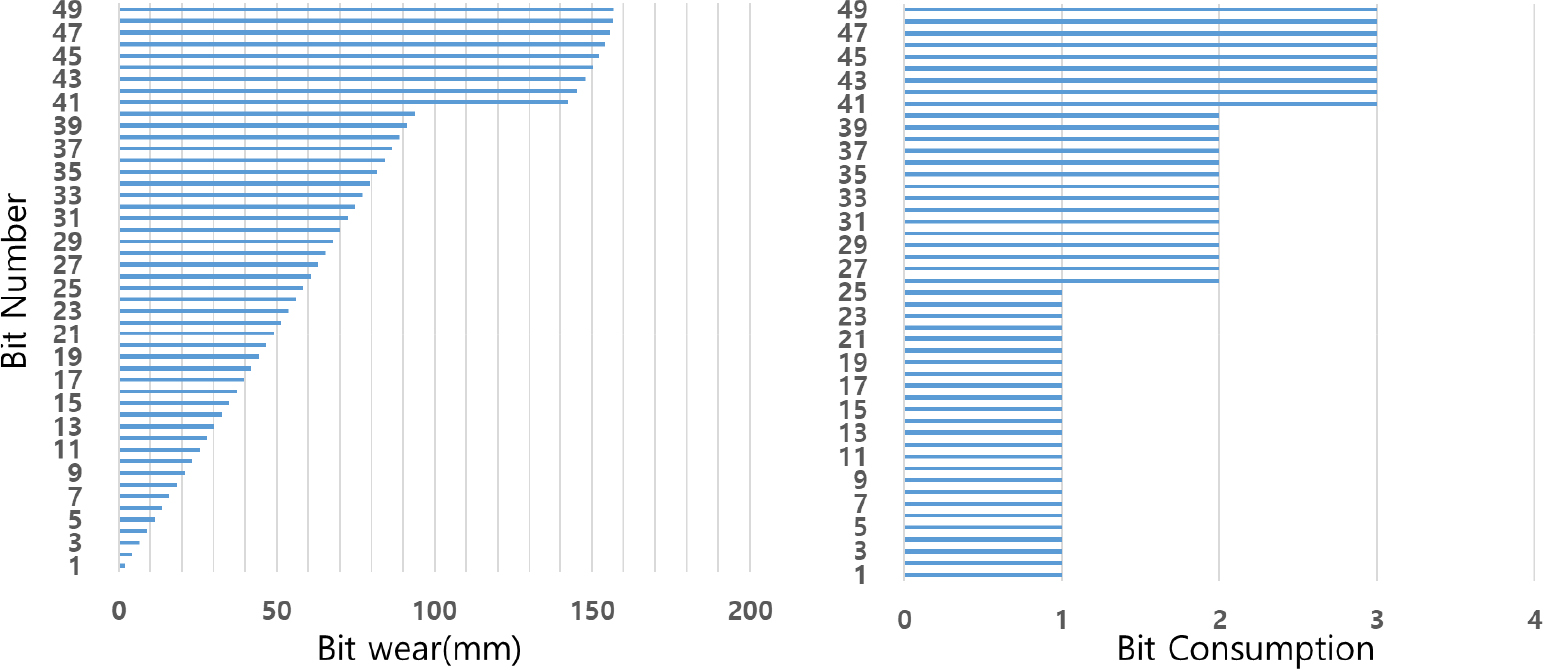
대상 현장의 총 커터비트 소모량 추정을 위해 앞서 5.1절과 5.2절에서는 각각 커터비트의 마모도와 수명을 구하였다. 마모율을 이용한 커터비트 소모량 예측은 JSCE 모델식을 적용하여 커터비트 별로 총 굴진 거리에 대한 마모량을 계산하였으며 이때 TBM의 굴진속도는 24 mm/min으로 RPM 2.6을 적용하였다. 토사구간 연장 현장의 교체 관리 기준치인 60 mm로 나누어 커터비트 소모량을 계산하였다. 토사구간 연장 566 m (단선 기준)에 대한 커터비트 번호 별 총 발생 마모량과 마모한계로 나눈 소요 수량은 Fig. 10과 같고 총 소요 수량은 82개로 추정되었다.
아래 Fig. 11은 5.2절에서 구한 경험적 모델식을 이용한 커터비트 수명을 적용하여 소모량을 예측하였다. 해당 경험식을 제안한 문헌에서 제시한 커터비트 당 굴진 가능 거리(m)를 계산하여 토사구간 연장에 대한 소모량을 산정하였다.
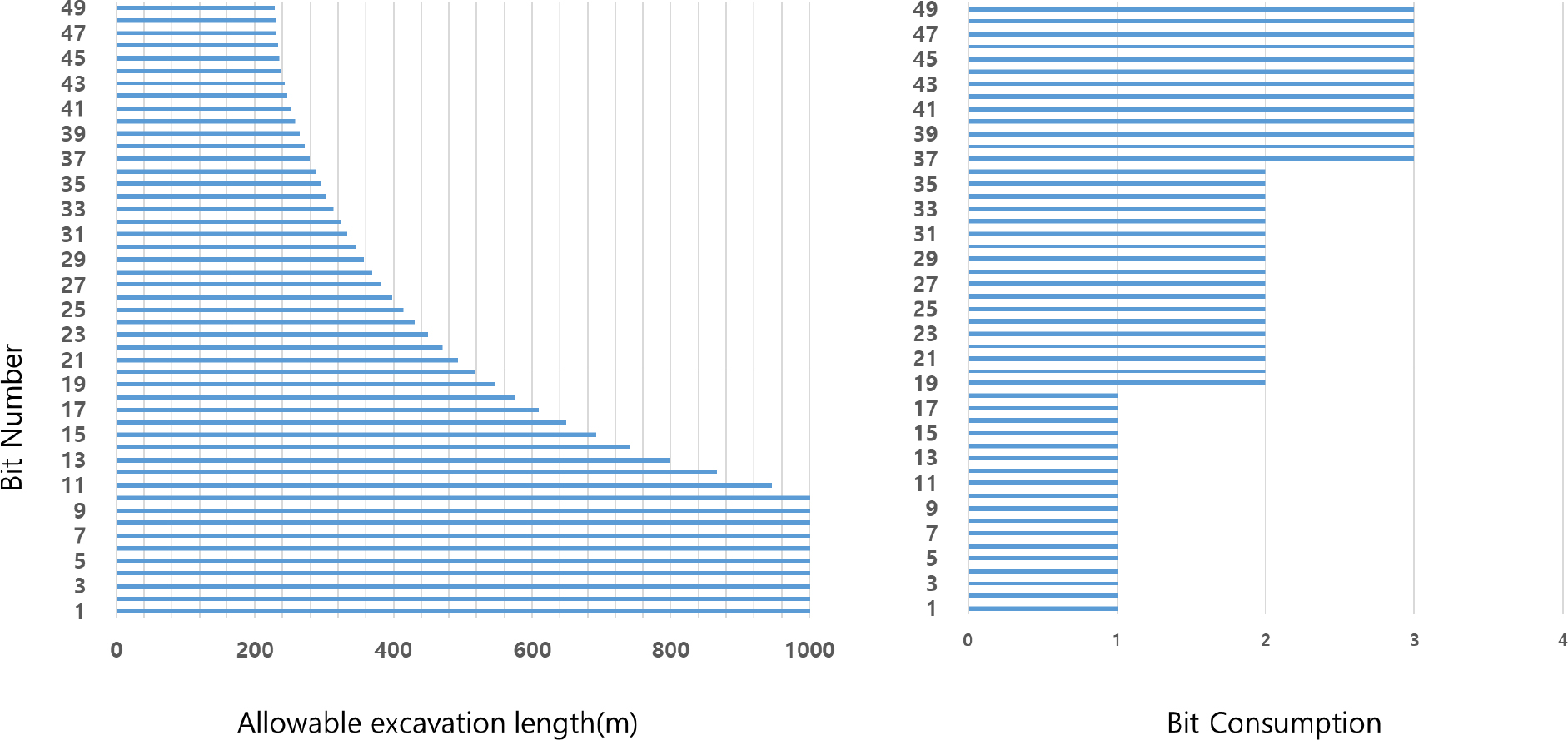
5.2절에 기술된 석영 함량, 전단강도, D60을 적용하여 회전이동 거리를 계산한 결과는 628 km/bit이며 해당 값을 각각의 커터비트 번호 별 교체 개수를 계산하였다. 이렇게 산정된 토사구간 연장 566 m (단선 기준)에 대한 총 소요 수량은 93개로 추정되었다.
6. 시공 실적 및 분석
6.1 커터 수량 및 분석
해당 현장의 커터의 사용량을 살펴보면 1호기의 경우 1,272 Pcs (0.47 Pcs/m), 2호기의 경우 1,478 Pcs (0.65 Pcs/m)로 총 2,750 Pcs의 커터가 소요 되었다. 본 현장에서 암반구간과 복합지반에서는 디스크 커터를 사용하였고 토사구간에서는 커터비트를 적용하였다(Fig. 12). 토사구간을 제외한 초기연암, 한강 하저 복합지반, 경암구간에서의 교체율이 상당히 높았다(Table 14).

Table 14.
Amount of cutter replacement
초기 연암구간과 한강 하저 복합지반에서는 각각 84~113 Pcs (0.35~0.45 Pcs/m), 577~749 Pcs (0.58~0.75 Pcs/m)의 디스크 커터가 소요 되었으며 해당 구간에서는 비정상 마모 발생빈도가 높은 것으로 확인 되었다. 이는 커터헤드 폐색과 복합지반 굴착에 따른 디스크 커터 손상 등에 의한 것으로 판단된다. 초기 연암구간은 종단면도 상에 연암으로 표기 되어 있으나 실제 굴착 시에는 풍화토, 풍화암 및 파쇄된 암석들이 배출된 것으로 보아 복합지반을 굴착한 것과 마찬가지로 볼 수 있다. 한강 하저 복합지반의 경우에는 한강 아래의 풍화토~경암층을 교호하여 굴착하게 되면서 TBM 운영 중 다양한 트러블이 발생하기도 하였다.
복합지반 굴착에 따라 발생되었던 주요한 트러블로는 한강 하저 지하수 과다로 인한 스크류 컨베이어 게이트부 분발 현상, 상부 풍화토 굴착에 따른 폐색 현상, 상부 연약지반 및 지하수 과다에 따른 CHI 불가 현상, Blocky Rock 배토에 따른 디스크 커터 손상, 스크류 컨베이어 마모 및 Jamming 현상 등이 있었다. 이와 같은 트러블에 의해 TBM 장비의 토크 증가, 온도 상승 등으로 과부하가 자주 발생하였으며 이는 장비 손상으로 전파되기도 하였다. 특히 지속되는 과부하 발생에 따라 TBM 장비 최전방에서 굴착을 담당하는 커터헤드와 디스크 커터에 상당한 손상을 발생시키게 되면서 디스크 커터의 비정상 마모를 야기 시켰다. 지하수 유입 및 복합지반 굴착에 따른 어려움이 많았던 한강하저 구간에서는 이러한 트러블로 인해 커터의 비정상 마모가 지속적으로 발생하였으며 2호기의 경우 비정상 마모 발생빈도가 50%를 넘는 CHI가 총 35회 중 26회로 파악되었다. 이에 따라 749 Pcs의 상당히 많은 량의 커터가 복합지반에서 소모 된 것을 알 수 있다.
경암구간에서는 539~577 Pcs의 디스크 커터를 사용하였으며 커터 교체율 0.53~0.59 Pcs/m로 높은 것으로 확인 되었다. 이는 경암 구간 초입에 발달된 지질이상대 등을 통과하며 발생한 디스크 커터의 손상(큰 암편 낙하 → 스크래퍼, 버켓, 디스크 커터 충돌, 손상 및 탈락 → 탈락된 커터에 의한 연쇄적 손상)과 설계 대비 높은 석영 함유량에 의한 디스크 커터 마모율 상승 원인이 될 수 있다.
토사구간에서는 디스크 커터 대신 커터비트를 적용하였으며 약 560 m 굴착하는 동안 8번의 CHI를 수행하였고 106~110 Pcs의 커터비트를 사용하여 해당 구간에서의 소모율은 크지 않은 것으로 확인되었다.
커터의 총 수량을 살펴보면 1호기에 비해 2호기가 약 200 Pcs 많이 소모 되었으며 이는 하선에서 발생한 다양한 트러블 때문인 것으로 판단된다. 2호기는 한강하저 복합지반 구간에서 1호기보다 CHI를 14회 더 실시 하였으며 해당 구간을 굴착할 때 커터헤드 폐색 및 디스크 커터 손상 발생에 대한 대응이 미흡했던 것으로 보인다.
본 연구에서는 초기 연암구간 및 한강 하저 복합지반에서는 각종 트러블의 발생으로 비정상 마모 발생빈도가 50%를 상회함에 따라 해당 데이터는 제외하고 비교적 안정적인 굴착을 수행한 경암 및 토사구간의 커터 교체 및 마모율 데이터를 대상으로 분석을 수행 하였다.
6.2 경암구간 디스크 커터 교체 실적
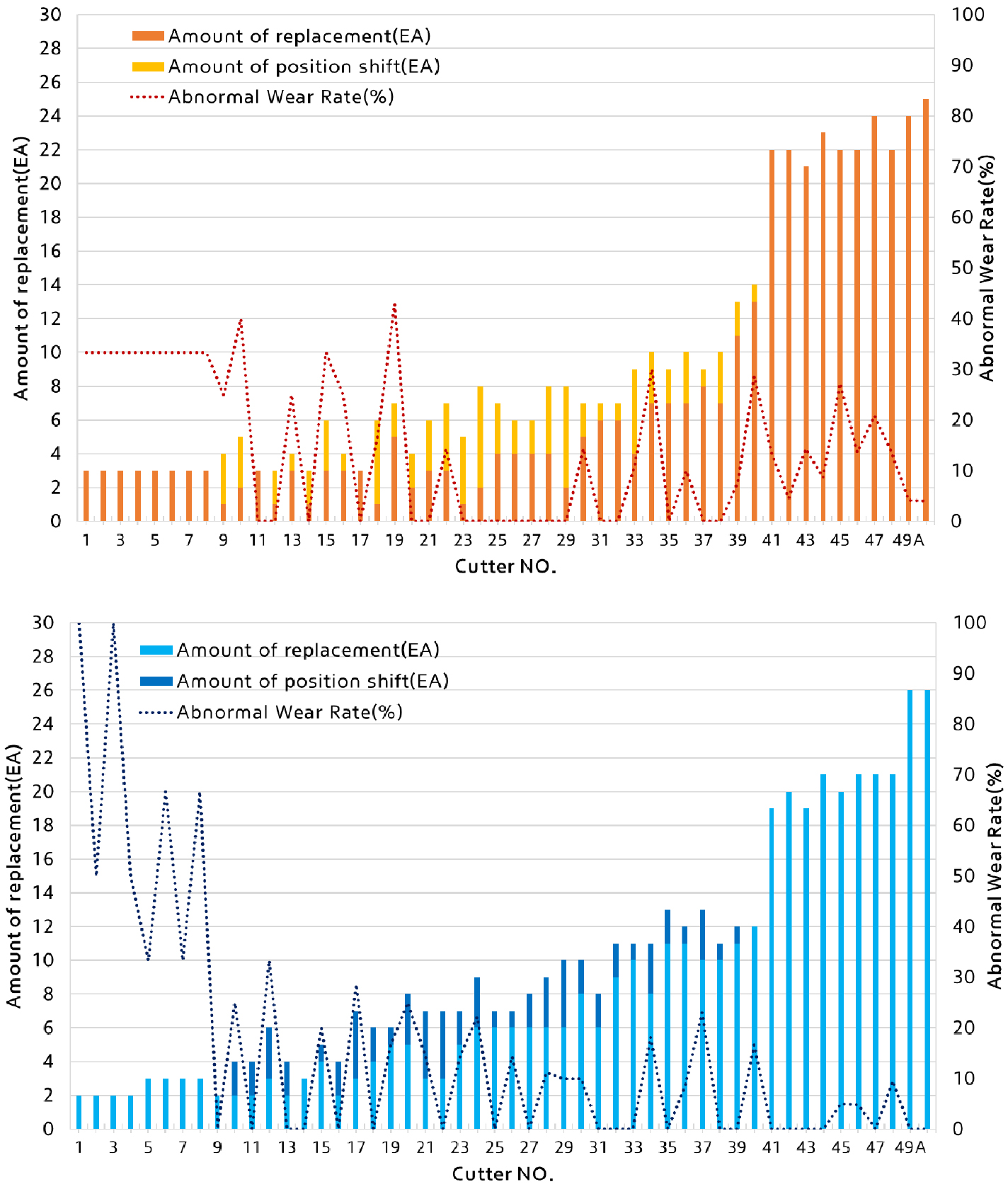
경암구간의 경우 비정상 마모는 적었으나 디스크 커터 교체 횟수가 잦았다. Fig. 13 나타낸 1, 2호기의 디스크 커터 교체 횟수를 살펴 보면 알 수 있듯이 외주 디스크 커터의 교체량이 많았으며 경암구간에서 장비의 굴착경 부족으로 발생하게 되는 장비 Jamming이나 쉴드 손상을 방지하기 위해 교체 기준을 강화(10~15 mm, 장비사 추천)하여 운영 하였다. 2호기 센터 커터의 비정상 마모 발생빈도가 높은 이유는 교체 횟수가 적으나 교체된 디스크 커터에서 편마모가 확인 되었기 때문이며, 정상적인 굴진 시 센터 디스크 커터의 마모율은 적은 것을 알 수 있다.
게이지 디스크 커터의 경우 마모 한계를 보수적으로 관리하였기 때문에 교체 량이 많았으나 게이지 위치에서 사용되었던 디스크 커터는 페이스 부로 이동 적용하여 재사용 하여 디스크 커터 소모량을 줄일 수 있도록 하였다.
경암구간에서의 마모율 분석을 위해 비정상 마모 발생 데이터는 제외하고 위치 이동으로 재설치된 디스크 커터를 추적하여 마모량을 정리하였으며 각 디스크 커터의 위치 별 평균 마모율을 정리하면 Tables 15, 16과 같다.
마모율은 각 디스크 커터의 회전 이동 거리별 마모량으로 분석하였으며 상대적으로 회전 이동 거리가 낮은 센터 디스크 커터의 마모율이 크게 산정되었다(Fig. 14). 동일한 거리를 굴착할 경우, 게이지 부가 페이스 부 보다 더 많은 양이 마모 되는 것으로 확인 되었다.
당 현장의 경우 센터 디스크 커터는 다른 위치의 커터에 비해 작은 직경을 적용(센터 17 ”, 페이스 및 게이지 18 ”)하였으며 이로 인해 센터 부의 마모율이 더 크게 발생된 것으로 판단된다. 게이지 디스크 커터의 경우 경사 방향으로 암반을 긁어내는 역할을 수행하므로 페이스 디스크 커터보다 더 큰 하중을 받은 것으로 판단된다.
게이지 디스크 커터의 경우 1링당 평균 회전량(약 370회)을 고려하였을 때 15~17링(22.5~25.5 m)을 굴착하게 되면 마모 한계치인 15 mm에 도달하게 되는 것으로 산정되었다. 경암구간에서의 평균 CHI 주기를 살펴보면 15.5링(23.2 m)로 확인되었으며 해당구간에서의 CHI는 게이지 디스크 커터의 마모량에 지배되는 것으로 판단된다. 따라서 순수 암반에서 CHI 횟수를 줄이기 위해서는 게이지 커터의 마모를 저감시킬 수 있는 방안 마련이 필요 한 것으로 사료된다.
Table 15.
Disc cutter wear rate in hard rock condition (1st machine)
Table 16.
Disc cutter wear rate in hard rock condition (2nd machine)
6.3 토사구간 커터비트 교체 실적
토사구간에서는 디스크 커터의 회전 불능에 의한 커터헤드 폐색을 방지하기 위하여 커터비트를 적용하였다(Fig. 15). 커터비트의 비트 길이는 약 60 mm로 이를 기준으로 교체 관리를 수행하였다.

풍화토 및 모래 자갈층으로 구성된 연장 558~576 m의 토사 구간을 굴착하는 동안 CHI는 8회 실시하였으며 커터비트 교체 수량은 106~110 Pcs 소요되어 교체율이 다른 구간에 비해 매우 낮았다. 해당 구간에서는 비정상 마모가 거의 발생하지 않았으나 Table 15에 표기된 2호기 비정상 마모 발생빈도가 13%로 책정된 사유는 관통 직전 커터헤드 마모 및 손상에 따라 커터비트에 비정상적인 손상이 발생되었기 때문이다.
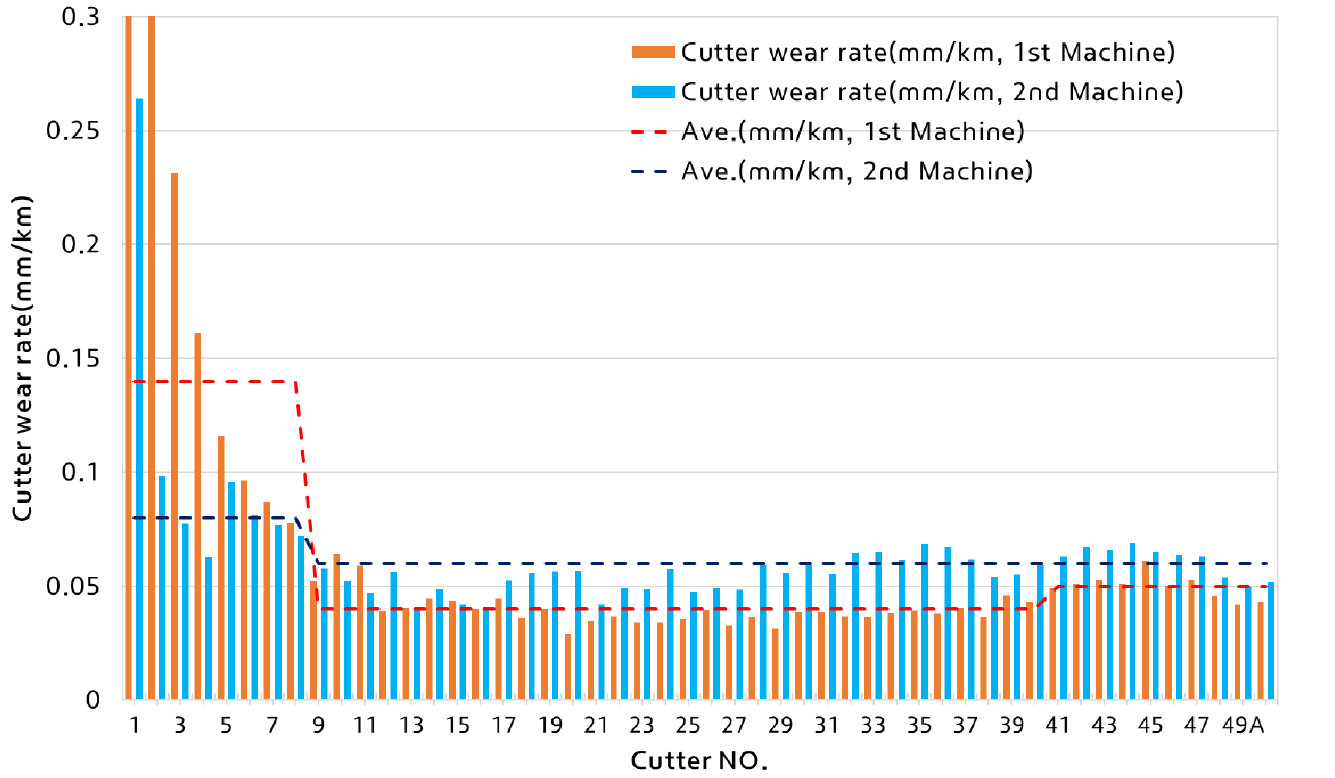
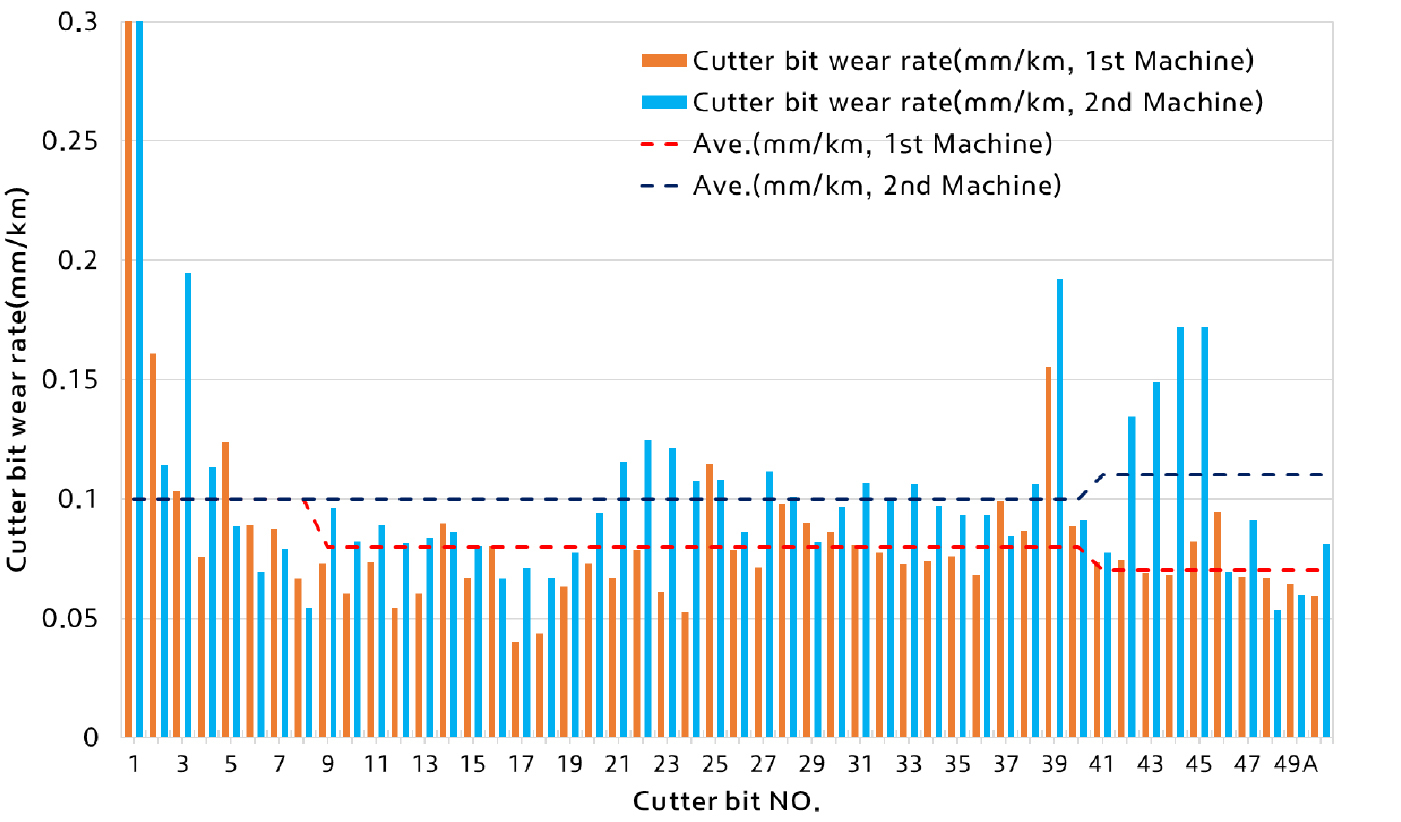
아래 Tables 17, 18에 정리된 마모율을 살펴보면, 커터비트의 회전거리당 마모량을 비교하였을 때 센터 커터비트의 마모율이 가장 높았으며 게이지 위치로 갈수록 그 값이 낮아지는 것을 확인할 수 있다. 센터 부분의 경우 커터헤드 회전에 따른 궤적이동거리가 상대적으로 작으며 마모 한계 값과 마모율을 고려하여 굴진 가능 거리를 계산하면 약 430~1,000링(645~1,500 m)까지 굴착이 가능한 것으로 확인된다. 실제로 토사구간을 굴진하면서 센터 커터비트는 교체하지 않았으며 관통 후에도 9~24 mm의 마모가 발생 되어 마모량이 상당히 적은 것을 확인 할 수 있다.
Table 17.
Cutter bit wear rate in soft ground condition (1st machine)
Table 18.
Cutter bit wear rate in soft ground condition (2nd machine)
2호기의 경우 토사구간 굴진중 발생한 트러블 및 커터헤드 외주면의 심각한 손상으로 인해 페이스 및 게이지 커터비트의 마모도가 1호기 보다 높게 평가되었다(Fig. 16).
커터비트의 궤적 회전 거리당 마모량이 경암구간의 디스크 커터 마모량보다 높게 평가 되었다. 디스크 커터와 달리 커터비트는 회전하지 않고 고정되어 있으며 토사에 묻힌 채로 굴착을 진행하기 때문에 마모율이 더 크게 나타나는 것으로 판단된다. 하지만 커터비트의 마모한계를 디스크 커터의 값보다 크게 가져갈 수 있기 때문에 토사구간에서의 교체 수량이 감소된 것으로 판단 할 수 있다.
7. 예측 및 실적 결과 분석
7.1 경암구간의 디스크 커터 교체 예측 및 실적 비교
경암구간 굴착에 따른 디스크 커터 소모량에 대해 예측 소모량과 실제 소모량을 비교 분석하였다. 앞서 검토한 바와 같이 경암구간에서의 디스크 커터 소모 예측 모델 별 평균 값은 402 Pcs로 평가되었으며 실제 현장에서는 평균 506 Pcs가 소모된 것으로 조사되어 약 26% 차이를 보이는 것으로 확인된다(Table 19).
경암구간에서 예측치 대비 정상 마모 발생량은 98~112% 수준으로 확인되어 정상 마모에 의한 교체량은 예측치와 유사한 것을 알 수 있다. 앞서 기술한 바와 같이 경암구간 굴착 중에도 디스크 커터에 비정상 마모가 종종 발생하였으며 이에 따라 비정상 마모 발생빈도가 평균 16%로 나타났다. 또한 경암구간에서는 장비 Jamming 예방 및 쉴드 손상 저감을 위해 외주 커터의 마모한계를 보수적으로 적용 하였으므로 교체 수량이 증가 되었다. 한편 암반구간에서의 디스크 커터 수명 및 개수 예측은 전체 터널 굴착부피로 환산되어 산정되기 때문에 예측 값을 실제 마모율(마모량/회전이동거리)로 환산 비교하는데 어려움이 있다. 따라서 커터 수명 또는 마모율의 비교에는 실제 굴착부피 당 교체량으로 환산 비교하는 것이 용이하다. 예측과 실제 디스크 커터 수명 값의 오차는 26% 수준으로 교체량의 오차와 동일한 결과로 확인 되는데 이러한 원인은 비정상 마모 발생, 커터의 조기 교체 등에 의한 것으로 추정된다. 이러한 사유로 인해 추후 경암구간 굴착에 따른 디스크 커터 소요량 예측의 경우 20~30%의 할증을 두는 것이 적절할 것으로 사료된다.
Table 19.
Comparison for predicted and actual value of disc cutter consumption in hard rock
7.2 토사구간의 커터비트 교체 예측 및 실적 비교
토사구간에서의 커터비트 교체 예측치와 실적치를 비교하면 다음의 Table 20과 같다. 커터비트의 예측량과 실제 소모량의 차이는 평균 23%로 산정되었으며 토사구간 굴진 중 큰 트러블이 없었음에도 예측치 보다 크게 나타났다. 이러한 차이 발생 원인을 규명하기 위해 커터비트의 예측 마모율과 실제 측정 마모율을 비교하여 Table 21에 정리하였다. 실제 측정된 커터비트의 마모율은 JSCE model의 마모율과 유사한 것으로 확인되었으나 소모량에서 차이를 보였다.
Table 20.
Comparison for predicted and actual value of cutter bit consumption in soft ground
| Machine No. | Predicted average value (Pcs) | Actual value |
Difference between predicted and actual value (%) | |
| Amount (Pcs) | Abnormal wear rate (%) | |||
| 1st | 89 | 110 | 1 | 23 |
| 2nd | 87 | 106 | 13 | 22 |
| Average | 88 | 108 | 7 | 23 |
Table 21.
Comparison for predicted and actual value of cutter bit wear rate in soft ground
| Item | Predicted value | Actual value | ||
| JSCE model by field case | Köppl’s empirical formula | Machine 1st | Machine 2nd | |
| Wear rate (mm/km) | 0.101 | 0.154 | 0.082 | 0.102 |
| Amount (Pcs) | 82 | 93 | 110 | 106 |
TBM 1호기의 경우, 2호기 대비 비정상 마모 비율이 적고, 마모율이 낮은 수치를 보였음에도 실제 소모량은 높은 것으로 나타났으며, 이는 커터비트의 조기교체에 의한 것으로 분석되었다. 1호기가 토사구간에서 선행 굴착됨에 따라 교체주기가 상당히 긴 점을 감안하여 교체 시 마모한계 대비 충분한 여유치를 남기고 조기에 교체하는 보수적 운영을 채택한 반면 2호기는 1호기 사례를 참고하여 마모한계에 근접하여 교체하도록 운영하였으며 이에 따라 소모량에서 차이가 발생한 것으로 확인되었다. 실제 1호기의 교체된 커터비트의 평균 마모량은 36 mm인 반면 2호기의 평균 마모량은 55 mm로 확인되었으며 이러한 차이로 인해 예측 결과와 차이가 발생한 것으로 판단된다. 따라서 소모량 예측 시에는 커터 교체주기를 고려하고 이를 반영한 여유분을 적용하는 것이 필요할 것이다.
8. 결론
본 연구에서는 쉴드 TBM의 지반별 커터 소모량 예측방법을 소개하고 실제 현장을 대상으로 지반별 커터 소모량을 산정하였다. 실제 현장에서의 커터 소모량을 정리하고 예측량과 비교, 분석을 수행하였으며 이를 정리하면 다음과 같다.
1. 암반 구간에 대한 예측 방법 중 NTNU 모델, CSM 모델, NAT 모델을 활용하여 평균값으로 계산하였으며 토사구간에서는 JSCE 모델과 Köppl’s 모델을 사용하여 소모량을 산정하였다. 전체적인 예측 결과와 실적치를 정리하면 다음과 같다.
2. 암반 구간의 디스크 커터 소모량 예측치는 402 Pcs로 실제 506 Pcs에 비해 26%로 차이를 보였으며 토사구간에서는 88 Pcs의 커터비트가 소모될 것으로 예측되었으나 108 Pcs가 실제로 사용되어 23%의 차이를 나타내었다.
3. 경암 및 토사 구간의 결과는 TBM 굴진 중 트러블이 적고 비정상 마모 발생률도 낮으므로 데이터의 건전도가 양호한 것으로 판단되며 추후에는 예측 결과에 20~30%의 할증을 추가 하는 것이 필요할 것으로 생각된다.
4. 복합 지반에 대한 디스크 커터 소모량 예측 모델은 존재 하지 않으므로 암반 구간 예측 값을 준용하여 계산한 값과 실제 결과를 비교해보면 예측치 대비 49~70% 비율로 정상 마모가 발생된 것으로 확인 되었으며 비정상 마모는 잔여 예측량의 184~200% 수준으로 발생된 것으로 확인된다.
5. 복합 지반 굴진 중 발생하는 비정상 마모의 불확실성에 의해 정확한 커터 소요량 산정이 불가한 것으로 판단된다. 다만 당 현장과 유사한 노선(한강하저와 같이 다량의 지하수가 존재하고 암반과 토사층을 교차하는 노선)을 굴착할 예정인 경우에 커터 소모량에 대한 참고자료로 사용 가능 할 것으로 사료 된다.
