

1. 서 론
초고압 워터젯을 이용한 절삭기술은 파쇄가 일어나는 재료 주변의 추가적인 응력과 열을 발생시키지 않는다. 이러한 장점으로 기존 워터젯 기술은 금속, 유리, 세라믹과 같은 공장규모에서 재료가공을 위해 주로 사용되었다. 특히 암반을 다루는 것에 있어 원하는 형태로 절삭이 가능하고 암종과 물성에 따른 시스템(특히 노즐) 교체가 불필요하기 때문에 토목 및 자원개발 적용시 큰 장점으로 작용된다. 최근 초고압 워터젯 시스템이 암석절삭이나 천공에 활발히 활용되면서 터널시공과 관련된 다양한 연구가 수행중이다. Oh et al. (2013)과 Kim and Song (2015)은 터널굴착 진동저감을 위해 연마재 워터젯을 활용하는 암반굴착공법을 제안하였다. Lu et al. (2013)은 경암을 천공(drilling)하기 위해 연마재 워터젯을 보조공법으로 적용하는 연구를 수행하였다. Ciccu and Grosso (2014)는 TBM의 디스크 커터(disc cutter)성능 향상을 위한 보조 굴착공법으로 워터젯 기술을 활용하였다.
워터젯은 연마재의 사용 유무에 따라 순수 워터젯(plain waterjet)과 연마재 워터젯(abrasive waterjet)으로 나눌 수 있다. 순수 워터젯은 1972년 초고압 펌프가 개발되어 산업현장에 사용되면서 처음으로 알려졌다(Summers 1995). 이후 금속판의 표면처리를 위해 순수 워터젯에 모래입자 투입을 시도하였는데, 워터젯 속의 모래입자가 표면처리의 효율성을 증대시키는 것을 확인하였고 연마재 투입에 관한 다양한 연구를 수행하였다(Evans et al. 1978; Zeng and Kim 1996). 순수 워터젯은 오로지 수압에 의해 재료를 파쇄시키지만, 연마재 워터젯의 경우 초고압수에 연마재를 투입하여 파쇄력을 배가시켜 재료를 효율적으로 절삭(또는 파쇄)할 수 있다(Momber 2004; Oh and Cho 2014). 이러한 재료절삭 효율성에 의해 연마재 워터젯은 강도가 약한 재료의 가공분야부터 단단한 현장 암반의 파쇄/절삭에 이르기 까지 다양한 분야에서 활용되고 있다.
본 연구에서는 초고압 워터젯 암석파쇄(또는 절삭)성능에 있어서 물성영향에 대한 문헌연구를 수행하였다. 초고압 워터젯에 대한 물성영향 연구는 Singh and Huck (1970)의 연구를 시작으로 Momber (2014)의 연구까지 총 15개의 문헌이 확인되었다. 수집된 문헌들을 연도별로 정리하면 Table 1과 같다. 선행문헌 분석결과, 1970년부터 1993년까지 순수 워터젯를 이용한 암석시편의 파쇄와 절삭 연구가 중점적으로 수행된 것을 확인하였다. 순수 워터젯은 취성재료에 대한 수압파쇄 해석 접근방법에 기초하여 주로 연구가 수행되었다(Crow 1974; Grattan-Bellew and Vijay 1986). 한편 연마재 워터젯을 이용한 암석절삭 및 물성영향 연구는 1993년을 기점으로 최근까지 연구가 수행되고 있는 것을 알 수 있다. 연마재의 사용으로 기존의 수압만으로 암반 파쇄해석을 수행하는 수압파쇄 메커니즘이 더 이상 성립할 수 없게 되었다. 이후 많은 연구자들은 암석표면의 연마재 입자 충돌과 관련된 파쇄 메커니즘으로 분석을 시도하였다(Summers 1995; Momber 2004).
그러나 암석은 기존 가공재료(금속판 또는 유리판)에 비해 불균질하고 물성의 범위가 다양하기 때문에 암석 내부의 구조나 광물조성에 따라 매우 복잡한 절삭 특성을 가진다. 특히 초고압 워터젯 절삭에서 암석 물성영향에 대한 국내연구는 미미한 실정이다. Sunwoo et al. (1994)는 3개의 국내 화강암 시료를 이용하여 절삭실험을 실시하여, 임계압력(critical pressure)과 국내 화강암의 인장강도가 상관도가 높음을 보고하였다. Oh and Cho (2012)는 P파 속도에 따른 암석의 파쇄실험을 실시하고 재료제거 효율에 대해 분석하였다.
본 연구에서는 국외에 발표된 선행문헌을 바탕으로 연마재를 사용하지 않는 순수 워터젯에서 암석물성 영향(6개 문헌 대상)을 연도별로 분석하였다. 또한 연마재가 사용되었을 때, 즉 연마재 워터젯 암석절삭에서 암석물성 영향(9개 문헌 대상)을 연도별로 분석하였다. 본 연구에서 주요물성의 도출은 향후 워터젯을 이용한 터널굴착에 있어서 굴진효율을 분석하는데 큰 도움이 될 것으로 기대한다.
2. 순수 워터젯 암석절삭에서 암석물성 영향
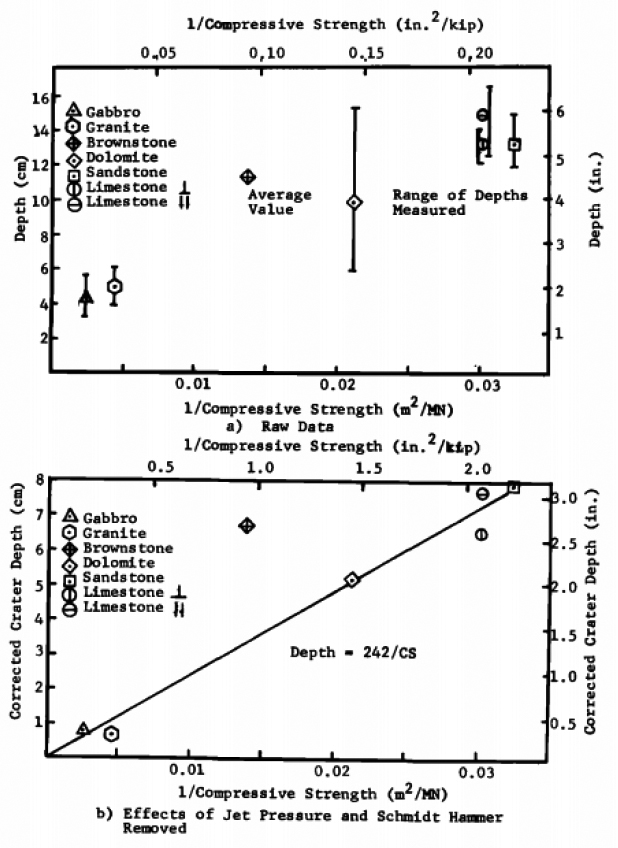
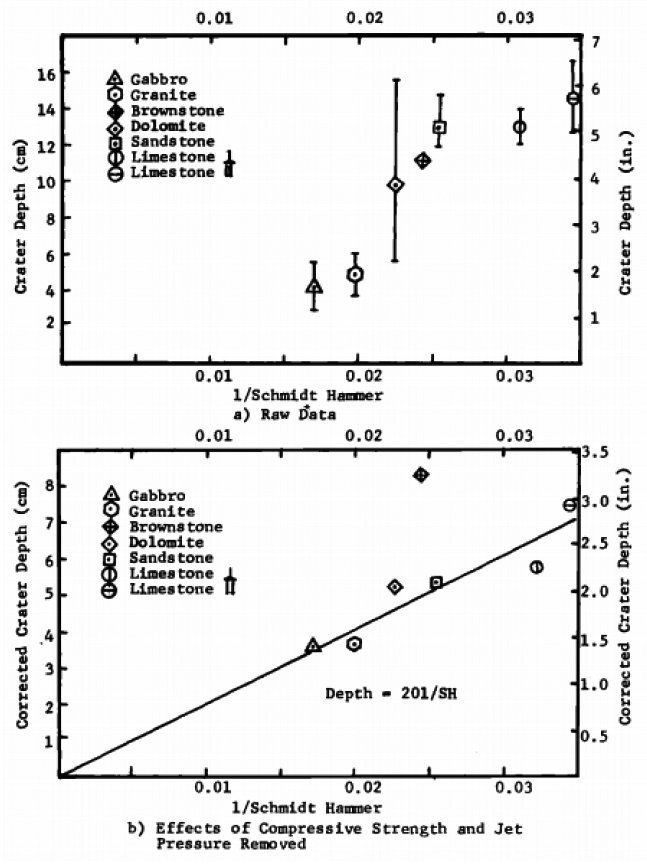
Sigh and Huck (1970)은 다양한 암종들(granite, sandstone, dolomite, gabbro, limestone)에 대해 노즐을 고정시켜 암석시편 표면에 대해 파쇄실험을 수행하였다. 암석물성과 파쇄 성능간의 상관관계 연구를 위해 여러 암석물성 중 탄성계수(Young’s modulus), 포와송비(Poisson’s ratio), 일축압축강도(uniaxial comp-ressive strength), 인장강도(tensile strength), 압축파속도(dilatational velocity), 전단파속도(distortional velocity), 슈미트해머경도(Schmidt hammer hardness), 쇼어경도(Shore hardness), 밀도(bulk density)를 선택하였다. Singh and Huck (1970)는 고려한 9가지 물성중 압축강도와 슈미트해머경도가 파쇄깊이와 높은 상관성을 가지고 있음을 보고하였다. Fig. 1은 압축강도에 따른 암종별 파쇄성능(깊이) 결과인데, 압축강도의 영향만을 규명하기 위해서 워터젯 수압과 슈미트해머경도 영향을 제거하여 결과를 분석하였다. 이 결과에 의하면 암석의 강도가 증가할수록 파쇄 깊이가 현저하게 감소한다. Fig. 2는 슈미트해머경도에 따른 암종별 파쇄성능(깊이) 결과인데, 슈미트해머경도 결과 역시 경도지수가 증가할수록 파쇄깊이가 감소함을 보여준다.
Summers (1972)는 순수 워터젯에서 암석물성의 영향을 규명하기 위해 수압 34.5-172.4 MPa, 노즐 이송속도 4.57-228.6 m/min 조건에서 노즐을 이동시켜 암석절삭 실험을 수행하였다. 실험에 사용된 암석의 종류는 사암(sandstone), 석회암(limestone), 화강암(granite), 대리암(marble)이다. 절삭 성능과의 상관관계 분석을 위해 일축압축강도(uniaxial compressive strength), 탄성계수(Young's modulus), 파괴인성(fracture toughness), 쇼어경도(Shore hardness), 슈미트해머경도(Schmidt hammer hardness)를 대표물성으로 고려하였다. 결과에 의하면 상기 암석물성들 중 상대적으로 일축압축강도와 쇼어경도가 다른 물성에 비해 워터젯 절삭시 큰 영향을 미치는 것으로 나타났다. 한편 퇴적암(사암, 석회암)에서는 워터젯의 에너지 변수 중 젯의 속도 비(jet velocity ratio = jet velocity / nozzle traverse speed)가 높은 상관성을 보여주었고, 결정질암(화강암, 대리암)에서는 에너지 변수 중 젯의 압력(jet pressure)이 높은 상관성을 보여주었다. 특히 결정질암에서는 워터젯 에너지 충격에 의해 결정내 균열(intra-crystalline failure)과 결정간 균열(inter- crystalline failure)이 복합적으로 발생하는 것으로 분석하였다.
Crow (1974)는 투수성이 상대적으로 큰 사암(Wilkeson sandstone; 0.582 milidarcys)을 이용하여 워터젯 절삭 연구를 수행하였다. 이 연구에서 특징적인 점은 최초로 공극이 큰 단일 암종(사암)을 대상으로 수압파쇄 메커니즘 분석을 시도했다는 점이다. 이전에 수행된(1970년도 초반) Sigh and Huck (1970)과 Summers (1972)의 연구에서는 일축압축강도와 경도가 가장 중요한 인자로 규명된 반면에, Crow (1974)는 공극율이 상대적으로 큰 사암에서는 암석 공극의 크기와 투수성이 절삭성능에 매우 큰 영향을 주는 물성으로 보고하고 있다.
이후 Nakahima and Todoroki (1984)의 연구에서도 순수 워터젯 성능분석을 Crow (1974)의 연구와 비슷하게 수압파쇄 메커니즘 해석으로 접근하여 암석물성과 파쇄효율을 분석하였다. 이 연구에서는 파괴인성(fracture toughness)을 워터젯 파쇄 메커니즘의 핵심인자로 고려하여 몰탈(mortar), 산호석(coral rock), 그리고 화강암(granite)에 대해 실험을 실시하였다. 다양한 대상물질을 활용한 실험결과를 통해 파괴인성이 가장 큰 영향을 미치는 암석물성 인자로 보고하였다.
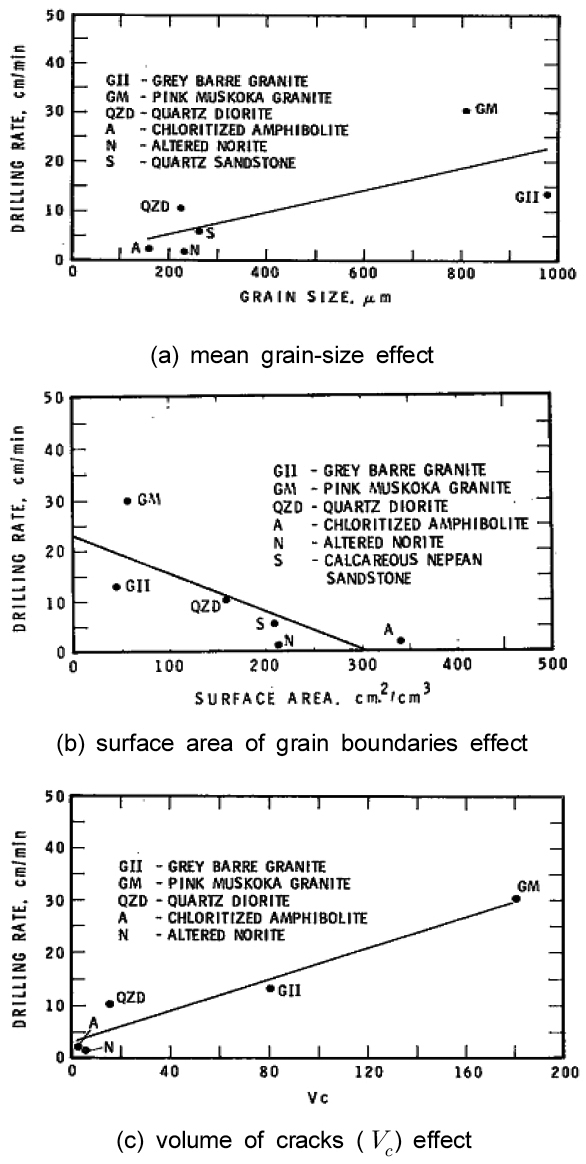
Grattan-Bellew and Vijay (1986)는 회전 노즐 시스템을 활용하여 회전율 400 rpm 그리고 수압 68 MPa 조건에서 화강암(granite), 사암(sandstone), 석영섬록암(quartz diorite), 각섬암(amphibolite), 노라이트(norite)을 대상으로 순수 워터젯 천공실험을 실시하였다. 이 연구에서 암반의 투수성과 워터젯 파쇄성능은 서로 상관성이 다소 낮음을 강조하였다. 그 이유로는 암반은 불균질(inhomogeneity) 물질이며 암반의 투수성 자체가 매우 낮게 측정됨으로 암반의 특성에 따른 투수성 값 차이가 크지 않기 때문으로 분석하였다. 반면에 입자크기(grain size), 전체 비표면적(surface area), 전체 균열부피(volume of crack)양을 워터젯 성능에 중요한 물성으로 규정하고 있다. 그래서 암석의 입자크기, 비표면적, 균열부피 인자들에 대한 워터젯 천공성능(drilling rate)을 선형으로 가정하여 분석하였다. Fig. 3(a)와 3(b)는 입자크기의 증가와 비표면적의 감소에 따라 워터젯 천공성능이 증가함을 보여준다. 일반적으로 일정한 부피에서 입자크기의 감소는 암석내부 입자의 개수가 증가함을 의미하고, 이러한 작은입자 개수의 증가는 결론적으로 암석내부의 전체적인 비표면적 증가를 의미한다. Fig. 3(c)는 시료내 전체 균열부피의 증가에 따라 암석에 대한 워터젯 천공성능이 증가함을 보여준다. 한편 Grattan-Bellew and Vijay (1986)는 SEM (scanning electron microscope) 사진을 통해 파쇄방향(fracturing direction)이 최단거리로 진행되는 것이 아니라 입자경계(grain boundary)를 따라서 형성되는 것을 증명하였다. 즉, 암석입자 자체는 강하기 때문에 상대적으로 약한 입자과 입자사이의 틈을 통해서 파쇄가 진행되는 것으로 분석하고 있다. 조립질의 biosparite (평균입자 크기: 1,000 μm)의 절삭효율성이 세립질 pisolitic calcarenit (평균입자 크기: 120 μm)보다 크다는 점을 통해 입자크기가 클수록 절삭효율성이 커지는 현상을 여러 실험들을 통해 검증하였다.
|
Fig. 4. Waterjet cutting results (specific energy) in relation to mineral composition (Agus et al. 1993) |
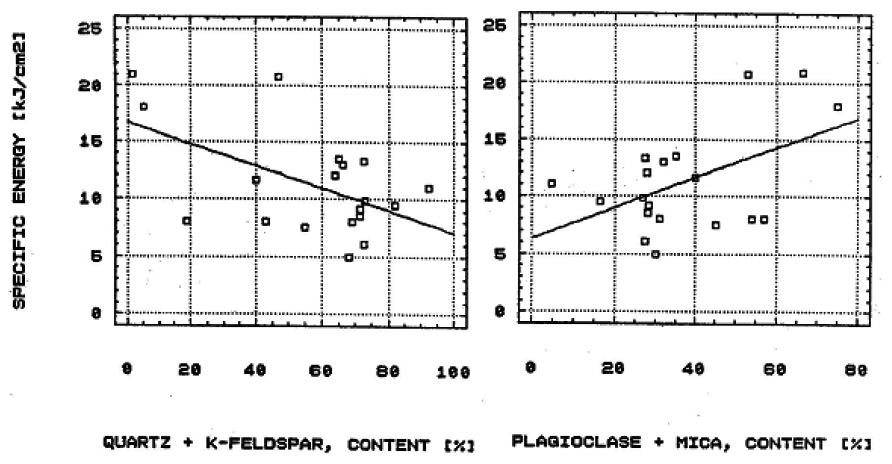
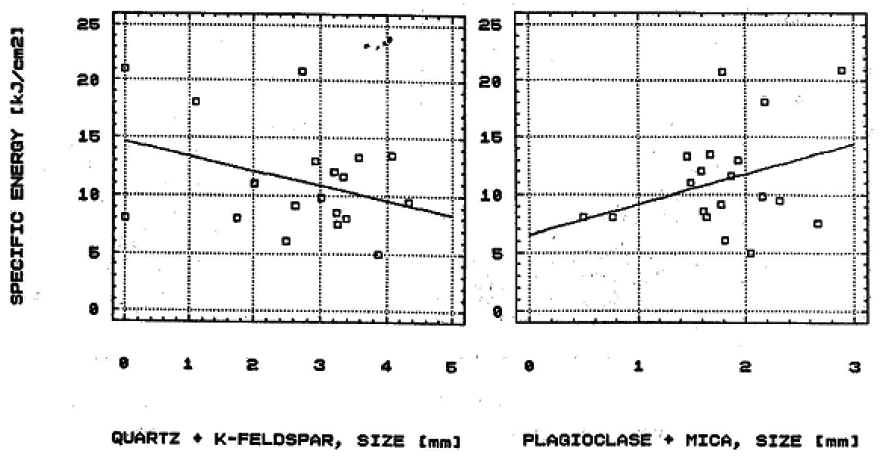
Agus et al. (1993)은 수압 50-250 MPa 범위 그리고 노즐 이송속도 1-4 m/min 조건에서 여러 광물조성을 가진 암석시편에 대해 워터젯 절삭성능 실험을 진행하였다. 실험은 21개의 심성암(plutonic rocks(화강암 포함))과 3개의 화산암(volcanic rocks)시편이 사용되었다. 이 연구는 광물조성에 따른 절삭성능 영향을 중점적으로 분석하였다. Fig. 4는 광물조성 함량에 따라 비에너지(specific energy) 경향을 평가한 결과이다. 대표 광물조성군을 ‘석영+칼륨장석’(quartz+k-feldspar)군 그리고 ‘사장석+운모’(plagioclase+mica)군으로 구분하였다. 결과에 의하면 ‘석영+칼륨장석’ 조성 비율이 증가함에 따라 전반적으로 절삭효율성도 함께 증가(비에너지 감소)함을 확인 할 수 있었다. 한편, ‘사장석+운모’ 조성 비율이 증가할 경우 절삭효율성이 감소(비에너지 증가)함을 확인 할 수 있었다. 이와 같은 결과는 ‘석영+칼륨장석’ 조성이 ‘사장석+운모’ 조성에 비해 높은 탄성계수를 가지고 있기 때문으로 설명하고 있다. 높은 탄성계수를 가진 암석은 파괴가 일어나는 소성변형에 도달하기까지 탄성에 의한 워터젯의 에너지 소산이 크기 때문에 결과적으로 절삭효율이 감소하는 것으로 분석하였다.
앞서 Grattan-Bellew and Vijay (1986)는 입자크기가 증가할수록 암석내부 입자의 비표면적(surface area)이 감소하고 이에 따라 절삭 효율이 증가한다고 분석하였다. 그러나 Agus et al. (1993)의 연구에서는 광물조성에 따라 입자크기의 경향성이 달라짐을 보여주고 있다. Fig. 5는 광물조성과 암석 입자크기에 의한 암석절삭 비에너지 결과이다. ‘석영+칼륨장석’ 조성의 경우, 입자크기가 증가함에 따라 Grattan-Bellew and Vijay (1986)의 결과와 동일하게 절삭성능이 증가(비에너지 감소)됨을 보여준다. 그러나 ‘사장석+운모’ 조성의 경우, 입자크기가 증가함에 따라 오히려 절삭성능은 감소한다는 점을 알 수 있다. 이와 같은 결과는 비록 실험 데이터의 분산정도는 크지만 입자크기가 암석의 조성성분에 따라 절삭성능의 증/감소 경향성이 달라 질 수 있음을 보여준다.
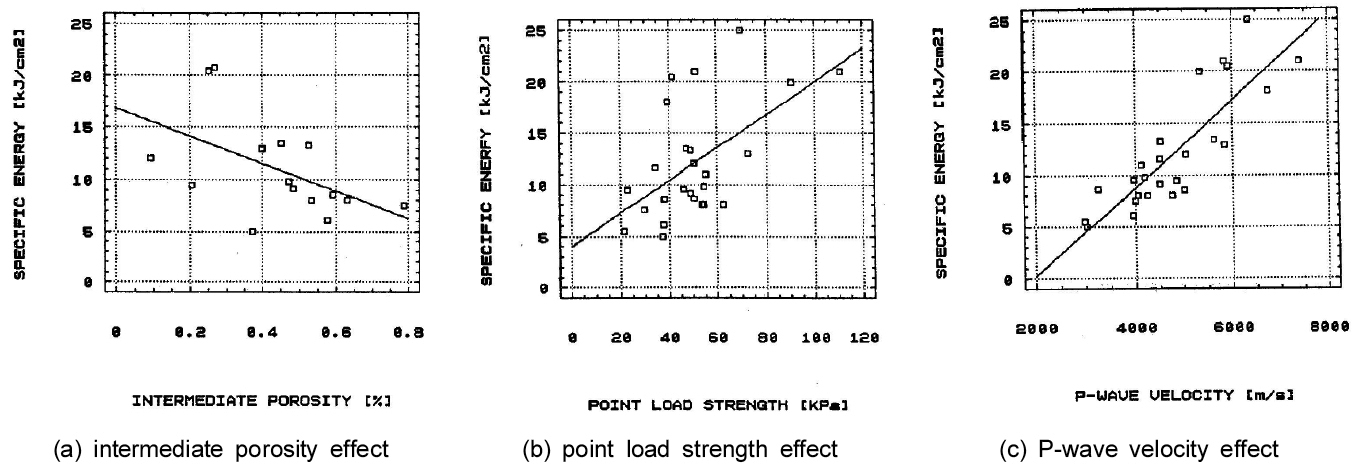
Agus et al. (1993)의 연구는 암석물성 영향을 파악하기 위해 암석의 공극율, 인장강도, 그리고 P파 속도에 따른 절삭성능 연구를 수행하였다. Fig. 6(a)는 공극율이 증가함에 따라 비에너지가 감소(절삭효율 증가)하는 경향을 보여준다. 이와 같은 공극율의 영향분석은 Crow (1974)의 연구에서도 동일하게 보고되고 있다. Agus et al. (1993)는 인장강도가 절삭성능에 미치는 영향을 파악하기 위해 시편에 점하중시험(point load test)을 실시한 후 워터젯 절삭결과와 비교 분석하였다. Fig. 6(b)는 점하중시험으로부터 획득한 인장강도와 비에너지 상관관계 결과이다. 인장강도가 증가함에 따라 비에너지가 증가(절삭효율 감소)하는 경향을 확인 수 있다. 또한 Agus et al. (1993)는 P파 속도가 증가함에 따라 요구되는 비에너지가 증가함을 보고하였다(Fig. 6(c)). 이는 암석의 동탄성계수(dynamic modulus)가 증가할수록 절삭에 필요한 추가적인 에너지가 요구되기 때문에 그에 따라 암석 절삭효율이 감소하는 것으로 판단된다.
3. 연마재 워터젯 암석절삭에서 암석물성 영향
연마재 워터젯을 이용한 암석절삭에서 암석물성에 대한 연구는 1993년 Miranda et al.의 연구로부터 시작되었다. Miranda et al. (1993)은 연마재 워터젯을 이용하여 3 종류의 포르투칼 대리암(Portuguese marble) 시편을 대상으로 절삭실험을 수행하였다. 사용된 수압은 196-296 MPa 이고 연마재는 80 mesh 입경을 가진 석류석을 3.3 g/s로 투입하였다. 해당 연구에서는 석회질 암석(calcareous rock) 물성 중 비커스경도(Vickers microhardness)와 공극율을 핵심 물성으로 고려하였다. 암석물성 변화에 따른 절삭성능을 분석하고 SEM 사진을 통해 연마재 워터젯에 의한 파괴특성을 규명하고자 하였다. SEM 사진을 이용한 분석에서 높은 공극율을 가진 경도가 낮은 암석시편일 경우, 암석입자의 경계에서 소성변형(plastic deformation)을 동반한 분화구(crater)형태의 흔적들이 관찰되었다. 반면에 낮은 공극율을 가진 경도가 높은 암석시편일 경우, 단단한 성분을 통해 입자간 균열이 파괴되는 형태가 관찰되었다. 해당 결과는 공극율과 경도에 따라 연마재 워터젯에 의한 암석 파괴모드가 달라질 수 있음을 보여준다.
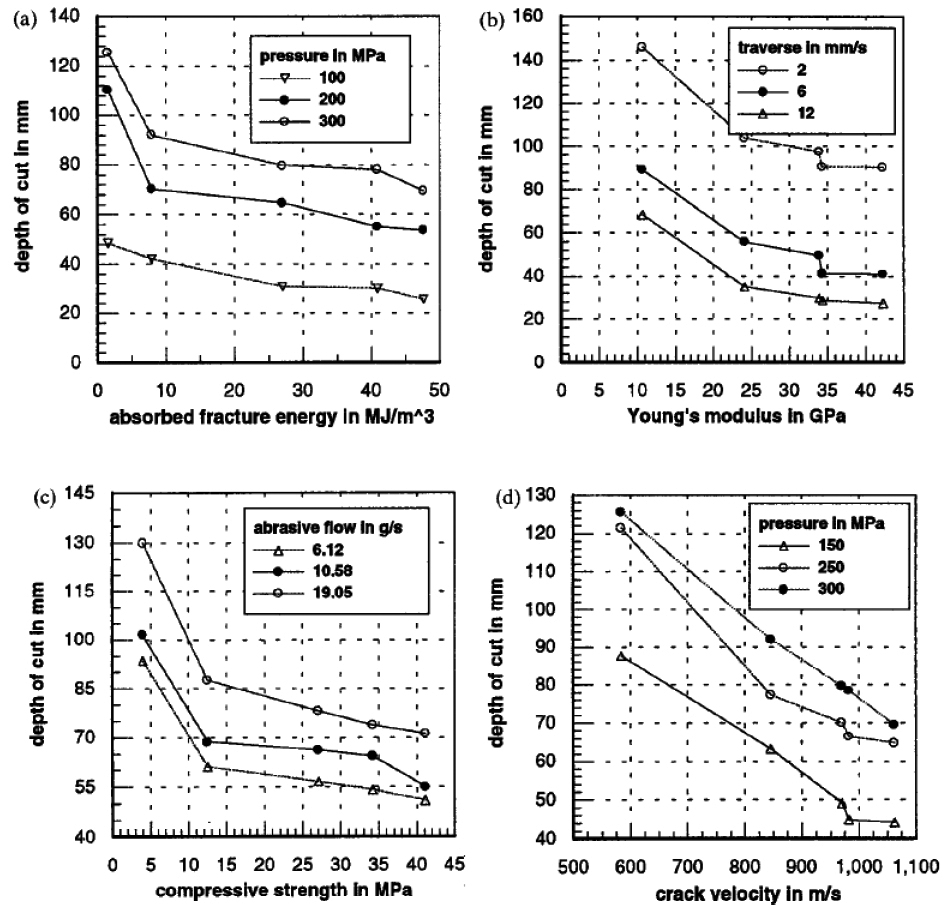
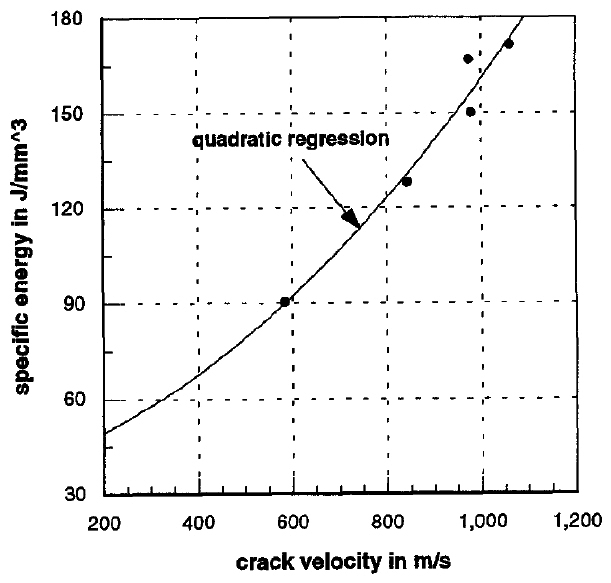
Momber and Kovacevic (1997)은 연마재 워터젯을 이용하여 콘크리트 시편을 암석과 유사한 물질로 고려하여 절삭관련 연구를 수행하였다. 사용된 콘크리트 시편은 총 5개이며, 워터젯 수압 100-350 MPa 그리고 연마재 투입량 6.1-19.4 g/s 조건(36 mesh 석류석 사용)에서 실험과 회귀분석을 실시하였다. 이 연구에서 고려된 물성은 일축압축강도, 탄성계수, 파괴에 필요한 흡수 에너지(absorbed fracture energy), 그리고 균열속도(crack velocity)이다. 실험결과 일축압축강도, 탄성계수, 흡수 에너지, 그리고 균열속도가 증가할수록 절삭 깊이는 감소함을 보여준다(Fig. 7 참조). 각각 물성에 따른 회귀분석결과, 균열속도가 연마재 워터젯 절삭성능과 가장 밀접한 대표 물성값으로 도출되었다. 실제로 Momber and Kovacevic (1997)의 연구에서 균열속도와 절삭에 필요한 비에너지와의 상관관계는 2차 다항식을 이용한 회귀분석에서 상관성이 매우 높음(r=0.99)을 보여준다(Fig. 8). 실제 콘크리트는 암석에 비해 입자 자체의 강도와 입자 결합력(bonding force)이 상대적으로 매우 낮기 때문에 고려된 다른 물성들보다 균열속도가 더 중요한 변수로 고려된 것으로 판단된다. 한편 이 연구는 균열속도가 물질의 P파 속도와 선형관계에서 상관도가 매우 높음을 보여주었다. P파 속도는 균열속도의 약 4배 크기를 가진다(P-wave velocity ≅ 4·crack velocity; Curbach and Eibl 1998). 따라서 콘크리트 시편에서 P파 속도 역시 절삭깊이와 상당히 상관관계가 높을 것으로 판단된다.
|
Fig. 7. Material property effects for cutting depth (a) absorbed fracture energy, (b) Young’s modulus, (c) compressive strength, and (d) crack velocity (Momber and Kovacevic 1997) |
|
Fig. 8. Relation between specific energy for material removal and crack velocity (Momber and Kovacevic 1997) |
|
Fig. 9. Correlation between uniaxial compressive strength and cutting depth for granite specimens (Karakurt et al. 2011) |
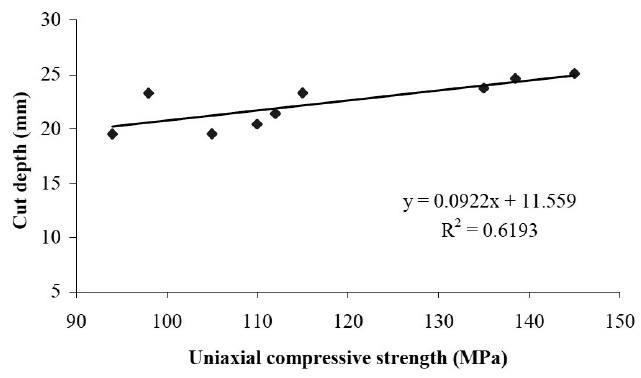
화강암에 대한 일축압축강도와 연마재 워터젯 절삭성능에 대한 연구는 Karakurt et al. (2011)에 의해 수행되었다. 이 연구에서 일축압축강도를 광물조성과 내부 구조를 포함한 다양한 암석물성에 의해 변화되는 가장 대표적인 물성으로 규정하였다. 9 종류의 화강암 시편을 사용하여 수압 200 MPa 그리고 연마재 투입량 2.5 g/s의 조건(80 mesh 석류석 사용)에서 절삭실험을 수행하였다. Fig. 9는 일축압축강도에 따른 화강암 절삭깊이를 보여준다. 일축압축강도가 증가함에 따라 절삭 깊이도 증가하는 경향을 보여주나, 이는 기존의 일축압축강도에 대한 워터젯 절삭실험 결과(Singh and Huck 1970, Summers 1972)와 상반된 결과를 보여주고 있다. Karakurt et al. (2011)는 해당 결과에 대해서 입자가 작은 암석의 경우 강도가 크다는 Eberhardt et al. (1999)의 연구결과를 제시하며, 입자가 작은 암석은 내부의 미세구조(microstructures) 또는 광물벽개(mineral cleavages)로 인해 암석이 취약할 확률이 증가하게 되고 이에 따라 강도가 큰 암석의 절삭 깊이가 커질 수 있다고 분석하고 있다.
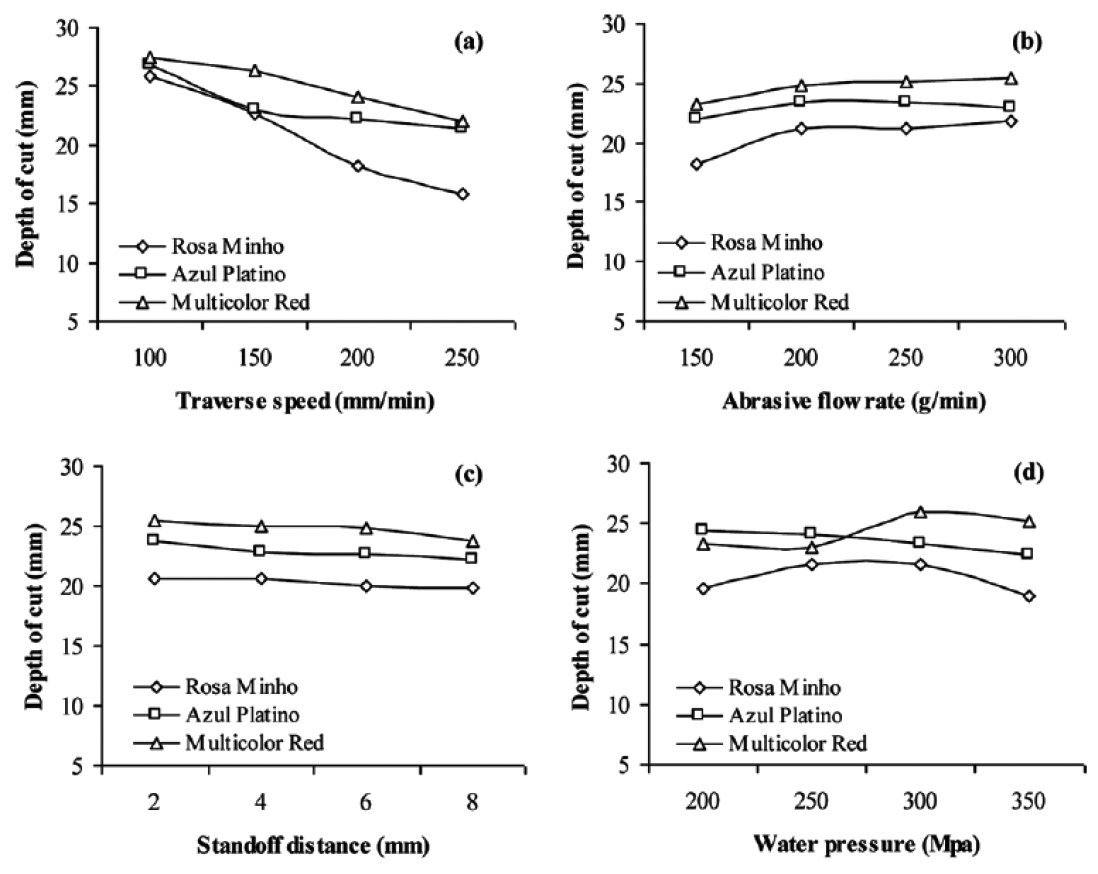
Karakurt et al. (2012) 연구에서는 3종류 화강암 시편에 대한 절삭실험을 추가적으로 수행하여 입자크기, 일축압축강도, 흡수율(water adsorption), 밀도, 그리고 미소경도(micro-hardness) 영향에 대해 분석하였다. 해당 실험은 200-350 MPa 범위의 수압에서 연마재 투입량 2.5-5.0 g/s 조건에서 실시되었다. 연마재는 80 mesh와 120 mesh의 입경을 가진 석류석을 사용하였다. 사용된 화강암 시편에서 흡수율의 증가가 공극 크기와 암석시편 내부의 입자 결함력의 감소와 밀접한 관련이 있다고 분석하면서 흡수율이 큰 화강암 시편에서 절삭 깊이가 증가함을 보고하였다. 반면에 암석의 밀도와 미소경도(micro-hardness)의 증가는 절삭깊이를 감소시키는 것으로 보고하고 있다. 미소경도는 암석내부의 결정구조에 대한 저항(crystalline structure’s resistance)정도를 대변하는 지표로 결정의 원자 결합(atomic bond)에 의해 결정된다. 이와 같은 미소경도 증가에 대한 화강암 절삭/파쇄효율의 감소는 Xie and Tamaki (2007)의 연구에서도 동일한 결과를 보고하고 있다. 한편 일축압축강도의 경우 이전의 Karakurt et al. (2011)결과와 동일하게 강도가 증가함에 따라 절삭깊이도 증가함을 보고하고 있다(Fig. 10 참조).
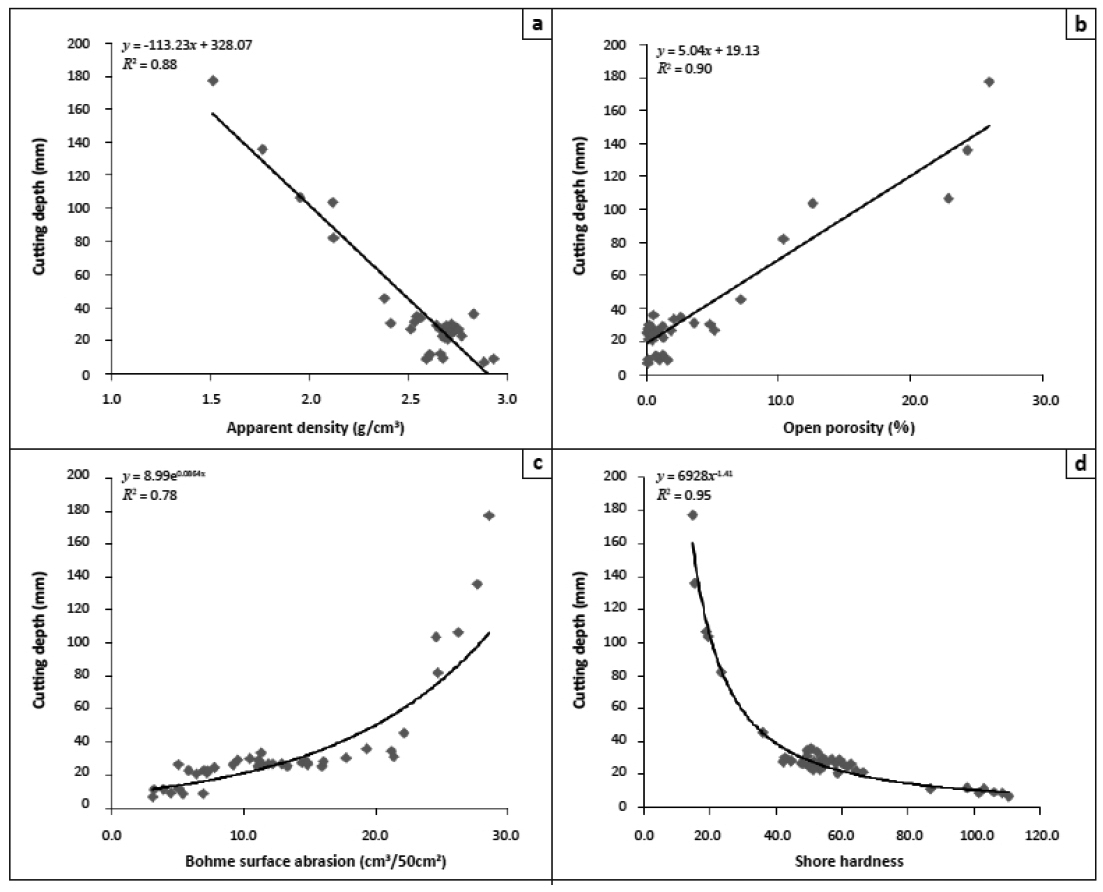
Engine (2012)은 42종의 터키 자연석(주로 대리암, 석회암, 화강암 계열) 시편을 이용하여 연마재 워터젯 절삭깊이와 암석물성들간의 상관관계를 조사하였다. 절삭실험에 사용된 수압은 90-360 MPa 이고 연마재(80 mesh 석류석) 투입량은 1.1-7.5 g/s이다. 고려된 물성은 밀도, 뵈메표면마모(Bohme surface abrasion), 쇼어경도, 공극율, 일축압축강도, 탄성계수, 인장강도이다. 워터젯 암석절삭 실험데이타를 바탕으로 회귀분석을 수행한 결과, 암석의 밀도, 뵈메표면마모, 쇼어경도, 공극율이 암석절삭 성능에 있어서 상관도가 높은 물성으로 보고하고 있다. Fig. 11은 암석의 밀도, 뵈메표면마모, 쇼어경도, 공극율에 따른 절삭깊이 결과이다. 밀도와 쇼어경도가 증가하면 절삭깊이는 감소하며, 공극율과 뵈메표면마모량이 증가하면 절삭깊이도 증가하는 경향성을 보여준다. 한편 일축압축강도, 탄성계수, 인장강도는 회귀분석 결과에 있어서 다소 낮은 상관도(0.6<R2<0.65)를 보여준다. Engine (2012)은 연마재 워터젯 절삭 메커니즘을 암석의 미세파쇄 과정으로 설명하고 있다. 이에 따라 암석물성의 강도나 강성 개념의 물성보다는 경도와 밀도와 같은 물성이 더 적합한 것으로 보고하고 있다.
|
Fig. 11. Relationship between cutting depth and (a) apparent density, (b) open porosity, (c) Bohme surface abrasion, and (d) Shore hardness of natural stones (Engine 2012) |
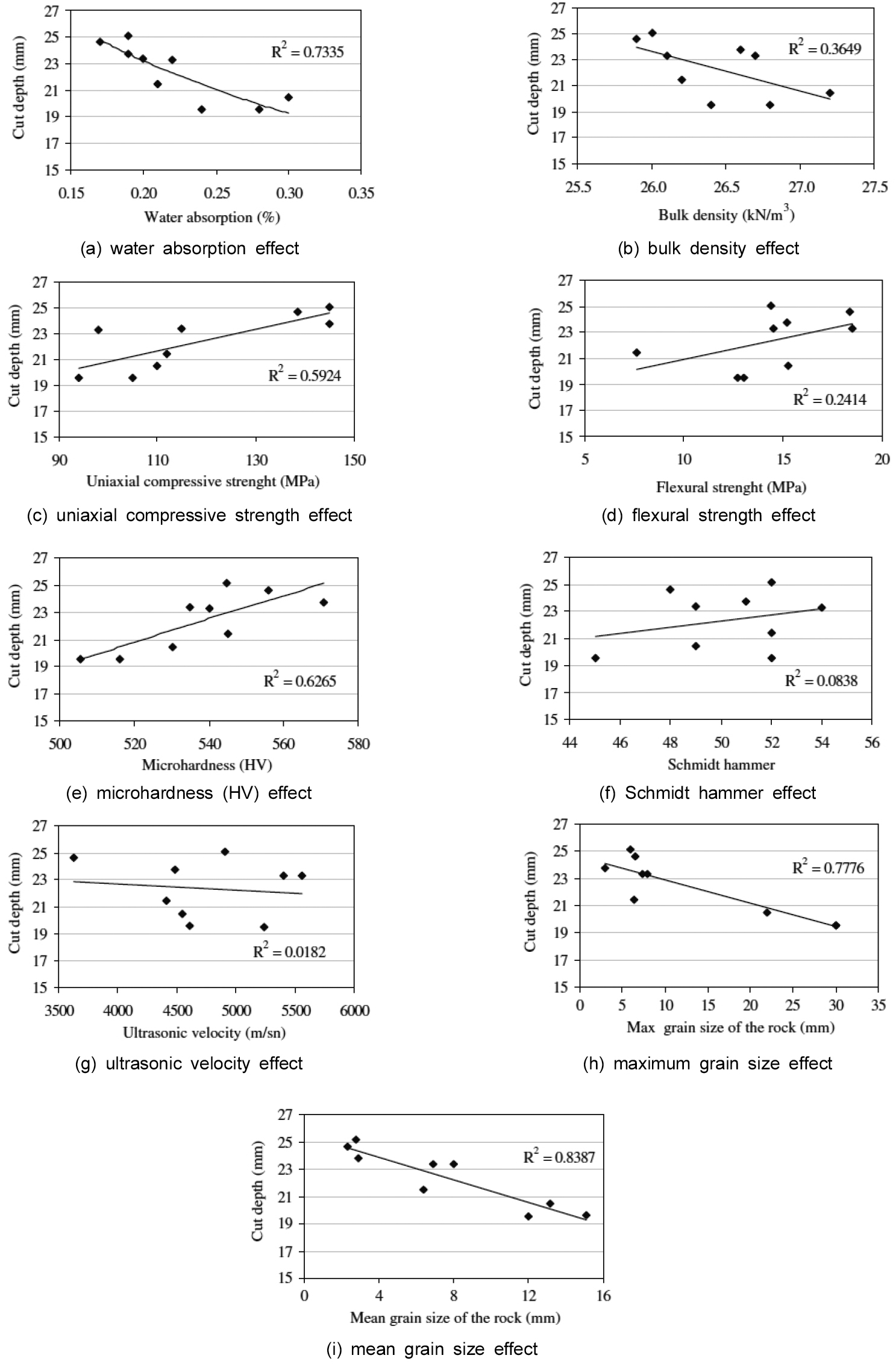
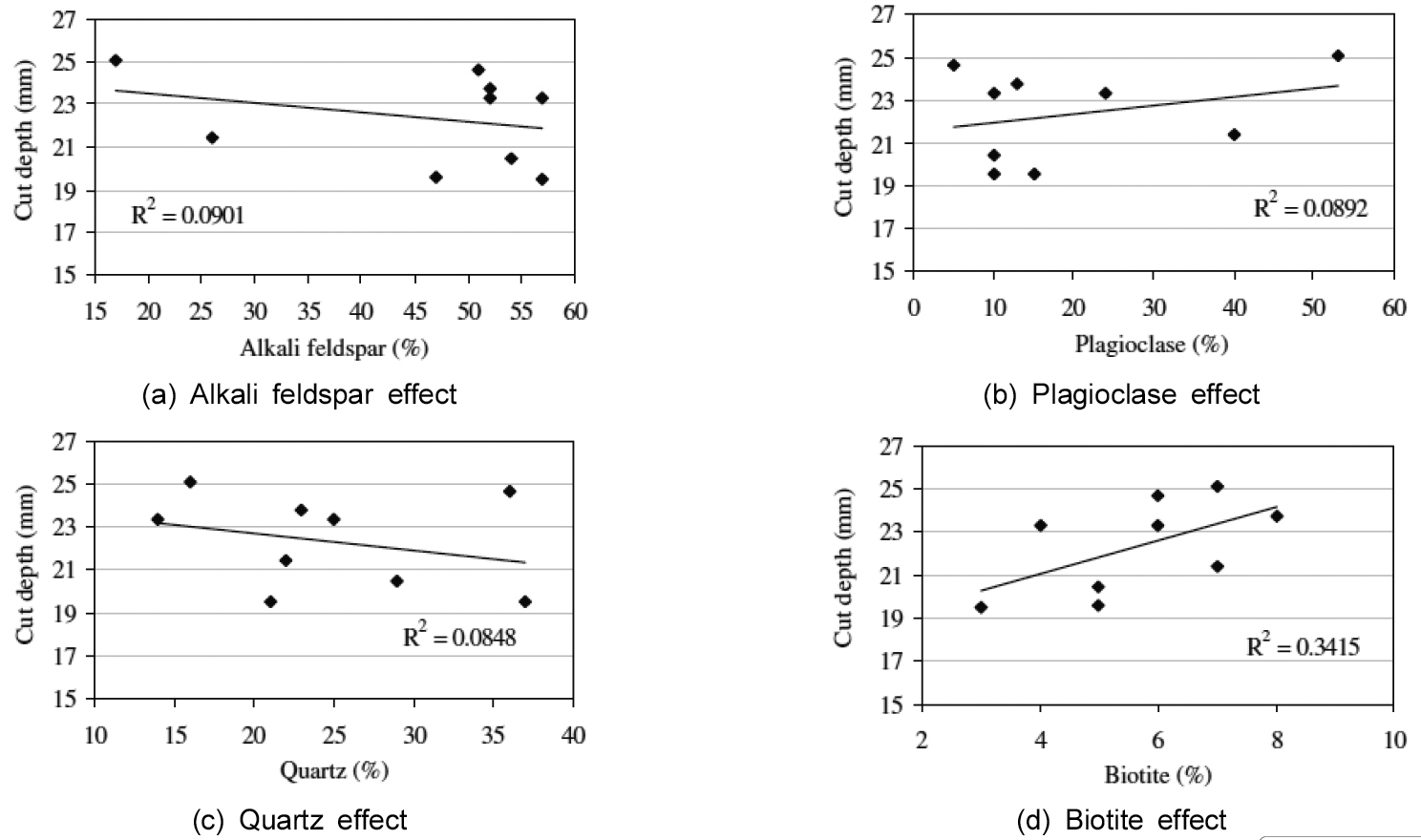
Aydin et al. (2013)은 Karakurt et al. (2011)의 실험결과를 바탕으로 절삭깊이와 화강암 물성의 상관관계를 재해석하고 물성을 고려한 예측식을 제시하였다. 암석물성에 대한 영향분석을 위해, 물성에 따른 절삭깊이 데이터를 이용하여 회귀분석방법을 수행하였다. 고려된 물성은 흡수율, 밀도, 최대입자크기(maximum grain size of rock forming minerals), 평균입자크기(mean grain size), 일축압축강도, 비커스 미소경도, 굽힘강도(flexural strength), 슈미트해머경도, 초음파속도(ultrasonic velocity), 광물조성이다. 화강암 물성에 따른 절삭깊이 결과는 Fig. 12와 같다. 고려된 물성들 중 절삭성능(깊이)와 상관성이 높은(R2≥0.60) 물성은 흡수율, 일축압축강도, 미소경도, 그리고 입자크기로 결정하였다. 또한 이 연구는 광물조성에 따른 영향을 분석하였다. 대표 광물조성을 알칼리장석(alkali feldspar), 사장석(plagioclase), 석영(quartz), 흑운모(biotite)로 분류하였다. Fig. 13는 각각의 광물조성에 따른 절삭결과를 보여준다. 분석결과를 살펴보면, 절삭깊이에 대한 광물조성의 영향은 매우 낮은 것으로 보인다.
| |
Fig. 13. Relationship between cutting depth and mineral content: (a) Alkali feldspar, (b) Plagioclase, (c) Quartz, and (d) Biotite (Aydin et al. 2013) | |
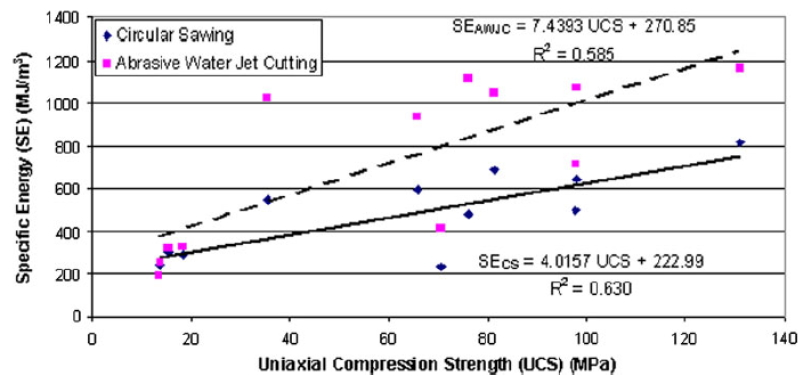
Engin et al. (2013)은 12개의 암석시편을 준비하여 연마재 워터젯과 둥근톱(circular sawing)의 절삭효율에 대해 비교 분석하였다. 사용된 암석시편은 모두 7 종류의 암석으로 석회암(limestone), 대리암(marble), 트래버틴(travertine), 사암(sandstone), 응회암(tuff), 이회암(marl), 안산암(andesite)이다. 실험에 사용된 워터젯 수압은 360 MPa이고 유량은 3.8 l/min이다. 그리고 연마재는 80 mesh 석류석을 사용하였고 연마재 투입량은 7.5 g/s이다. 해당 연구에서 고려된 물성은 쇼어경도, 마모저항(abrasion resistance), 일축압축강도, 인장강도, 취성도(brittleness)으로 회귀분석을 통해 상관도를 결정하였다. Engin et al. (2013)은 취성도와 쇼어경도의 증가가 절삭효율을 감소(비에너지의 증가)시키는 것으로 보고하였다. 또한 암석의 일축압축강도와 인장강도의 증가 역시 절삭효율을 감소(비에너지의 증가)시키는 것으로 보고하였다(Fig. 14). 일축압축강도에 따른 절삭성능 경향성은 Singh and Huck (1970)과 Summers (1972)의 연구와는 동일한 결과를 보이지만, Karakurt et al. (2012)와 Aydin et al. (2013)의 절삭성능 경향성과는 상반된 결과를 보여준다.
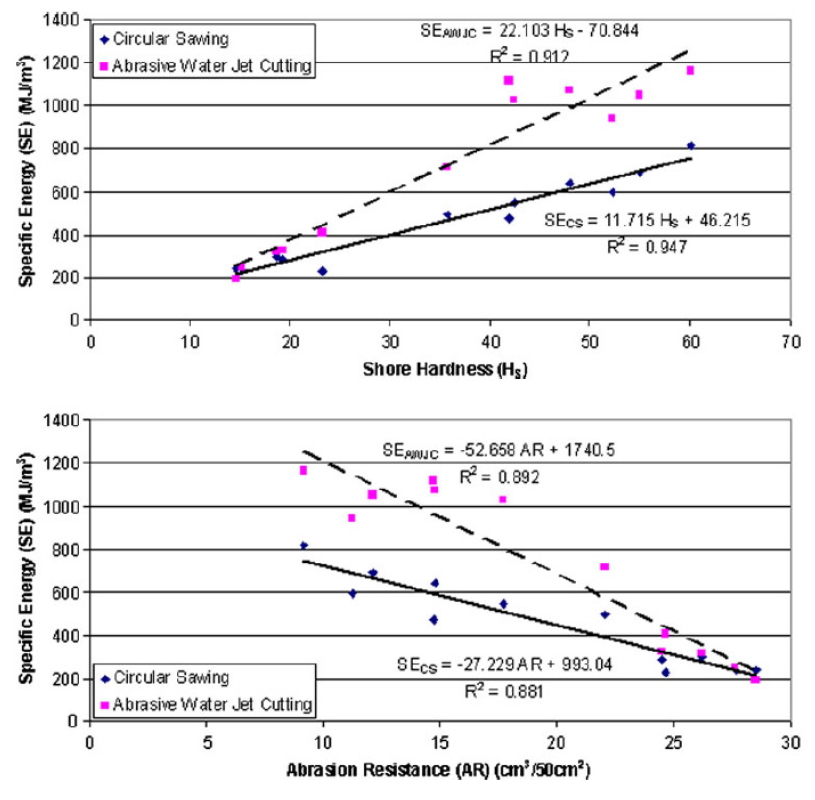
한편 Engin et al. (2013)은 마모율로 부피 변화량을 측정하는 마모저항(abrasion resistance)을 영향 물성으로 고려하였다. 실험 결과 마모저항이 감소하면 절삭효율은 증가하였다. 결론적으로 암석의 강도와 경도가 증가하면 연마재 워터젯에 의한 암석의 저항성이 증가되어 절삭효율이 감소함을 보여준다. Engin et al. (2013)은 강도관련 물성(일축강도, 전단강도)보다는 경도관련 물성이 연마재 워터젯 절삭에 있어서 더 큰 영향을 미친다고 분석하였다. 따라서 고려된 물성중 연마재 워터젯 절삭에 가장 상관도가 높은 핵심물성을 쇼어경도와 마모저항으로 보고하고 있다(Fig. 15).
|
Fig. 14. Specific energy in relation to UCS (Engin et al. 2013) |
|
Fig. 15. Specific energy in relation to Shore hardness and abrasion resistance (Engin et al. 2013) |
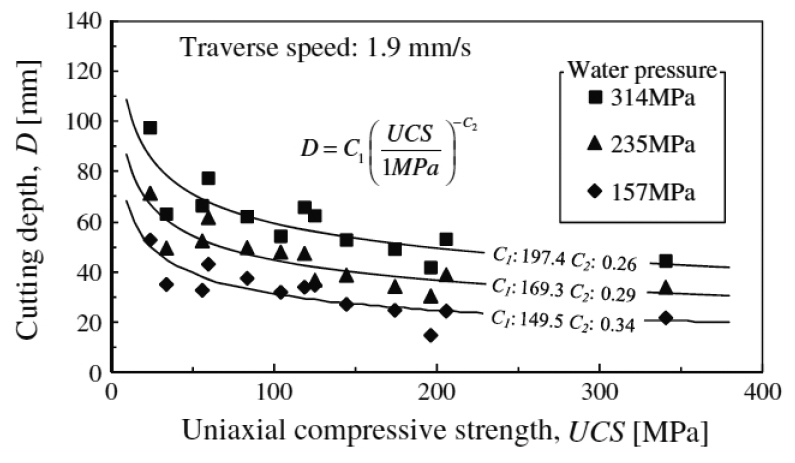
Oh and Cho (2014)는 다양한 물성들 중 일축압축강도 영향을 규명하기 위해 암석 및 콘크리트 시편에 일축압축강도를 측정하고 연마재 워터젯 절삭실험을 수행하였다. 절삭에 사용된 수압은 157-314 MPa이고 연마재는 80 mesh 석류석으로 투입량은 8.59-10.33 g/s이다. 실험에 사용된 신선한 암석시편의 경우 일축압축강도(118.8-340.8 MPa)가 대부분 크기 때문에 낮은 일축압축강도(24.0-125.2 MPa)를 모사하기 위해 콘크리트 시편을 활용하였다. Fig. 16은 일축압축강도의 증가에 따라 연마재 워터젯의 절삭깊이가 비선형적으로 감소함을 보여준다. 실험결과를 바탕으로 절삭깊이에 대한 일축압축강도의 민감도는 일축압축강도가 증가할수록 감소함을 분석하였다. 150 MPa 이상의 일축압축강도의 경우, 일축압축강도의 증가분에 따른 절삭깊이의 감소분이 미미함을 보고하였다.
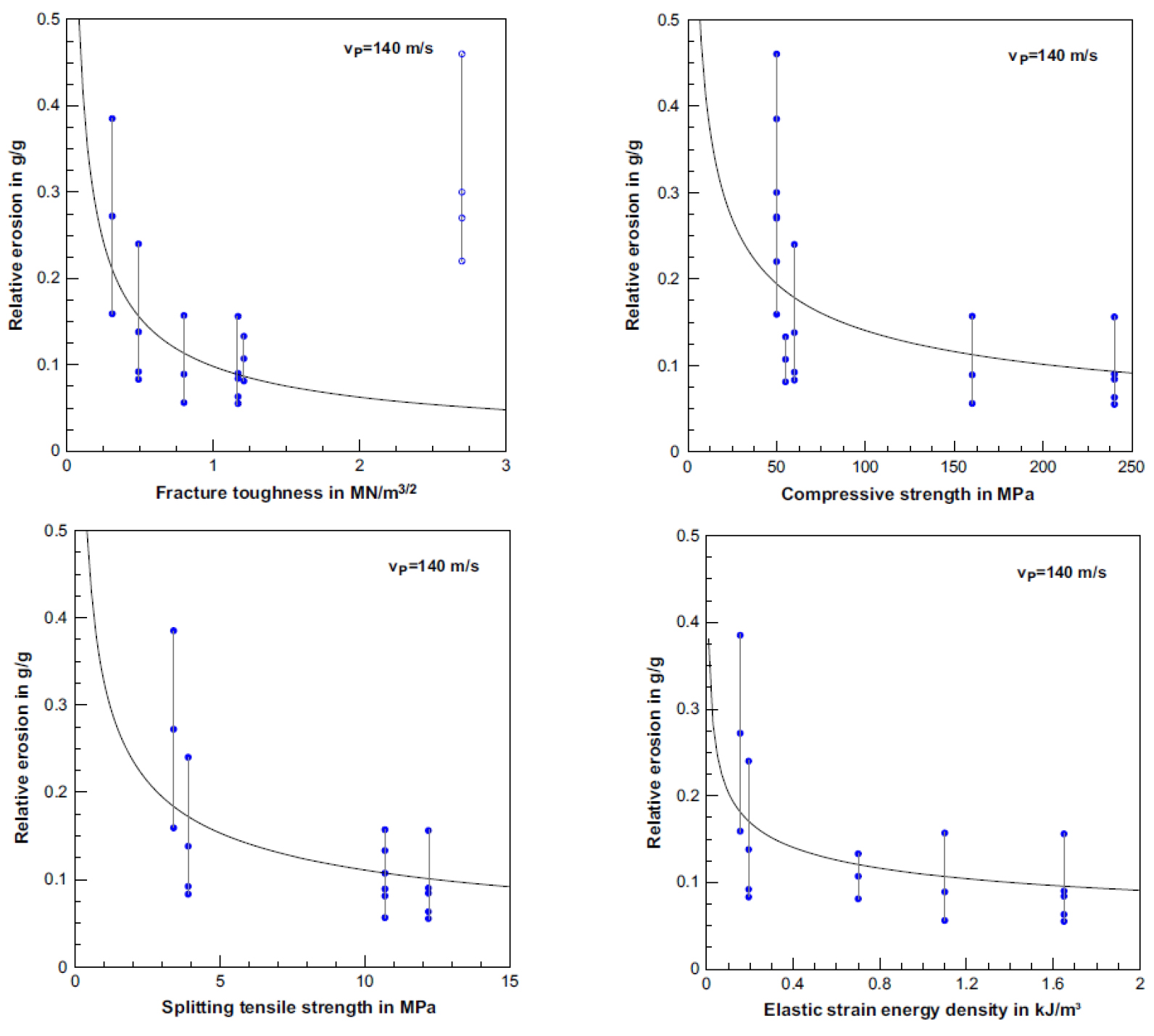
Momber (2014)는 연마재의 충돌속도에 따른 대상 물질의 물성영향에 대한 연구를 수행하였다. 이 연구는 샌드 블라스팅(sand blasting)에 의한 재료 제거에 관한 연구로 연마재 워터젯과는 시스템에 차이가 있으나 연마재 입자의 충돌로 인한 취성재료의 제거라는 큰 틀에서 살펴보면 파괴 메커니즘은 유사하다고 할 수 있다. 연마재 워터젯에서 주로 사용하는 석류석 대신 0.3-0.6 mm 범위를 가진 석영 연마재를 사용하여 총 6개의 시편(콘크리트 시편 2개, 화강암, 석회암, 유문암, 편암 시편 각 1개)을 대상으로 재료제거 실험을 실시하였다. 실험에서 고려한 물성은 압축강도, 인장강도(splitting tensile strength), 탄성에너지 밀도(elastic strain energy density), 탄성계수, 파괴인성, 그리고 음향임피던스 속도(speed of sound and acoustic impedance)이다. 실험결과에 따르면, 고려된 상기 모든 물성(강도, 강성, 경도 등)은 그 물성값이 증가함에 따라 시편의 제거효율은 감소함을 확인 할 수 있었다(Fig. 17 참조). 또한 상관도 분석을 통해 파괴인성(KIC), 인장강도, 탄성에너지 밀도가 암석재료 제거에 있어서 높은 상관관계를 가진 물성으로 보고하였다. 그러나 회귀분석결과를 바탕으로 제안된 재료제거 모델에서는 파괴인성, 탄성계수, 압흔경도(indentation hardness)가 주요 물성으로 고려되었다. 여기서 압흔경도는 실제 실험값이 아닌 일축압축강도 실험으로부터 획득된 강도로부터 결정된 값을 사용하고 있다(Hardness = 20.2·UCS+277; Jung et al. 1994).
| |
Fig. 17. Erosion performance in relation to rock properties: fracture toughness, compressive strength, and splitting tensile strength (Momber 2014) | |
비록 석류석을 사용한 연마재 워터젯에 의한 연구결과는 아니지만, 참조로 샌드 블라스팅과 관련된 대표적인 선행문헌을 살펴보면 Verhoef et al. (1984)는 8개의 암석시편에 대한 샌드블라스팅(사용압력: 3bar, 연마재: 규사(silica sand)에서 인장강도(R2=0.918), 압축강도(R2=0.743), 그리고 변형에너지 밀도(strain energy density, R2=0.878)가 매우 높은 상관도를 보임을 보고하고 있다. 또한 Rescic et al. (2013)은 6개의 암석시편에 대한 샌드블라스팅(사용압력: 4bar, 연마재: 강옥(corundum))에서 압축강도(R2=0.941)와 굽힘강도(Flexural strength, R2=0.953)의 상관관계가 높음을 보고하고 있다.
4. 중요 암석물성에 관한 논의
1970년 Sigh and Huck의 연구부터 2014년 Momber의 연구까지 총 15개의 논문을 대상으로 워터젯 암석절삭(파쇄)에 영향을 미치는 중요물성을 Table 2와 같이 도출하였다. 선행문헌에서 보고된 중요 물성을 밀도(density), 입자크기/입자 표면적(grain size/ surface area), 공극율(porosity), 압축강도(compressive strength), 인장강도(tensile strength), 탄성계수(modulus of elas-ticity), 파괴인성(fracture toughness), 경도(hardness), 마모저항(abrasion resistance), 탄성파속도(elastic wave velocity)로 정리하였다. 입자크기의 경우, Grattan-Bellew and Vijay (1986) 연구에서는 입자 표면적의 개념으로 정의하기 때문에 이를 병행표기 하였다. 입자의 크기가 증가하면 암석내부에 배열되어 있는 전체 입자에 대한 표면적은 감소한다.
공극율의 경우, Grattan-Bellew and Vijay (1986)는 암석내부에 존재하는 전체 균열(volume of crack)의 부피로 정의하고 있다. 또한 Aydin et al. (2013)는 공극율을 암석 흡수율(water absorption)과 유사한 개념으로 정의하고 있다. 따라서 전체 균열부피와 흡수율을 암석내부의 전체적인 공극의 양(부피)로 고려한다면 공극율과 유사한 개념으로 포함시킬 수 있다.
경도의 경우, 실험방법에 따라 슈미트해머경도(Schmidt hammer hardness), 쇼어경도(Shore hardness), 비커스경도(Vickers hardness), 압흔경도(indentation hardness)로 구분할 수 있다. 슈미트해머시험과 쇼어경도시험은 규격화된 낙하에너지에 대한 재료 경도에 의해 결정되는 반발력 정도를 구하는 시험이다. 한편, 비커스경도와 압흔경도는 단단한 압자(주로 다이아몬드)를 암석에 가하여 암석표면에 형성된 압흔 정도로 경도를 결정하는 방법이다. 연구의 목적과 시편의 조건에 따라 경도측정 방법은 다르다. 각 선행문헌에서 사용한 경도측정 방법은 Table 2에 정리하였다.
선행문헌을 통해 워터젯 암석절삭(파쇄)에 영향을 미치는 중요 물성을 빈도수로 분석하면 공극율, (일축)압축강도, 그리고 경도로 결정할 수 있다. 암석내부의 공극 크기가 절삭성능에 상당한 영향을 미치는 것은 다양한 선행문헌에서 보고되고 있다(Crow 1974, Grattan-Bellew and Vijay 1986, Miranda et al. 1993, Engin 2012, Aydin et al. 2013). 공극율이 매우 큰 사암에서 영향력이 더 큰 물성으로 고려될 수 있다(Crow 1974). 한편 신선한 암석에서 공극율의 차이(화강암의 경우 1-2% 이하)가 크지 않을 경우, 측정값에 대한 민감도가 매우 떨어지기 때문에 공극율의 변동으로 인한 워터젯 절삭성능을 파악하기가 매우 힘들 수 있다.
경도의 경우, 암석의 경도가 증가함에 따라 절삭성능이 감소하는 것과 관련하여 기존 선행문헌들은 동일한 결과를 보여준다(e.g., Summers 1972, Miranda et al. 1993, Engin et al. 2013). 그러나 (일축)압축강도의 경우, 연구자들 간에 상반된 결과를 보고하고 있다. 일반적으로 암석의 강도가 증가하면 외부 힘에 의한 암석의 저항력이 증가한다. 워터젯 절삭에서 워터젯 연마재 또는 수압을 외력으로 고려한다면, 암석 강도가 증가할수록 암석절삭(파쇄)성능은 감소할 것으로 예상할 수 있다. 기존 선행문헌(Singh and Huck 1970, Summers 1972, Momber and Kovacevic 1997, Oh and Cho 2014, Momber 2014) 역시 암석의 (일축)압축강도가 증가함에 따라 워터젯 절삭성능(깊이)이 감소하는 경향을 보고하고 있다. 그러나 터키의 Karadeniz Technical University (Department of Mining Engine-ering) 워터젯 연구그룹은 일축압축강도가 증가할수록 절삭깊이도 증가하는 정반대의 결과를 보고하였다.
해당 워터젯 연구그룹은 워터젯 암석 물성과 관련된 3개의 논문을 발표하였다(Karakurt et al. 2011, Karakurt et al. 2012, Aydyn et al. 2013). Aydyn et al. (2013)은 Karakurt et al. (2011)의 실험결과를 바탕으로 연구되었기 때문에 제외하고, Karakurt et al. (2011)와 Karakurt et al. (2012)의 연마재 워터젯 화강암 절삭실험 결과를 바탕으로 분석해 보았다. Karakurt et al. (2011)의 결과(Fig. 9 참조)는 일축압축강도에 따라 증가율이 매우 미미(일축압축강도 약 50 MPa 증가에 절삭깊이 약 5 mm 증가)하고 실험에 적용된 일축압축 강도 범위가 94-145 MPa로 매우 작기 때문에 암석의 불균질성을 고려한다면 상반된 경향성에 대해 의미를 부여하는 것은 추후 좀 더 분석해 볼 필요가 있을 듯 하다.
Karakurt et al. (2012)의 결과는 3개의 시편의 일축압축강도(110, 115, 138.5 MPa)가 거의 비슷하기 때문에 일축압축강도에 의한 민감도를 보여주기에 데이터 수가 충분하지 않는 것으로 판단된다. 한편 Oh and Cho (2014)는 암석의 일축압축강도가 증가할수록 일축압축강도에 대한 절삭깊이의 민감도는 감소함을 보고하였다. 따라서 화강암과 같은 일축압축강도가 상대적으로 큰 암석시편의 경우 일축압축강도에 대한 절삭성능 증/감 변화가 미미하여 경향성을 판단하기 힘들 수 있다.
터키의 Karadeniz Technical University 연구그룹은 일축압축강도의 증가에 따른 절삭깊이의 증가는 입자크기 영향 때문으로 설명하고 있다. 터키 연구그룹은 일축압축강도가 큰 암석의 경우 암석을 구성하고 있는 입자가 작기 때문에 미세구조 또는 광물벽개가 발생할 확률이 증가하여 암석이 약해지기 쉽고, 이에 따라 연마재 워터젯의 에너지에 의해 파쇄효율이 증가 할 수 있다고 분석하고 있다. 그러나 Grattan- Bellew and Vijay (1986), Agus et al. (1993), Momber (2014)의 연구에서는 암석내부의 입자가 작아질수록 연마재와 같은 외부충격에 좀 더 강한 저항성을 가진다고 보고하고 있다. 이와 같은 결과는 암석을 구성하는 입자가 작을수록 연마재 워터젯에 의한 절삭성능(깊이)이 감소할 수 있음을 보여준다. 상기 논문들에서 보고된 일축압축강도와 절삭깊이와의 상관관계는 기존 선행문헌들의 결과(경향성) 및 분석과 대비되어 논쟁의 여지가 있기 때문에 일축압축강도 영향에 대한 추가적인 실험과 분석이 필요할 것으로 판단된다.
5. 맺음말
본 연구는 암석물성이 워터젯 시스템 절삭에 미치는 영향에 대해 문헌연구를 수행하였다. 워터젯 절삭효율에 영향을 미치는 인자는 선행문헌의 실험조건(압력, 연마재 투입량 등) 및 암석의 특성에 따라 다양하게 제시되고 있다. 이와 같은 선행문헌의 결과는 연마재 워터젯의 절삭에 있어서 절삭성능을 결정하는 것은 미시적 관점에서 고려되는 각각의 조성성분 보다는 거시적 관점에서 다양한 인자들이 복합적으로 반영되는 물성(예를 들어 강도, 강성, 경도)들과 관련성이 높음을 보여준다. 따라서 워터젯을 이용한 암석절삭에 있어서 암석이 파쇄되는 메커니즘이 매우 복잡하기 때문에 하나의 중요 물성을 규정짓는 것은 쉽지 않다. 모든 물성들의 단위가 틀리고 암석물성이 가질 수 있는 범위가 다르기 때문에 암석물성들에 대한 정량화와 민감도 분석에 대한 연구가 추가적으로 필요할 것으로 판단된다.
본 연구에서 조사된 선행문헌들이 제시하고 있는 중요 물성들을 분석해 본 결과, 암석의 공극율, 일축압축강도, 경도가 워터젯 절삭에 있어서 중요한 물성으로 도출되었다. 특히, 개별적으로 보고되었던 암석물성과 관련된 다양한 워터젯 실험결과를 체계적으로 정리하고자 하였으며, 이를 통해 향후 워터젯 절삭 기술을 이용한 굴착공사 및 자원개발시, 암반특성(물성)에 따른 절삭효율을 분석 할 수 있는 기초지식을 제공할 수 있을 것으로 기대된다.
