

1. 서 론
2. 선형절삭시험장비
2.1 선형절삭시험장비
2.2 픽커터의 선정과 설치
3. 시험체 제작 및 시험방법
3.1 시험체 제작
3.2 시험조건 및 방법
4. 시험결과
4.1 사각이 0°인 경우의 결과
4.1.1 커터관입깊이의 영향
4.1.2 커터간격의 영향
4.1.3 S/d비에 따른 시험결과
4.2 사각이 6°인 경우의 결과
5. 결 론
1. 서 론
현재 대부분의 로드헤더(roadheaders) 및 컨티뉴어스마이너(continuous miners)와 같은 기계굴착장비는 특별한 경우를 제외하면 포인트어택타입(conical picks or point attack picks)의 픽커터를 사용하고 있다. 코니컬커터로 불리는 이 픽커터는 절삭동안 홀더(holder) 내에서 자체 연마(self sharpening)가 이루어지기 때문에 래디얼타입(radial picks or drag bits) 픽커터보다 사용기간 동안 절삭능력의 유지가 월등한 것으로 알려져 있다(Kim et al., 2012).
코니컬커터는 암반과 접촉하여 이를 파쇄하면서 큰 하중을 받는 텅스텐 카바이드 삽입재(tungsten carbide insert)와 카바이드 삽입재가 삽입되는 두부(head), 두부와 연결되어 홀더(holder)에 삽입되는 샤프트(shaft)로 구성되어있다. 두부와 샤프트는 열처리된 강재로 제작되며, 텅스텐 카바이드 삽입재가 암반을 절삭하는 동안 이를 지지하고 하부의 홀더를 보호하는 역할을 한다(Choi et al., 2014c).
코니컬커터의 삽입재는 플러그(plug), 캡(cap), narrow bottom, bullet nose 유형으로 구분할 수 있으며, 삽입재는 대상지반과 절삭조건, 목적에 따라 각각 다르게 사용된다. 삽입재는 텅스텐 카바이드의 등급에 따라 마모저항성이 다르기 때문에 대상지반의 강도와 석영함유량 등을 고려하여 선택한다. 일반적으로 삽입재의 직경이 클수록 마모저항성이 크고, 단부형상이 날카로울수록 먼지발생이 작아지며 버력의 크기도 작아진다.
픽커터는 일정한 깊이(cutting depth)만큼 암반 내로 관입되어 절삭하며, 이때 픽커터 선단에는 연직력(normal force), 절삭력(cutting force), 암반과의 마찰에 의한 구동력(side force)이 발생하게 된다. 이와 같은 커터 작용력은 커팅헤드의 소요 추력, 토크 및 동력을 산출하는데 반드시 필요하다(Balci et al., 2004; Copur et al., 2011). 현재 픽커터에 작용하는 커터 작용력을 측정하는 방법은 선형절삭시험이 가장 대표적이지만 선형절삭시험의 수행은 시험체 채취와 시간 및 비용적으로 어려움이 많기 때문에 로드헤더 커팅헤드 제작사에서는 축적된 노하우를 기반으로 자체적인 설계모델을 보유하고 있다. 그러나 이러한 설계모델들은 공개되어 있지 않다(Choi et al., 2014a).
기계굴착장비를 다루는 연구자, 엔지니어 등은 암석절삭의 효율에 영향을 주는 암석절삭역학(rock-cutting mechanics)에 대한 이해가 있어야 한다. 암반을 효율적으로 절삭하는 굴착장비의 능력은 장비의 견고함과 높은 하중에 대한 커팅 툴의 저항력에 따른다. 높은 하중은 텅스텐카바이드 삽입재 또는 삽입재가 설치되어 있는 두부에 균열손상을 일으킬 수 있으며, 또한 장비가 가진 최대 추력과 토크 용량을 초과함에 따라 기계굴착장비에 손상을 줄 수 있다. 따라서 현장에서 기계굴착장비를 사용하면서 나타나는 시행착오에 따른 비용을 최소화하기 위해 암석절삭역학에 대한 이해가 필수적이라 할 수 있다(Bilgin et al., 2014).
본 연구에서는 로드헤더 커팅헤드 설계의 기본 사항인 절삭조건에 따른 커터작용력의 변화를 살펴보는 기초 연구로써 모르타르 시험편을 대상으로 슬림(slim) 코니컬커터와 헤비(heavy) 코니컬커터를 사용하여 선형절삭시험을 수행하였다.
2. 선형절삭시험장비
2.1 선형절삭시험장비
선형절삭시험장비(Linear Cutting Machine)은 실물크기의 디스크커터, 픽커터 등을 사용하여 커터작용력을 측정하기 때문에 크기효과에 의한 불확실성(uncertainty)을 줄일 수 있는 장점이 있어 기계굴착장비의 성능예측을 위해 많이 사용되고 있다. 본 연구에서는 Fig. 1과 같이 한국건설기술연구원에서 보유한 선형절삭시험장비에 코니컬커터를 설치하여 선형절삭시험을 수행하였다. 이 장비는 커터의 간격조절(X축 방향)과 커터의 관입깊이 조절(Z축 방향) 그리고 절삭방향(Y축방향)으로 시험체를 이동시키는 액추에이터로 구성되어 있다. 이 장비는 디스크커터의 선형절삭시험을 위해 제작되었기 때문에 프레임의 반력 및 시험체의 이동 추력면에서 코니컬커터에 대한 시험을 수행하는데 문제가 없으며, 시험체의 이동이 1 mm 간격으로 조정되므로 커터 간격의 설정에 있어서도 무리가 없다.

2.2 픽커터의 선정과 설치
일반적으로 픽커터가 마모되어 교체될 때까지 사용하는 동안 코니컬커터가 래디얼픽커터에 비해 평균적인 커터작용력이 더 작게 나타나고, 내마모성이 높으며, 먼지가 덜 발생한다. 따라서 현재 로드헤더나 연속채굴기(continuous miner)에는 코니컬커터가 더 광범위하게 사용되고 있다(Goktan and Gunes, 2005).

코니컬커터는 Fig. 2와 같이 두부와 샤프트의 직경에 따라 슬림(slim), 스탠다드(standard), 헤비(heavy) 유형으로 구분할 수 있다. 직경이 두꺼울수록 강한 암반에서 사용되고 있으며, 더불어 삽입재의 직경도 커지는 경향이 있다. 그러나 삽입재의 등급에 따라 다를 수도 있다. Sandvik (2010)에서는 Table 1과 같이 암석의 강도에 대한 가이드를 제시하고 있다. 일반적으로 슬림 코니컬커터는 연암(soft rock)과 중간암(medium rock)에서 사용되고 스탠다드 코니컬커터는 중간암(medium rock)과 경암(hard rock)에서 사용되며, 헤비 코니컬커터는 경암(hard rock) 이상에서 사용된다.
Table 1. Hardness classification for rock (Sandvik, 2010) | |
Description | Compressive Strength (MPa) |
Soft | σc<30 |
Medium | 20<σc<50 |
Hard | 40<σc<80 |
Extreme | 70<σc |
본 연구에서는 Fig. 3a와 같이 연암 또는 중간암을 대상으로 하는 슬림(slim)한 형상을 가진 코니컬커터와 Fig. 3b와 같은 경암을 대상으로 하는 헤비(heavy)한 형상을 가진 코니컬커터를 사용하였고, 형상에 대한 제원은 Table 2와 같다.

Table 2. Dimensions of the conical pick | ||||
Model | Cutter tip Diameter (mm) | Cutter tip angle (°) | Shank Diameter (mm) | Length (mm) |
U73 | 9 | 70 | 25 | 129 |
U135-22NB | 22 | 90 | 38 | 157 |
픽커터는 Fig. 4와 같이 암석의 절삭면과 픽커터의 축사이에 일정한 각도를 가진다. Fig. 4a는 절삭방향(Front view)에서 보았을 경우 암석면에 직각인 축과 코니컬커터의 중심축이 이루는 각도인 사각(Skew angle, θ)을 나타내며, Fig. 4b는 절삭방향의 직각방향(Side view)에서 보았을 경우 암석면과 코니컬커터의 중심축이 이루는 각도인 받음각(attack angle, γ)을 보여준다.

사각은 커터에 의해 암석이 절삭될 때 커터의 회전을 발생시키기 위해 사용되며, 일반적으로 6~7°로 설정된다(Rostami, 2013). 커터의 회전은 커터 팁의 균일한 마모를 발생시켜 커터 팁의 형상을 유지시키고 이에 따라 커터의 사용주기 전반에 걸쳐 일정한 성능을 유지시켜주는 역할을 함으로써 수명향상에 도움을 준다(Hurt and Evans, 1981; Kim et al., 2012).
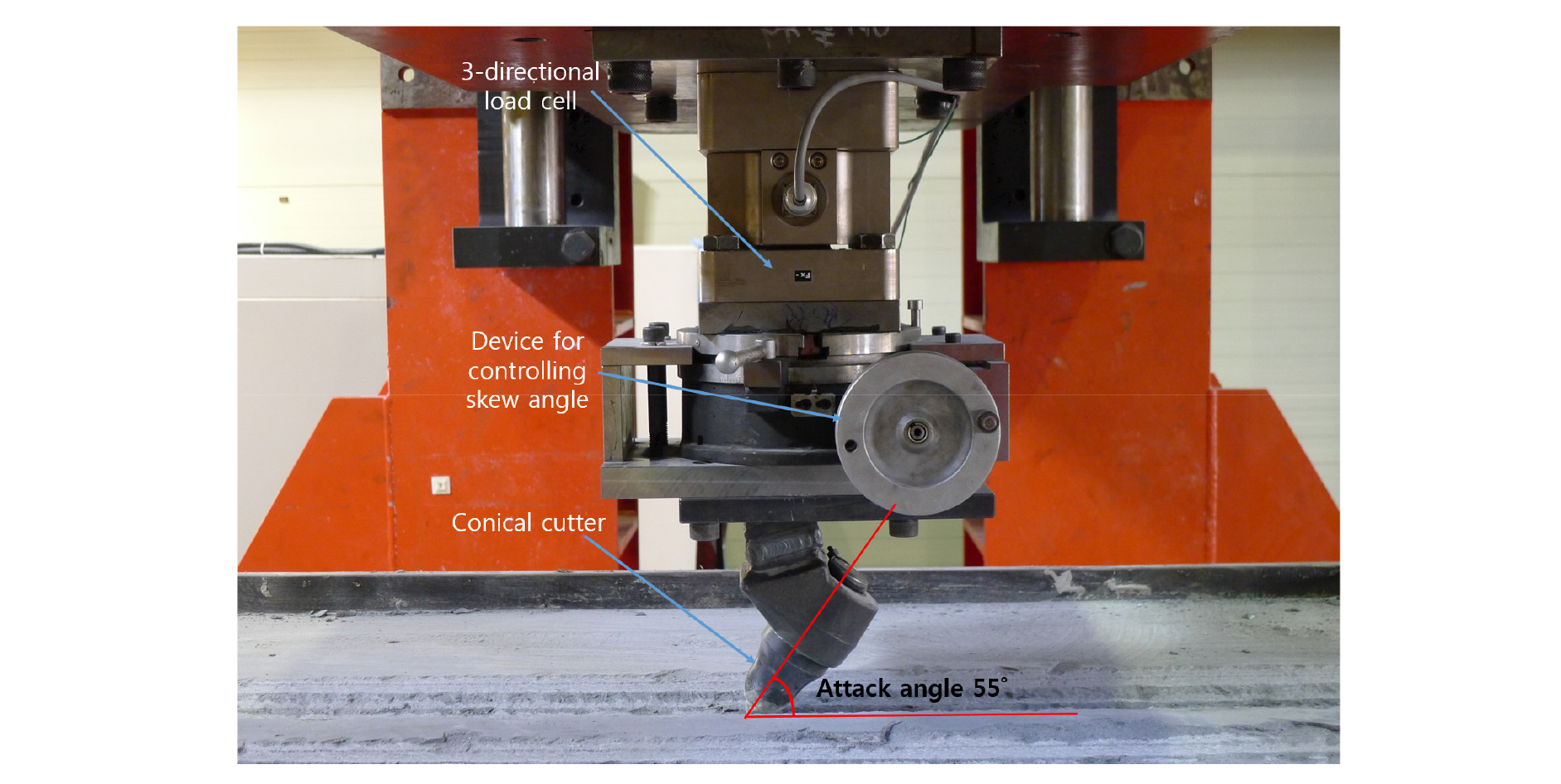
받음각은 암석면과 커터의 축이 이루는 각도에 의해 암석 절삭동안 커터의 샤프트(shaft)에 모멘트(moment)를 발생시킨다. 따라서 모멘트를 최소화시키는 각도로 설정하여야 하며, 일반적으로 경암 조건에서는 55°, 연암 조건에서는 40~45°보다 더 큰 것으로 알려져 있다(Rostami, 2013).
본 연구에서는 경암 조건을 상정하여 받음각을 55°로 설정하고 사각은 0°와 6°로 설정하여 선형절삭실험을 수행하였다.
선형절삭실험에서 받음각을 모사하기 위하여 Fig. 5와 같이 코니컬커터를 홀더에 삽입·고정시킨 후 선형절삭시험장비와 커터를 연결하는 철판과 홀더를 용접하면서 받음각을 조정하였다. Fig. 5는 받음각이 조정된 홀더와 그 상부에 사각을 조절할 수 있도록 제작된 각도조절장치, 그리고 그 위에 커터에 작용하는 3방향의 커터작용력인 연직력(normal force), 절삭력(cutting force and drag force), 구동력(driving force)을 측정하기 위한 3방향 로드셀을 보여준다. Fig. 5는 받음각과 사각이 모사된 코니컬 커터와 홀더이 선형절삭시험장비에 설치된 모습이다.
3. 시험체 제작 및 시험방법
3.1 시험체 제작
본 연구에서는 선형절삭시험을 위해 가로 1,300 mm, 세로 1,150 mm, 높이 40 mm인 모르타르시험체를 제작하였다. 선형절삭시험을 위한 시험체는 특수한 경우를 제외하면 무결암을 대상으로 한다(Choi et al., 2013, 2014a). 본 연구에서는 압축강도를 조절할 수 있고 요구되는 시험체 크기로 제작하기 위하여 무수축모르타르를 이용하여 시험체를 제작하였다. 시험체는 Fig. 6과 같이 선형절삭시험장비의 시험체 설치박스에 넣고 시험체와 설치박스 사이에 모르타르를 채워 넣어 구속하였다. 시험체의 일축압축강도를 측정한 결과는 83 MPa이며, 배합조건은 Table 3과 같다.
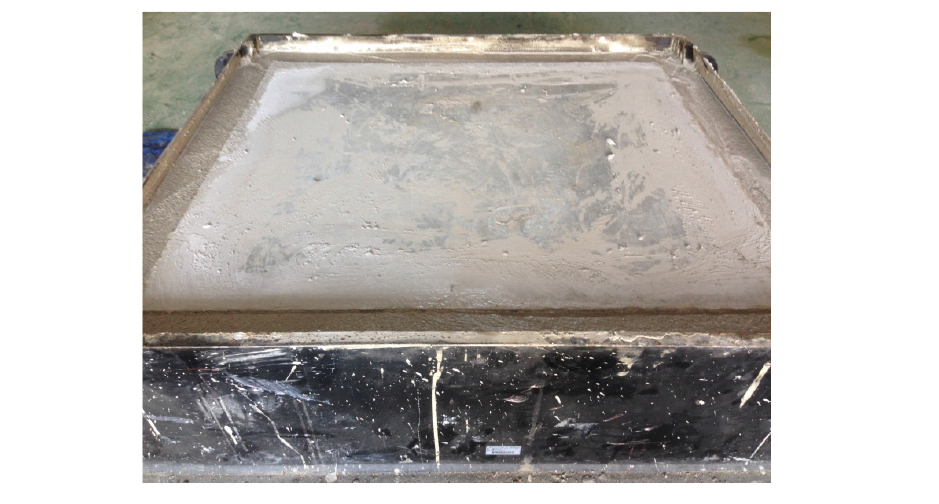
Table 3. Composition of non-shinkage mortar (per 1 m3) | ||||||
Cement | Sand | Dispercing agent | Expansion agent | Strength agent | Accelerator | |
kg | 1,096.2 | 1,016.6 | 26.1 | 130.5 | 208.8 | 1.305 |
3.2 시험조건 및 방법
픽커터의 선형절삭시험에서의 시험변수는 커터의 종류, 커터관입깊이(depth of cut, d), 커터간격(cutter spacing, S), 받음각(attack angle, γ), 사각(skew angle, θ)이 있다. 본 연구에서는 받음각이 55°인 경우에 대해 2개의 다른 코니컬커터를 사용하여 커터관입깊이, 커터간격, 사각의 변화에 따른 커터작용력을 측정하였다. 시험조건은 다음의 Table 4, Table 5와 같다. 사각이 0°인 경우에서는 다양한 S/d비에 따른 결과를 살펴보고자 하였고, 사각이 6°인 경우에서는 커터간격이 12, 27 mm인 경우에 대해 사각에 따른 차이를 알아보고자 하였다.
선형절삭시험은 모르타르시험체가 구속되어 있는 시험체 설치박스를 선형절삭시험장비에 설치한 다음, 받음각이 조정되어 있는 코니컬커터와 3축 로드셀을 시험체 상부에 설치한다. 이후 커터의 간격을 조절하는 X축방향의 액추에이터를 이용하여 절삭간격을 조절하고 Z축방향의 액추에이터를 사용하여 코니컬커터의 관입깊이를 조절한다. 사전에 결정된 관입깊이와 절삭간격의 조절이 완료되면 절삭방향인 Y축방향으로 시험체의 절삭이 이루어지며, 이때 커터 상부에 설치되어 있는 3분력 로드셀로 코니컬커터에 작용하는 연직력, 절삭력, 구동력을 0.01초 간격으로 측정하였다.
TBM의 디스크커터에 대한 선형절삭시험과 마찬가지로 굴착작업에 의해 손상을 받은 막장면과 유사한 조건을 모사하기 위하여 사전절삭(preconditioning)을 실시한 후 본 절삭시험을 수행하였다(Chang et al., 2012). 절삭작업은 모든 조건에서 7개 라인 절삭을 기본으로 수행하였다. 그러나 절삭깊이가 깊어짐에 따라 코니컬커터의 커터 팁 외의 부분이 시험체에 접촉되기 때문에 깊이에 따라 절삭선의 개수는 달리 하였다. 최외측 절삭선은 인접한 커터 절삭에 의한 상호작용의 영향이 작기 때문에 중앙부의 3~5번 절삭선의 결과를 이용하였다(Choi et al., 2013b).
4. 시험결과
Fig. 7은 모르타르시험체에 대한 선형절삭시험을 수행한 결과로 얻어진 코니컬커터의 절삭거리에 따른 연직력(Fig. 7a), 절삭력(Fig. 7b), 구동력(Fig. 7c)의 변화이다. 커터작용력은 하나의 절삭선이 형성된 후 일정 간격을 두고 다음 절삭작업에 의해 발생되는 절삭선의 상호작용과 시험체 표면의 요철에 의해 커터작용력의 변화가 절삭거리에 따라 크게 변화한다. 따라서 픽커터 선형절삭시험의 각 시험조건에서의 커터작용력은 디스크커터에 의한 선형절삭시험의 결과에서 커터작용력의 평균값을 사용하는 것과 같이 전체 절삭거리에서의 평균값을 산정하여 분석에 이용하였다(Gertsch et al., 2007).
|
Fig. 7. Examples of conical pick acting forces obtained from a linear cutting test (Attack angle 55°) |

4.1 사각이 0°인 경우의 결과
4.1.1 커터관입깊이의 영향
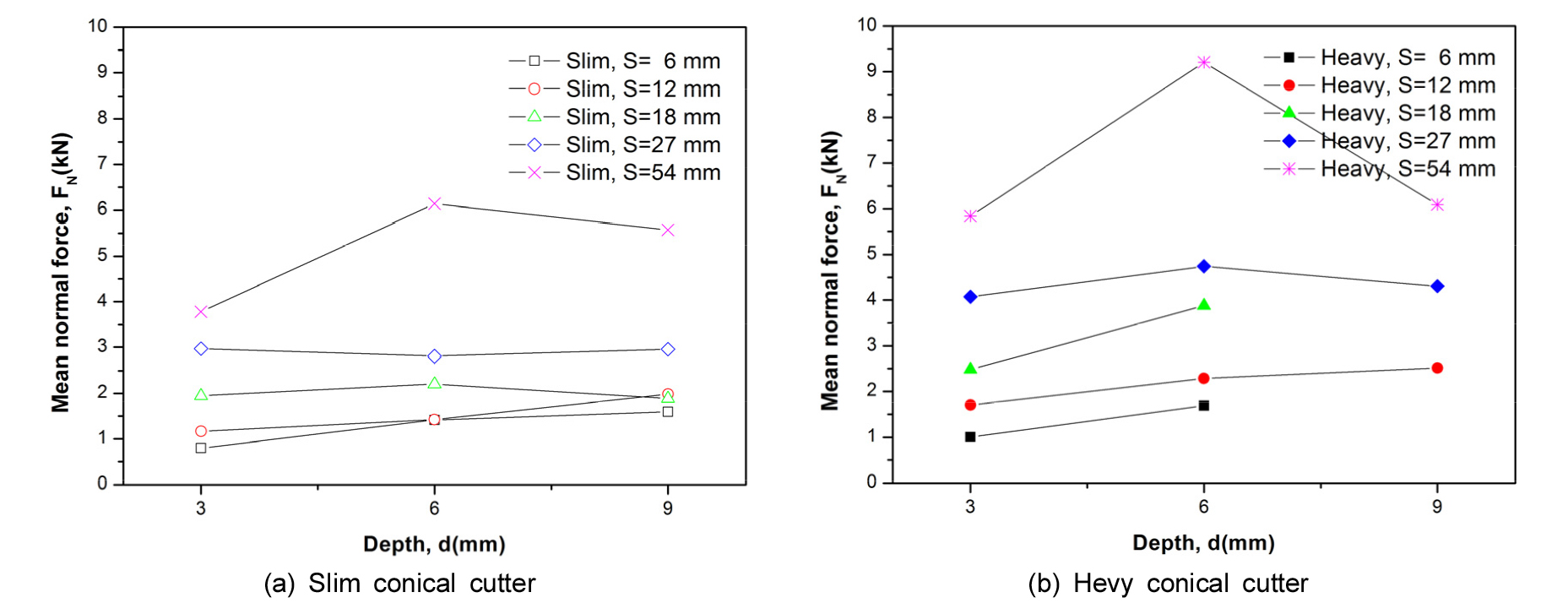
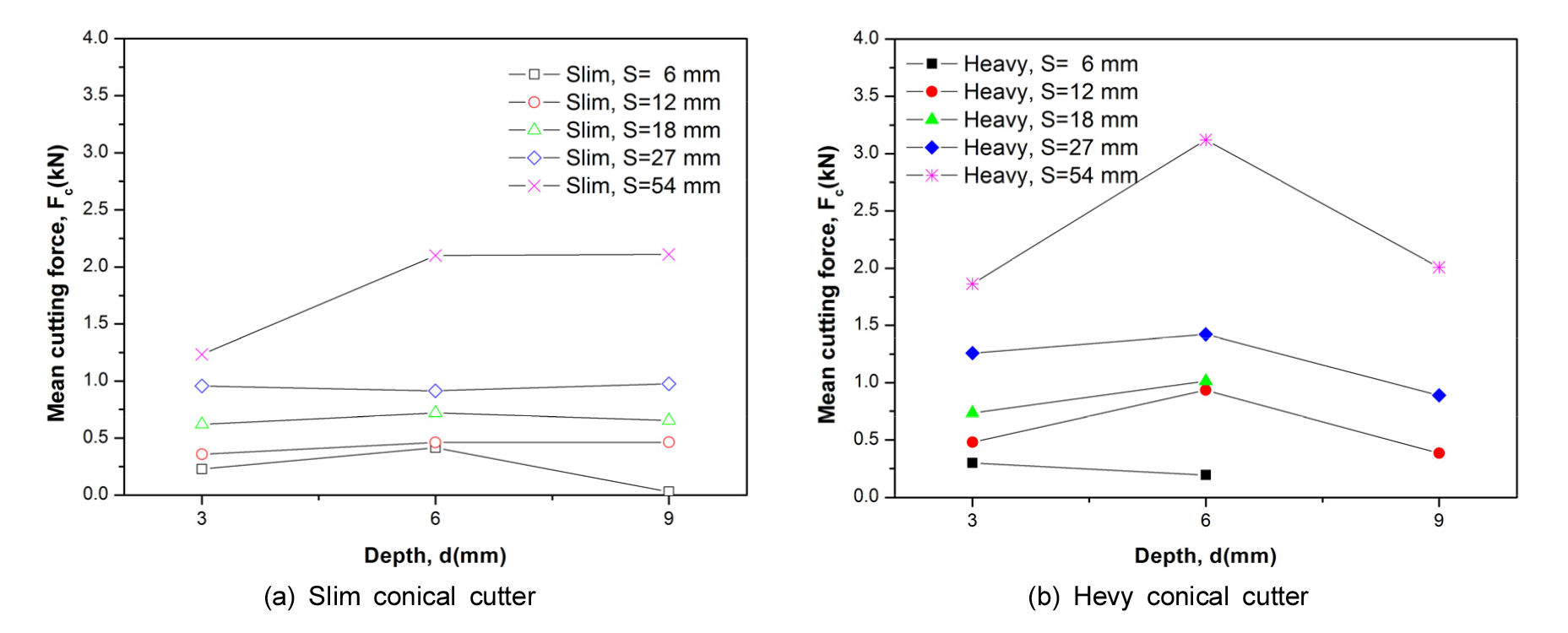
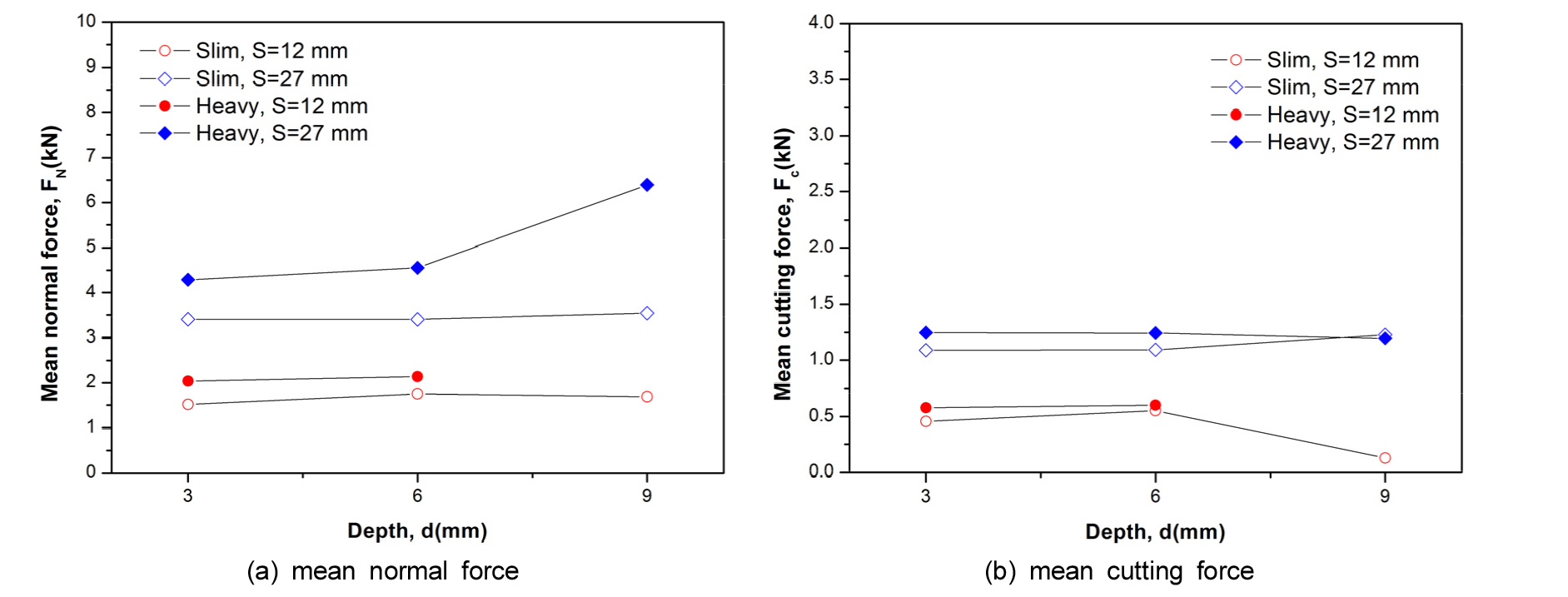
Fig. 8과 Fig. 9는 슬림 코니컬커터와 헤비 코니컬커터를 사용하였을 때 절삭깊이에 따른 평균 연직력과 평균 절삭력의 변화를 도시한 것이다. 평균 연직력은 절삭간격이 좁은 경우(S= 6, 12 mm)에는 관입깊이가 깊어짐에 따라 증가하는 경향을 보였고 절삭간격이 넓어질수록 위로 볼록한 형상을 가지는 것을 나타났다. 이러한 경향은 절삭간격이 넓어질수록 관입깊이가 깊어짐에 따라 S/d비가 최적 S/d비에 가까워지기 때문인 것으로 판단된다. 일반적으로 코니컬커터를 사용할 경우 최적 S/d비는 1~5로 알려져 있다(Asbury et al., 2002; Copur et al., 2011).
평균 연직력과 평균 절삭력은 헤비 코니컬커터가 시험체 표면과 닿는 면적이 넓기 때문에 슬림 코니컬커터를 사용한 경우보다 헤비 코니컬커터를 사용한 경우에서 모두 높게 나타났다. 절삭간격이 12, 18, 27 mm에서 커터종류에 상관없이 평균연직력과 평균 절삭력은 관입깊이에 따라 일정한 범위에서 나타났다.
커팅헤드에 의한 기계굴착작업의 절삭모드(cutting mode) 또는 운용모드(operation mode)는 절삭을 위한 관입진행에 따라 사이클로이드 형태(cycloidal action)로 절삭이 이루어지기 때문에 절삭깊이가 달라진다. 절삭깊이에 따른 평균 연직력과 평균절삭력은 커팅헤드 설계에서 장비의 동력과 토크, 진동을 검토하기 위한 기초자료로 활용된다. 따라서 절삭깊이에 따른 평균 커터작용력이 일정할수록 장비의 성능검토 및 안정성 향상에 유리하다.

Asbury et al. (2002)는 평균 연직력에 대한 평균 절삭력의 비(Fc/Fn)가 암석의 종류와 조직구성, 커터의 형상, 받음각, 커터관입깊이에 따라 변한다고 하였으며, 그 범위가 0.5~1.0이라고 하였다. 그러나 Balci and Bilgin (2007)의 실험결과를 살펴보면 0.36~2.7까지 다양한 Fc/Fn이 나타남을 찾을 수 있다. 본 연구에서는 Fc/Fn가 Fig. 10과 같이 0.1~0.4로 나타났다. 본 연구에서 사용한 슬림 코니컬커터에서는 절삭깊이에 따른 Fc/Fn의 변화가 일정하였으나, 헤비 코니컬커터에서는 절삭깊이에 따라 Fc/Fn의 차이가 크게 나타났다. Fc/Fn도 절삭깊이에 따른 평균 커터작용력이 일정한 것이 장비 설계에 유리한 것과 마찬가지로 절삭깊이에 따라 일정한 값을 유지하는 것이 장비의 설계에 유리하다.
4.1.2 커터간격의 영향
코니컬 커터 삽입재 크기와 절삭간격에 따른 커터작용력의 변화를 파악하기 위해 Fig. 11, Fig. 12와 같이 슬림 코니컬커터와 헤비 코니컬커터의 사용하였을 때 절삭간격에 따른 평균 연직력과 평균 절삭력의 변화를 도시하였다.


절삭간격이 증가함에 따라 커터가 절삭해야 할 암석의 부피가 커지므로 평균 연직력과 평균 절삭력의 크기는 증가하였으며, 헤비 코니컬커터의 평균 커터작용력이 슬림 코니컬커터의 평균 커터작용력보다 크게 나타났다. 또한 절삭간격이 증가할수록 슬림 코니컬커터와 헤비 코니컬커터의 평균 커터작용력의 차이가 커지는 경향을 보였다.
4.1.3 S/d비에 따른 시험결과
선형절삭시험은 기계굴착장비에 사용되는 커터에 대해 실물크기의 절삭간격과 절삭깊이를 설정하여 시험함으로써 최적의 절삭조건을 얻는데 그 목적이 있다. 최적의 절삭조건은 최소의 에너지로 최대의 절삭효과를 얻을 수 있는 조건을 뜻하며, 대부분 S/d비(커터관입깊이에 대한 커터간격의 비)와 비에너지(specific energy, SE)의 관계를 이용하여 최적조건을 찾고 있다(Rostami et al., 1997, Roxborough, 1988).
비에너지는 선형절삭시험조건과 결과로부터 식 (1)에 의해 산정될 수 있다. 이 수식은 선형절삭시험에 의해 한 절삭선과 다음 절삭선 사이의 시험재료의 손실이 시험조건으로 계산된 절삭부피(절삭깊이×절삭간격×절삭거리)만큼 나타난다고 가정한다. 이 방법은 절삭간격 사이에서의 상호작용이 잘 이루어지는 경우에는 선형절삭시험 후 절삭부피를 측정하는 작업 없이 비에너지를 계산할 수 있어 효과적이지만, 커터간격이 넓어서 절삭간격 사이에서의 상호작용이 나타나지 않거나 부족할 경우 비에너지를 과소평가할 수 있다.
 (1)
(1)

Fig. 13은 S/d비에 따른 비에너지의 변화를 도시한 것이다. S/d비가 10이상인 절삭간격 54 mm는 사용되지 않으므로 제외하면 S/d비가 4~4.5에서 비에너지가 최소로 나타났다. 관입깊이가 9 mm인 경우의 슬림 코니컬커터에서는 비에너지가 S/d비 변화에 영향을 받지 않는 것으로 나타났으며, 헤비 코니컬커터의 결과는 비에너지가 “0”에 가까운 결과를 보여 분석에서 제외하였다. 위 결과는 관입깊이가 3 mm일 때 절삭간격이 12 mm인 경우가 최소의 비에너지를 갖는 것을 나타났으며, 관입깊이가 6 mm일 때는 절삭간격이 27 mm인 경우가 최소로 나타났다.
|
Fig. 14. Variation in mean normal force at different S/d ratios |
|
Fig. 15. Variation in mean cutting force at different S/d ratios |
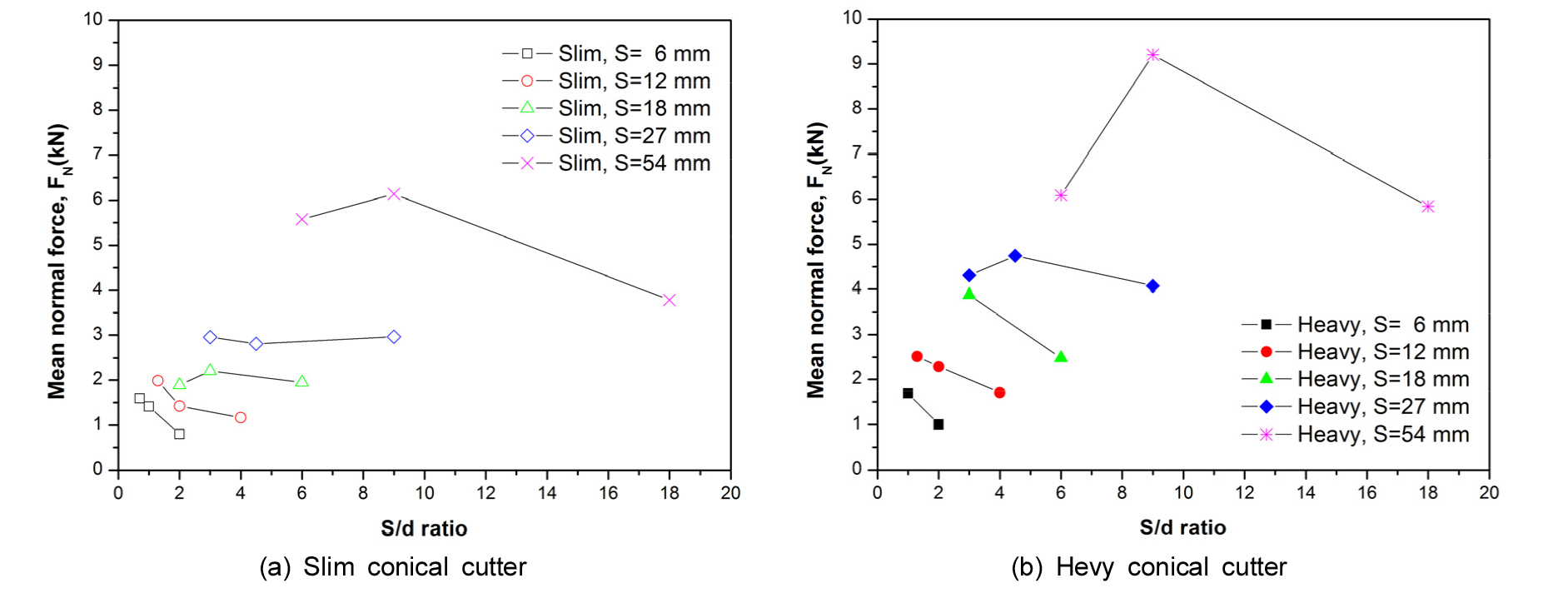
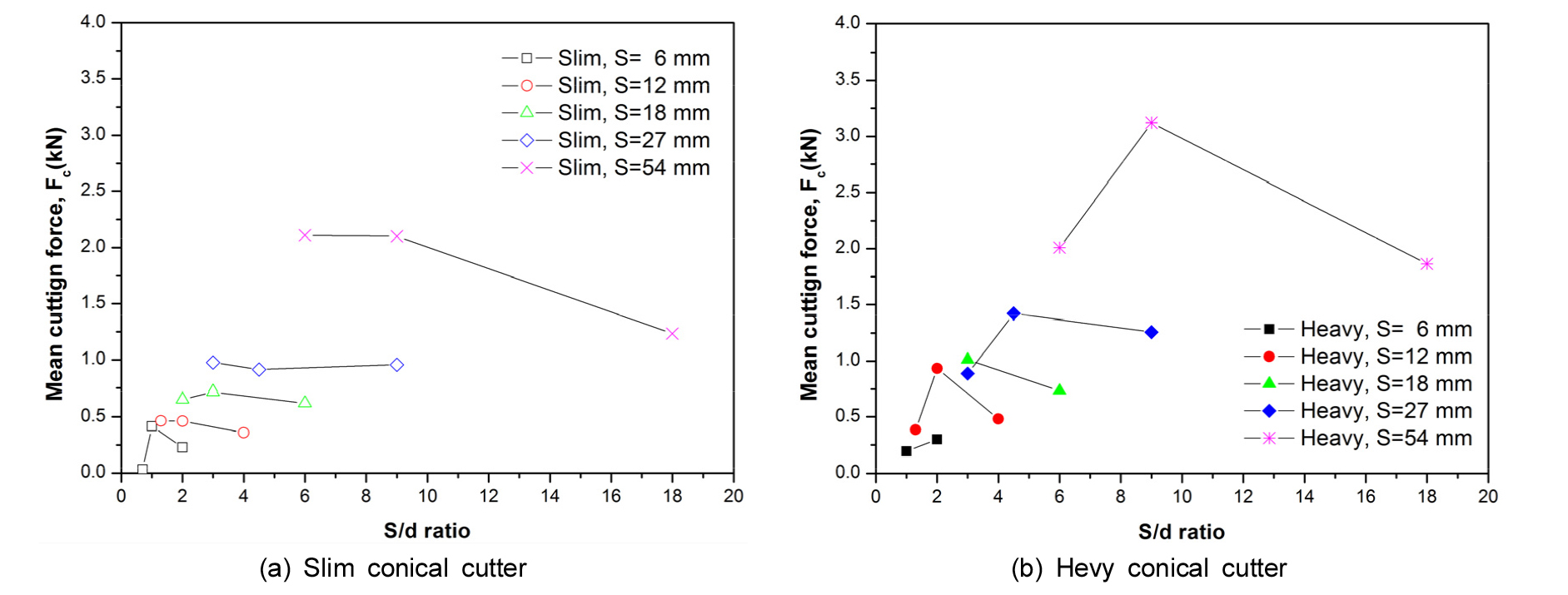
Fig. 14와 Fig. 15는 S/d비에 따른 평균 연직력과 평균 절삭력의 변화를 도시한 것이다. 슬림 코니컬커터의 동일 절삭간격에 대한 S/d비의 변화를 살펴보면 4.1.1절에서와 같이 절삭간격이 12, 18, 27 mm일 때 평균연직력과 평균 절삭력이 일정하게 나타났다. 그러나 헤비 코니컬커터의 경우는 평균 커터작용력이 다소 크게 변화하는 것을 볼 수 있었으며, 절삭간격 12, 18, 27 mm에서의 평균 커터작용력의 차이는 유사하게 나타났다.
4.2 사각이 6°인 경우의 결과
Fig. 16은 사각이 6° 경우에 코니컬커터 종류에 따른 절삭깊이별 평균 연직력과 평균 절삭력의 변화이다. 4.1.1절의 사각이 6° 경우와 마찬가지로 헤비 코니컬커터에 대한 커터작용력이 크게 나타났다. 앞의 결과와 같이 커터작용력의 크기는 절삭간격이 좁을수록 작아지는 결과가 나타났으며, 절삭간격 12 mm인 경우와 27 mm인 경우의 커터작용력은 약 두 배인 것으로 나타났다.
|
Fig. 17. Variation in mean cutting force to mean normal force ratios at different penetration depths |
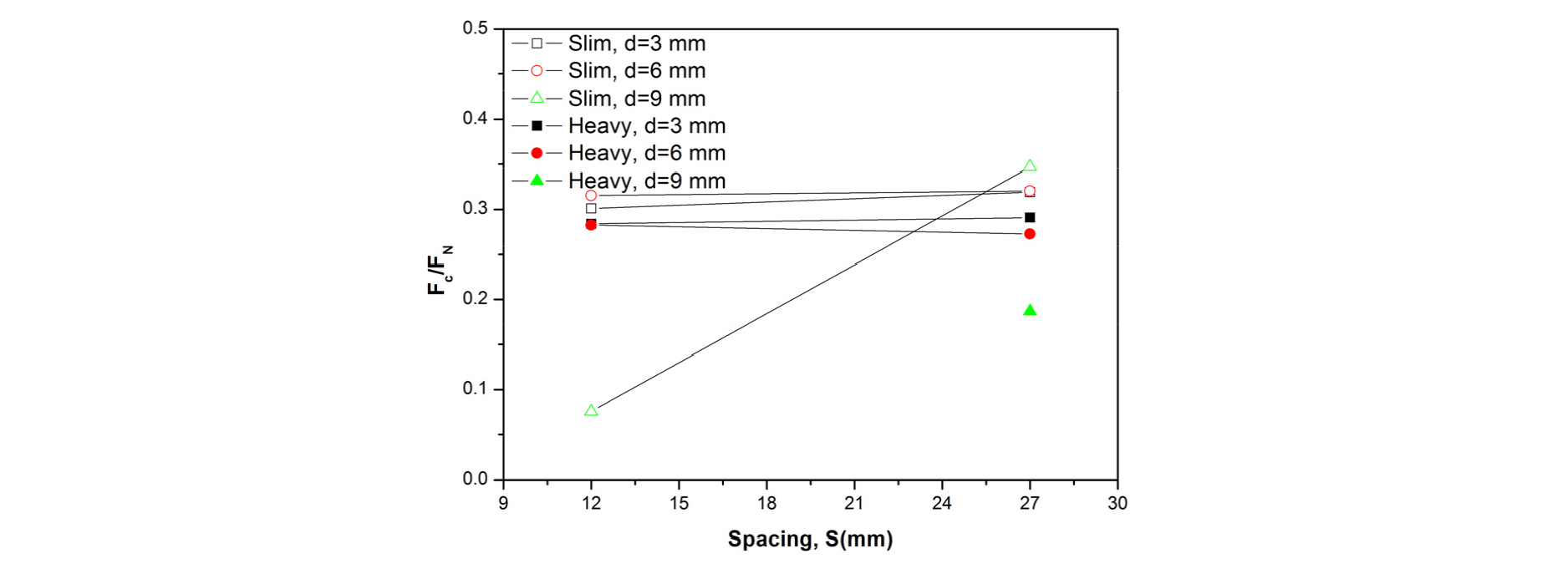
Fig. 17은 사각이 6° 경우에 코니컬커터 종류와 절삭간격에 따른 Fc/Fn의 변화이다. 절삭깊이 3, 6 mm에서 절삭간격에 따른 Fc/Fn의 변화는 절삭간격 12, 27 mm에서 모두 0.3 정도로 나타났으나, 절삭간격 27 mm에서 절삭깊이에 따른 Fc/Fn의 변화가 더 작게 나타나는 것을 확인할 수 있었다.
Fig. 18은 사각이 6° 경우에 S/d비에 따른 비에너지의 변화이며, 절삭간격 12 mm에서는 S/d비가 1~2사이에서 최소 비에너지가 나타났으며, 절삭간격 27 mm에서는 슬림 코니컬커터와 헤비 코니컬커터 모두에서 S/d비가 3일 때 최소 비에너지가 나타났다.

5. 결 론
본 연구에서는 모르타르시험체를 대상으로 슬림 코니컬커터와 헤비 코니컬커터를 사용하여 S/d비가 0.7~18사이인 시험조건에 대해 선형절삭시험을 수행하였고 시험동안 발생하는 커터작용력을 측정하였다.
코니컬커터는 현장조건에 따라 텅스텐 카바이드 삽입재의 직경과 각도, 샤프트의 굵기 등을 다르게 적용한다. 특히 텅스텐 카바이드의 경도를 크게 증가시킨 삽입재들이 개발되어 암반 및 콘크리트와 같은 절삭대상의 강도가 높더라도 사용되는 삽입재의 직경을 작게 할 수 있다.
시험을 수행한 결과, 슬림 코니컬커터를 사용하였을 경우, 즉 커터의 단부가 날카로울수록 절삭효과가 좋은 것으로 나타났다. 절삭의 효율을 나타내는 비에너지뿐만 아니라 평균 커터작용력 역시 슬림 코니컬커터의 경우가 헤비 코니컬커터를 사용한 경우보다 작게 도출되었다. 따라서 슬림 코니컬커터를 사용하는 것이 절삭 효율면에서는 적합하지만, 대상 시험체의 강도가 83 MPa로써 로드헤더 암반분류 상에서 경암으로 구분되고 선형절삭시험은 내구성을 평가하는 장비가 아니어서 슬림 코니컬커터를 현장조건에서 사용하였을 경우 커터의 소모량과 손상을 고려하면 슬림 코니컬커터가 적합하다고 판단할 수 없다.
절삭간격이 넓어질수록, 그리고 커터의 삽입재의 직경이 커질수록 평균 커터작용력은 커지는 것으로 나타났다. 절삭간격이 12~27 mm인 조건에서 절삭깊이에 따라 평균 커터작용력이 일정한 범위에서 나타나는 것으로 확인할 수 있었다. 커팅헤드에 의한 절삭작업은 사이클로이드 형태로 절삭이 이루어지므로 절삭깊이에 따른 평균 커터작용력의 차이가 작을수록 장비의 설계에 유리하다.
사각이 0°인 경우에서는 일반적으로 알려진 최적 S/d비 1~5사이인 4~4.5 조건에서 비에너지가 최소로 나타났으며, 사각이 6°인 경우에서는 최적 S/d비가 좀 더 작은 1~3에서 나타났다. 본 연구에서 검토된 사각이 6°인 경우의 평균 커터작용력의 결과는 사각이 0°인 경우의 시험결과와 큰 차이를 보이지 않았다.
