

1. 서 론
2. TBM 굴착조건에 따른 암반칩
3. 스크류컨베이어 DEM 3D 시뮬레이션
3.1 암반칩 모델링
3.2 시뮬레이션 조건 및 수행
4. 결과 및 분석
4.1 암반칩에 따른 배토입자수
4.2 암반칩에 따른 배토부피
5. 결 론
1. 서 론
TBM 터널공사 시 최적의 굴진율을 내기 위해서 챔버내 버력의 배토성능이 뒷받침 되어야 한다. 챔버내 버력배토량은 스크류컨베이어의 성능에 의해 결정된다. 현장에서 굴진 중 스크류컨베이어의 배토 효율이 떨어져서 굴진율이 감소하는 경우가 발생하곤 한다. TBM 굴진방향과 스크류컨베이어가 이루는 각도에 따라 스크류 컨베이어 배토성능이 변하게 되며 한강 하저터널 공사시 스크류컨베이어의 경사가 증가하였을 때, 스크류컨베이어 배토성능이 감소한 사례가 있다(Jung et al., 2011). 토사지반에서 Earth pressure balance (EPB) 쉴드 TBM 굴착시 스크류컨베이어의 버력배토는 막장압을 유지관리 하는데 아주 중요한 역할을 한다(Kim et al., 2006). 이에 따라, 토사조건에서 스크류컨베이어 배토효율에 관한 여러 연구가 수행되어 왔다. 국내에서는 흙의 수분함량과 첨가제함량에 따른 스크류컨베이어의 배토효율에 관한 축소모형시험(Kim et al., 2011)과 스크류컨베이어의 각도, 스크류 간격, 스크류의 샤프트식과 리본식에 따른 흙에 대한 스크류컨베이어 배토효율에 관한 축소모형시험(Oh et al., 2014)이 수행되었다. 국외에서는 흙의 조건에 따른 스크류컨베이어의 배토효율에 관한 축소모형시험(Merritt and Mair, 2006)과 챔버내의 압력에 따른 스크류컨베이어의 성능에 관한 축소모형시험이 수행되었다(Peila et al., 2007). 이에 반하여, 암반에서의 스크류컨베이어의 성능시험 및 배토효율에 관한 연구가 부족한 상황이다. 대한민국은 토사가 대부분인 미국과 유럽의 지반조건과 달리 암반층이 많기 때문에 암반에서의 스크류컨베이어의 배토에 관한 연구가 활발히 수행될 필요가 있다. 본 논문에서는 암반칩을 모사하여 스크류컨베이어를 통한 배토 3D 시뮬레이션을 하기 위해 Discrete element method (DEM)을 이용한 스크류컨베이어 시뮬레이션을 통해 동일한 암반에서의 스크류컨베이어의 배토율을 보여주고있다. 본 연구를 위해 지오메트리파일과의 연동이 원활하여 기계적 요소의 기하학적 형상을 다루는데 적합한 EDEM을 사용하였다.
2. TBM 굴착조건에 따른 암반칩
암반에서의 TBM 굴착시 동일한 암반에서도 TBM 추력에 따라 암반칩의 크기와 형상이 다르게 나타난다. 실제 TBM 암반 굴착 현장에서의 암반칩을 확인해 보면 TBM 추력이 클수록 암반칩의 크기도 상대적으로 증가하며 길죽한 모양을 주로 띄는 것을 알 수 있다(Bruland, 2000). 또한 암반의 물성에 따라 암반칩의 크기가 결정되며, 동일한 TBM으로 암반굴착시 RMR 값이 40~48인 편암의 경우 최대 암반칩의 크기가 RMR 값이 약 70인 돌로마이트에서의 굴착 암반칩크기보다 20% 작게 나왔다(Farrokh and Rostami, 2008). 따라서 암반굴착시 발생되는 암반칩에 대한 스크류컨베이어의 배토율에 대한 시뮬레이션을 위해 여러가지 암반칩모양을 모델링하는 것이 필요하다.
3. 스크류컨베이어 DEM 3D 시뮬레이션
3.1 암반칩 모델링
실제 현장에서 나온 암반칩의 형상과 크기(Farrokh and Rostami, 2008)를 참조하여 직경 10 mm 단일 구형의 입자 여러개를 결합하여 가로길이가 52.4 mm로 동일한 서로 다른 형상의 6가지 암반칩 입자를 모델링 하였다(Table 1). 이러한 암반칩의 형상을 수치적으로 객관화시키기 위하여 원의 모양에 가까운 정도를 나타내는 구형도(Sphericity)와 모난정도를 나타내는 원마도(Roundness)를 계산하여 암반칩을 객관화 하였다. 구형도는 입자 형태의 둘레길이(Pm)를 입자내부에서 가장 긴 직선(dm)으로 나눈 값(Iπ)과 온전한 원형에서의 둘레(Cp)를 직경(Cd)으로 나눈 값의 비로 아래와 같이 나타낼 수 있다.
| $$I_\pi=\frac{p_m}{d_m}$$ | (1) |
| $$\pi=\frac{C_p}{C_d}$$ | (2) |
| $$Sphericity=\frac{I_\pi}{\mathrm\pi}$$ | (3) |
Table 1. Rock chip models
| No | Rockchip models | Sphericity | Roundness |
| 1 | 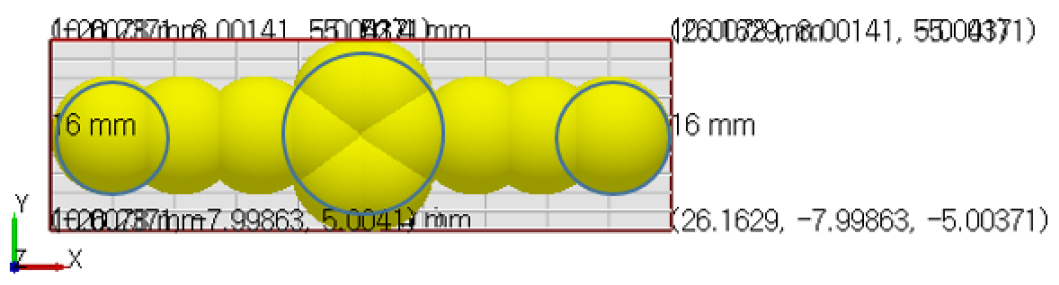 | 0.73 | 0.8 |
| 2 | 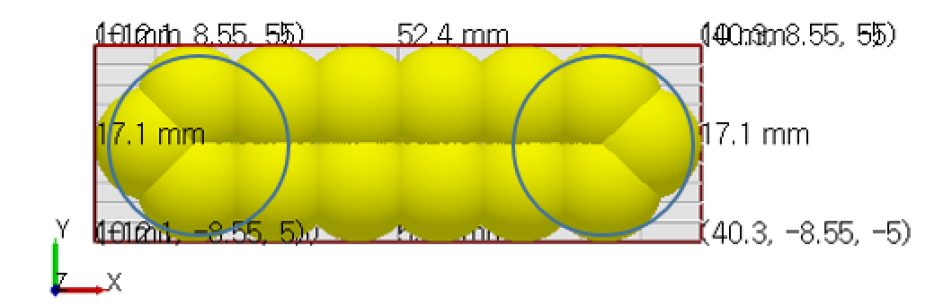 | 0.74 | 1 |
| 3 | 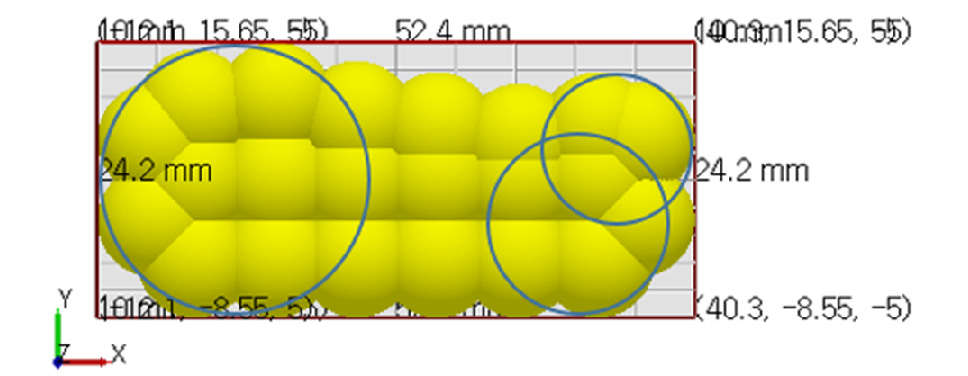 | 0.8 | 0.7 |
| 4 | 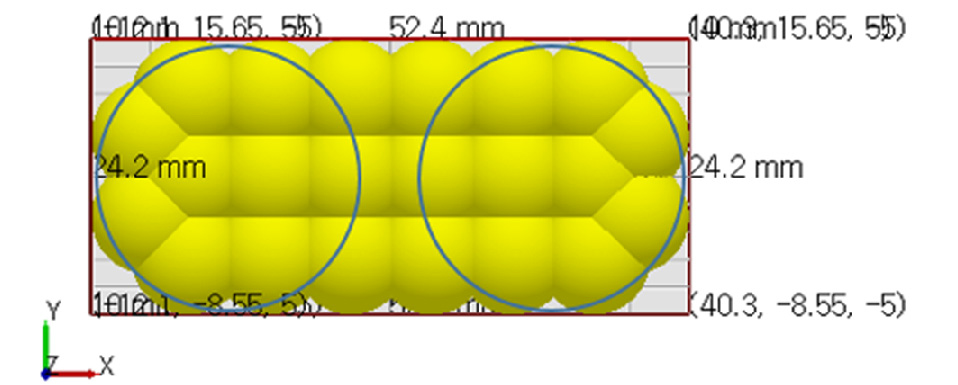 | 0.85 | 1 |
| 5 | 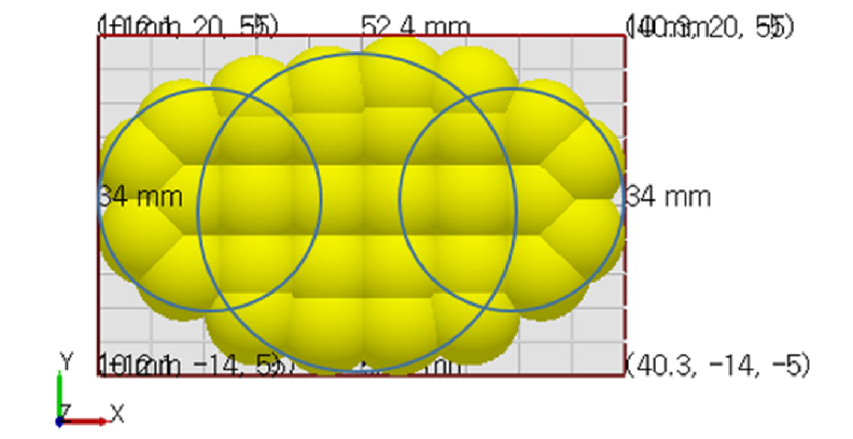 | 0.85 | 0.8 |
| 6 | 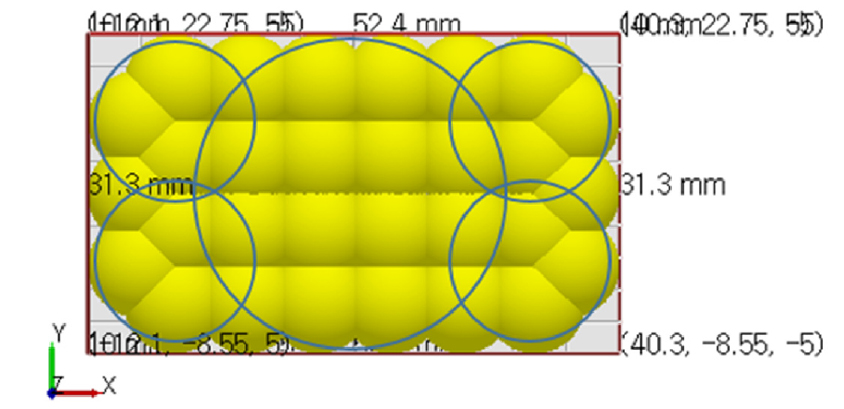 | 0.9 | 0.61 |
따라서 둘레의 길이가 입자내부에서 가장 긴 직선길이의 2배에 가까운 경우 아래와 같이 구형도의 범위는 0.64 보다 크고 1 이하가 된다.
| $$I_\pi=\frac{2d_m}{d_m}\approx\;2$$ | (4) |
| $$\frac2\pi=0.64<Sphericity\leq\;1$$ | (5) |
원마도는 입자내부에서 반지름이 ri인 원의 호 일부를 모서리로 하는 부분에 해당되는 원의 반지름의 평균값을 입자내부에서의 가장 큰 원의 반지름 rmax로 나눠준 값으로 아래와 같이 나타낼 수 있다.
| $$Roundness=\frac{\sum r_i/N}{r_{max}}$$ | (6) |
암반칩의 물성은 편암(Schist)의 물성치를 토대로 Poisson’s ratio: 0.2, Young’s modulus: 10 GPa, density: 2800 kg/m3로 설정하였다.
3.2 시뮬레이션 조건 및 수행
실제 현장에서 편암에 대한 암반칩의 최대크기는 120 mm로서(Farrokh and Rostami, 2008) 본 시뮬레이션을 위해 사용되는 암반칩모델의 크기인 52.4 mm는 실제 암반칩 최대크기의 1/2 이하의 크기이다. 이에 따라 본 DEM 시뮬레이션 해석시간을 줄이기 위해 직경 3.54 m급 EPB 쉴드 TBM에 사용되는 스크류컨베이어 크기를 1/2로 축소하여 스크류컨베이어의 지오메트리를 설계 하였다(Fig. 1, Table 2). 챔버는 시뮬레이션 해석 시간을 고려하여 굴진방향으로 가로 × 세로 × 높이 0.4 m × 0.35 m × 0.8 m 박스로 설계하였다. 암반칩 모델 1~6에 대하여 같은 부피의 챔버안에 단일 암반칩 모델로만 가득 채운 후 본 스크류컨베이어 모델의 실제 스크류컨베이어 최대 RPM의 약 2/3값인 10 RPM의 스크류 속도로 배토하였다. 암반칩간의 물리적 작용에 있어서는 직경10 mm의 단일 구형입자의 작용계수의 영향을 받으며 EDEM에서 문헌연구와 시뮬레이션을 통해 구축한 데이터베이스를 참고하여 작용계수값을 Table 3과 같이 설정하였고 기본적으로 비점착력 모델인 Hertz-Mindlin (no slip) 모델을 사용하였다. 암반칩을 채우는 과정에서 암반칩의 자중에 의한 스크류컨베이어 안으로의 암반칩 유입을 막기위해 챔버와 스크류컨베이어의 교차면을 닫힘상태로 만든 후 암반을 채웠으며 이후 스크류컨베이어 배토시 챔버와 스크류컨베이어의 교차면을 연상태에서 암반칩 자중에 의한 무게외에 챔버내의 추가 압력이 없는 조건에서 시뮬레이션 수행을 하였다.
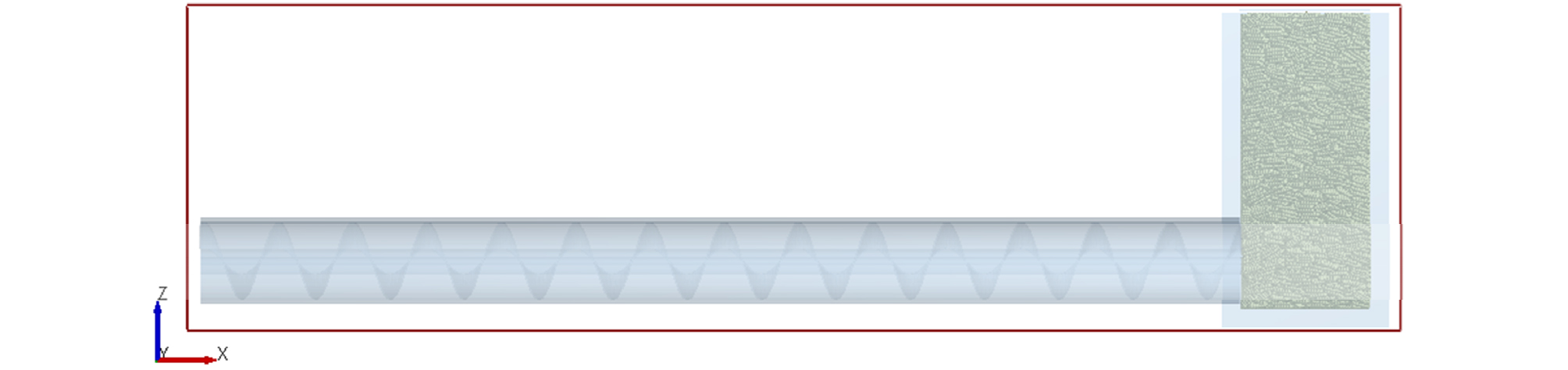
Table 2. Geometry information
| Real condition (ϕ 3.54 m) | Model | |
| Shaft diameter (mm) | 139.8 | 69.9 |
| Screw pitch (mm) | 400 | 200 |
| Blade diameter (mm) | 415 | 207.5 |
| Blade thickness (mm) | 5 | - |
| Casing diameter (mm) | 425.2 | 212.6 |
| Length (mm) | 6693 | 3346.5 |
Table 3. Simulation parameters
4. 결과 및 분석
4.1 암반칩에 따른 배토입자수
암반칩 모델별 스크류컨베이어 배토결과 암반칩1번부터 순서대로 배토입자수가 많게 나왔다(Fig. 2). 이는 암반칩의 구형도가 낮을수록 암반칩 배토입자수가 높게 나타나는 경향을 나타내고 있다. 암반칩 모델별 분당 배토입자수는 암반칩 1의 경우 3362.611개, 암반칩 2의 경우 2001.612개, 암반칩 3의 경우 1510.878개, 암반칩 4의 경우 1464.948개, 암반칩 5의 경우 1078.163개, 암반칩 6의 경우 966.9621개로 나타났다. 본 시뮬레이션 조건에서는 실제 스크류컨베이어 규모를 1/2로 축소하였기 때문에 실제 직경 3.54 m급의 TBM에서는 분당 배토입자수가 암반칩 1부터 6의 경우 각각 8배 증가한 26900.89개, 16012.89개, 12087.03개, 11719.58개, 8625.302개, 7735.697개로 예측가능하다(Table 4). 암반칩 구형도에 따른 배토입자수를 암반칩별로 살펴보면 암반칩 1의 경우, 암반칩 3, 4의 배토입자수보다 2배 이상 더 높게 나타났다.

Table 4. Discharged particle rate
4.2 암반칩에 따른 배토부피
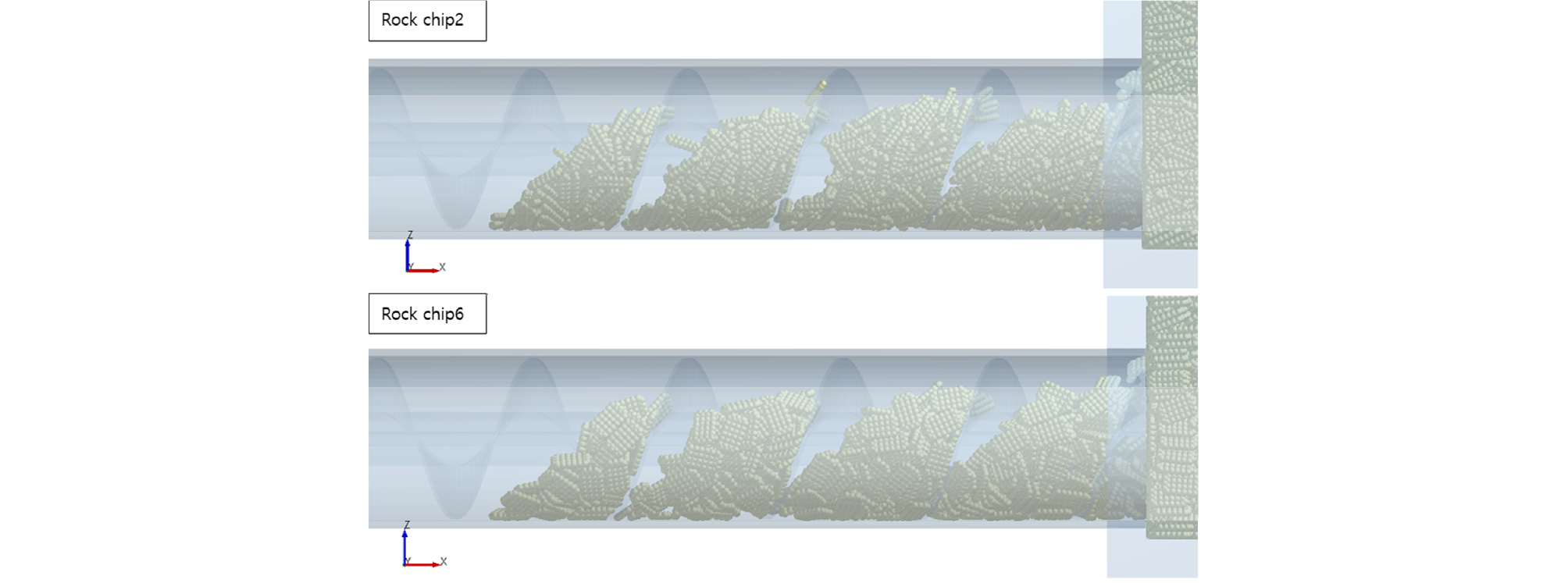
암반칩 부피에 따른 배토율을 살펴보면 암반칩 배토입자수의 경우와 비교하여 암반칩별로 배토량 차이가 상대적으로 작게 나타났다(Fig. 3). 분당 암반칩 배토부피는 암반칩 1의 경우 0.0133 m3/min, 암반칩 2의 경우 0.0116 m3/min, 암반칩 3의 경우 0.0123 m3/min, 암반칩 4의 경우 0.0128 m3/min, 암반칩 5의 경우 0.0117 m3/min, 암반칩 6의 경우 0.0113 m3/min로 나왔다. 평균 배토량은 0.012 m3/min 이다. 배토입자수의 경우와 마찬가지로, 본 시뮬레이션 조건에서는 실제 스크류컨베이어 규모를 1/2로 축소하였기 때문에 실제 직경 3.54 m급의 TBM에서는 분당 배토부피가 암반칩 1부터 6의 경우 각각 8배가 증가한 0.1063 m3/min, 0.0929 m3/min, 0.0988 m3/min, 0.1024 m3/min, 0.0936 m3/min, 0.0902 m3/min로 예측 된다(Table 5). Fig. 4에서와 같이 암반칩의 형상과 부피는 다르지만 전체적인 배토 양상은 서로 비슷한 것을 확인할 수 있다.
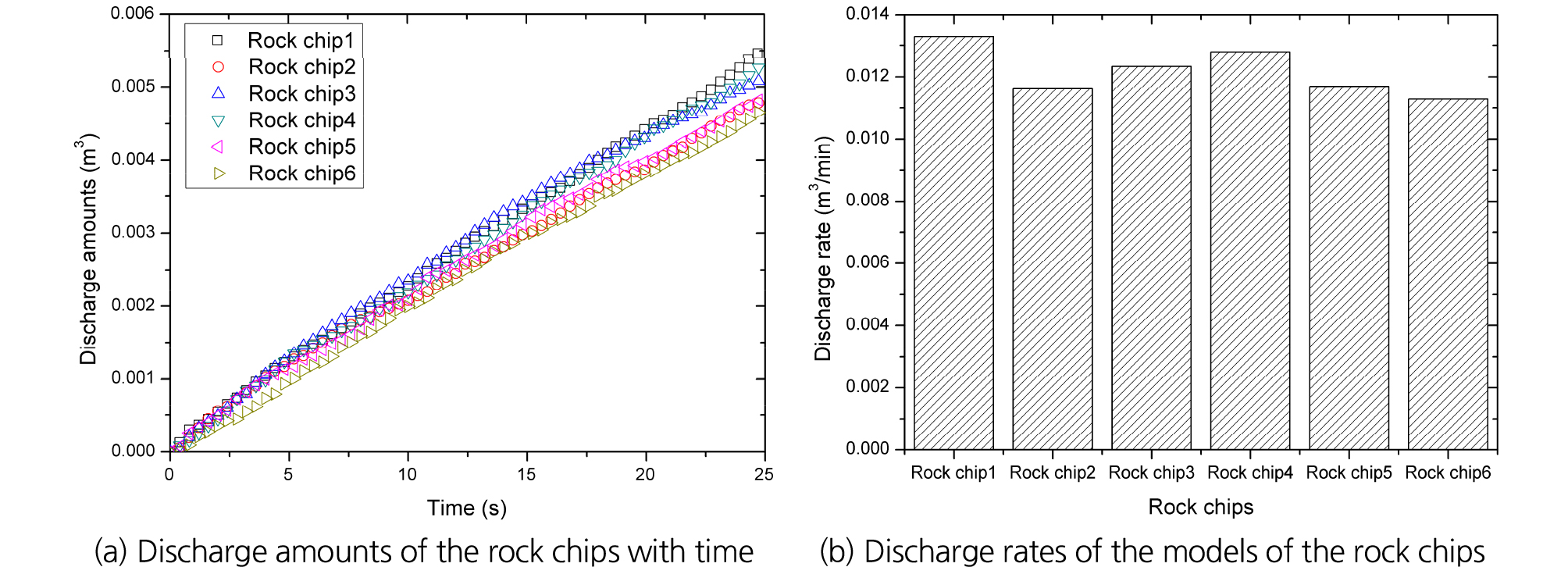
Table 5. Discharge rates of rock chips
스크류컨베이어 최대배토량(Qmax)은 아래의 식 (7)로 나타낼 수 있으며 DEM 해석결과 경사각 0°의 10 RPM 속도에서의 스크류컨베이어의 배토량은 동일한 암반에서 암반칩의 형상과 부피와 상관없이 스크류컨베이어 최대배토량의 20% (표준편차: 1.3%)로 나오는 것을 알 수 있었다(Fig. 3, 4).
| $$Q_{max}=\frac{\mathrm\pi}4\cdot(D_b^2-D_s^2)\cdot\:(p-t_b)\cdot\;RPM(m^3/min)$$ | (7) |
여기서, Db: 스크류 블레이드 직경(m)
Ds: 스크류 샤프트 직경(m)
p: 스크류 피치 간격(m)
tb: 스크류 블레이드 두께(m)
RPM: 분당 스크류 회전 수(rev/min)
따라서 동일한 암반에서 경사각 0°의 10 RPM 속도에서의 스크류컨베이어 배토량(Qrock, 0)은 스크류컨베이어 최대배토량의 20%로 아래와 같이 나타낼 수 있다.
| $$Q_{rock,0}=\frac{\mathrm\pi}{20}\cdot(D_b^2-D_s^2)\cdot\:(p-t_b)\cdot\;RPM(m^3/min)$$ | (8) |
