
1. 서 론
2. 실험방법
2.1 실험대상 암석 및 디스크커터
2.2 LCM에 의한 암석의 선형절삭 실험방법
2.3 변형률게이지에 의한 커터 링의 변형 계측방법
2.4 적외선 열화상 측정방법
3. 커터 링의 변형특성 측정 결과
3.1 변형률게이지에 의한 커터 링 변형 측정결과
3.2 적외선 열화상 측정에 의한 커터 링과 암석의 실시간 발생온도 측정결과
4. 결 론
1. 서 론
디스크커터(disc cutter)는 Open TBM뿐만 아니라 복합지반을 포함한 암반대응형 쉴드 TBM에서도 필수적으로 사용되고 있는 암석 절삭용 굴착도구이다. 특히, 디스크커터의 최대 허용 하중에 따라 TBM 커터헤드 1회전당 디스크커터의 관입깊이(penetration depth)가 좌우되기 때문에, 디스크커터는 TBM의 굴진성능에 큰 영향을 미치는 요인 중의 하나이다. 또한 굴착대상 암반조건에 따라 디스크 커터에 작용하는 하중은 TBM의 핵심 사양인 추력, 토크, 동력 등의 설계 시에 필수적으로 사용 되는 정보이다(한국터널공학회, 2008). 따라서 TBM의 핵심 부분인 커터헤드(cutterhead)만큼이나 굴착대상 암반조건에 적합한 디스크커터의 설계와 제작 또한 중요하다.
디스크커터는 커터 링(cutter ring), 베어링(bearing), 허브(hub), 플로팅 실(floating seal) 등과 같은 약 20여개의 개별적인 부품들로 구성된다(Herrenknecht, 2007). 이 가운데 가장 중요한 부분은 실제로 암반을 절삭하는 부분인 커터 링과 디스크커터의 최대 허용하중을 좌우하는 베어링이라고 할 수 있다(박철환, 2005). 특히, 커터 링은 굴착대상 암반과 직접적으로 접촉되어 암반을 절삭하기 때문에, 절삭으로 인한 충격과 마모에 대해 높은 저항성을 가져야 한다. 또한 빈번한 디스크커터의 교체는 공사를 지연시키고 공사비용을 증가시키기 때문에, 디스크커터의 마모와 변형을 최소화 하기 위한 기술적 개선들이 요구되고 있다(Roby et al., 2008).
따라서 디스크커터에 대한 성능평가의 일환으로서 디스크커터의 핵심적인 부분인 커터 링의 변형특성을 평가하기 위한 방법이 필요하다. 하지만 노르웨이의 NTNU(Norwegian University of Science and Technology) 마모시험, 세르샤 마모시험(cerchar abrasivity test) 등에 의해 커터 링의 마모도와 마모수명을 예측하기 위한 연구들만이 이루어졌을 뿐(Bruland, 1998; Käsling and Thuro, 2010; 장수호 등, 2011b), 실제 암석의 절삭과정에서 발생하는 디스크커터의 변형과 손상을 측정하기 위한 연구사례는 좀처럼 이루어지지 않았다. 이와 같이 현재까지 디스크커터와 관련된 대부분의 연구는 디스크커터에 의한 암석의 절삭 메커니즘 규명, 암석 조건에 따른 디스크커터의 작용력 추정, TBM과 NATM의 적용성 비교 연구 등에 국한되어 있다(Cho et al., 2010; 김영근 등, 2011; 장수호 등, 2011a; 장수호 등, 2005). 유럽의 공동 연구프로젝트인 TUNCONSTRUCT (Technology Innovation in Underground Construction)과 GOODLIFE(Global optimisation of disc cutter tool life for tunnel boring machine)에서 고성능의 디스크커터 개발과 디스크커터의 성능평가 시험방법들에 대한 연구가 이루어졌으나 핵심 연구결과들은 공개되지 않고 있다(Beer, 2010; Broissia et al., 2001). 이는 TBM의 경우와 마찬가지로 디스크커터의 제작사별로 디스크커터의 설계와 제작과 관련된 핵심 기술들을 독자적인 노하우로 보유하고 있기 때문인 것으로 사료된다.
디스크커터에 의한 암석 절삭 시에 커터 링의 변형을 측정하기 위하여 커터 링의 반경방향으로 천공 또는 절단을 실시한 후에 계측용 핀을 설치하는 방법도 있으나, 이러할 경우에는 천공 또는 절단된 부분에서 응력이 크게 집중됨으로 인해 커터 링의 응력분포가 실제와 다르게 나타날 수 있다. 따라서 Rostami(1997)는 커터 링 표면에 변형률게이지(strain gauge)를 부착하는 방식이 가장 타당하다고 지적하였다. 그러나 Rostami(1997)는 선형절삭시험기인 LCM(Linear Cutting Machine)의 로드셀(loadcell)을 교정하고 커터 작용력을 측정하기 위한 목적으로만 커터 링에 부착된 일련의 변형률게이지들을 활용하였다.
본 연구에서는 디스크커터에 의한 실제 암석의 절삭 과정 중에 커터 링에 발생하는 변형과 손상 정도를 파악하기 위하여, 경암을 실험대상으로 설정하여 LCM에 의한 선형절삭실험을 실시하였다. 이때 Rostami(1997)의 연구사례를 참고하여 커터 링의 원주 방향으로 변형률게이지를 사전에 부착・설치하여 경암 절삭에 의해 커터 링에 발생하는 변형률을 측정하였다. 또한 비접촉식 계측방법인 적외선 열화상 카메라 계측(infrared thermal camera measurement)을 실시하여, 디스크커터의 절삭 중에 커터 링과 암석에 발생하는 온도를 실시간으로 측정하고 이를 통해 커터 링의 변형을 파악 하고자 하였다.
2. 실험방법
2.1 실험대상 암석 및 디스크커터
본 연구의 선형절삭실험에 사용된 암석은 포천화강암이며 평균 압축강도는 145.92 MPa로서 경암으로 분류할 수 있다. 포천화강암의 역학적 특성들을 정리하면 다음의 표 1과 같다.
본 연구에서는 앞서 설명한 바와 같이 포천화강암을 대상으로 하여, 직경이 432 mm(17인치)인 외국산 디스크커터(커터 A)와 내마모성 디스크커터 시작품(커터 B) 두 가지 종류의 디스크커터에 의해 선형절삭실험을 실시하였다. 본 연구에서 사용된 디스크커터 시작품은 내마모성을 높이기 위해 보론강 계열로 제작된 커터 링을 장착한 커터로서, 시작품 커터 링의 재료적인 특성들은 표 2와 같이 외국산 커터와 거의 동등하게 나타났다. 이때 일반적인 재료와의 특성 비교를 위하여 국내에서 생산되고 있는 SKD11 재료의 특성도 표 2에 함께 포함하였다.
표 1. 포천화강암의 역학적 특성 | ||||||
일축압축강도 (MPa) | 간접인장강도 (MPa) | 밀도 (g/cm3) | 공극률 (%) | 탄성계수 (GPa) | 포아송비 | 쇼어경도 (shore hardness) |
145.92 | 7.84 | 2.61 | 0.74 | 47.26 | 0.28 | 65.70 |
표 2. 본 연구에서 사용된 커터 링의 재료적 특성 | ||||
구분 | 커터 A (외국산) | 커터 B (시작품) | SKD11 | 비고 |
경도(HRC) | 58 | 59 | 59 | Rockwell C |
중량감소량(g) | 0.0007 | 0.0007 | 0.0265 | 내마모성 시험 |
AVS(Abrasion Value Steel) | - | 3.7 | 5.7 | NTNU 마모시험 |
또한 동일한 포천화강암을 대상으로 하여 NTNU 마모시험(Bruland, 1998; 장수호 등, 2011b)을 실시하였다. 단, NTNU 마모시험용 비트를 제작하기 위한 외국산 커터 링의 여분이 없었던 관계로, 보론강 계열의 커터 링 시작품과 SKD11 재료에 대해서만 NTNU 마모시험을 실시하였다. 그 결과, 시작품과 SKD11 재료에 대해 NTNU 마모시험으로부터 얻어진 AVS(Abrasion Value Steel)은 각각 3.7과 5.7로서 시작품이 SKD11 재료보다 AVS가 약 35% 작게 나타났다. 이는 표 2에 정리된 중량감소량의 측정결과와 동일한 결과로서, 커터 링 시작품의 내마모성이 SKD11보다 크게 향상 되었음을 확인할 수 있었다.
2.2 LCM에 의한 암석의 선형절삭 실험방법
본 연구의 선형절삭실험을 위해 사용된 LCM은 커터의 연직방향으로 최대 400톤까지의 하중에 견딜 수 있도록 장수호 등(2005)이 사용한 LCM을 보강 및 개조한 것이다(그림 1). 일반적으로 직경이 17인치인 디스크커터의 최대 허용하중은 약 25~30 tonf 수준이나 절삭과정 중에 순간적인 충격발생 등과 같은 극한 조건에 대응하고 17인치 이상의 대구경 디스크커터의 적용이 가능할 수 있도록 최대 허용 하중을 400톤까지 증가시켰다. 또한 LCM으로부터 디스크커터만 분리하면 쉴드 터널에 사용되는 세그먼트의 잭 추력시험도 가능하도록 설계・제작하였다.
구동부는 X, Y, Z방향의 총 3개축으로서 서보제어 방식의 유압실린더에 의해 구동된다. X축의 유압실린더는 디스크커터의 간격을 조절하는데 사용되며, Y축의 유압실린더는 절삭속도를 제어 한다. 또한 Z축은 절삭실험 시에 디스크커터의 관입깊이를 제어하며, 특히 Z축의 유압실린더 선단에는 디스크커터에 작용하는 하중의 3차원 성분(그림 2)을 측정하기 위한 3분력 로드셀이 장착되어 있다. 로드셀의 하단에는 본 연구에서 사용된 직경 432 mm의 디스크커터가 포함된 커터 하우징(housing)을 부착하여 실험에 사용한다.
선형절삭실험을 위한 첫 번째 단계로서, 대형 암석실험체(가로 1.3 m × 세로 1.15 m × 높이 0.4 m)를 직육면체로 절단・가공하고 대차에 설치한 후, 암석 실험체에 충분한 구속이 가해질 수 있도록 대차와 암석실험체 사이의 공간을 콘크리트로 채워 넣었다(그림 3). 그 다음, 본 절삭 실험조건과 동일한 커터 간격(cutter spacing)과 커터 관입깊이로 사전절삭(pre-conditioning)을 3회 실시하였다(그림 4). 사전절삭의 목적은 연속적인 굴착에 의해 이미 손상을 받은 실제 TBM터널의 굴진면과 유사한 조건을 모사하기 위한 것이다(Rostami, 1997).
본 연구는 포천화강암에 대한 최적의 절삭조건을 도출하고 그에 따른 커터 작용력을 도출하는 것이 아니라 커터 링에 발생하는 변형을 측정하는데 목적이 있으므로, 디스크커터 간격과 커터 관입깊이를 각각 100 mm 및 7 mm로 일정하게 설정한 상태에서 선형절삭실험을 수행하였을 때 두 가지 종류의 디스크커터에 발생하는 변형을 측정하는데 중점을 두었다.

또한 대형 암석실험체에 대해 총 7개 라인을 절삭하였으나, 실험체의 좌・우측 절삭라인은 인접한 커터들의 절삭에 의한 상호작용의 영향이 작기 때문에 그림 5와 같이 중앙부의 3~5번 절삭라인에서 얻어진 실험결과들만을 분석에 활용하였다.
2.3 변형률게이지에 의한 커터 링의 변형 계측방법
본 연구에서는 선형절삭실험 중에 커터 링에 발생하는 변형률을 측정하기 위하여, Rostami(1997) 가 적용한 방법을 참고하여 그림 6과 같이 커터 링의 원주방향으로 15° 간격으로 커터 링의 각 면에 9개(120°영역)의 변형률게이지를 부착하였다. 디스크커터는 절삭 중에 회전하기 때문에, 원주방향 으로 모든 영역에 대해 부착하는 대신에 1/3 영역에 대해서만 변형률게이지를 부착하였다.
변형률게이지를 부착할 부분의 커터 링 표면을 연마한 후에 접착재로 변형률게이지를 커터 링에 접착시켰다. 그 다음, 각각의 변형률게이지에 충분한 길이의 계측선들을 납땜한 후, 계측선들을 보호하기 위한 피복을 설치함으로써 게이지 부착 작업을 마무리하였다(그림 7).
또한 LCM의 3분력 로드셀로부터 획득되는 디스크커터의 3방향 작용력 성분과 함께, 총 18개의 변형률게이지로부터 얻어지는 원주방향의 변형률 데이터를 0.01초당 1개의 속도로 획득하였다.
|
|
(a) 변형률게이지 부착면의 연마 | (b) 변형률게이지의 접착 |
|
|
(c) 계측선의 연결 | (d) 계측선 보호용 피복 설치 |
|
|
(e) LCM 설치(커터 A) | (f) LCM 설치(커터 B) |
그림 7. 변형률게이지의 부착 작업 | |




2.4 적외선 열화상 측정방법
본 연구에서는 변형률게이지에 의한 커터 링의 원주방향 변형률 측정과 더불어, 디스크커터에 의한 암석 절삭 시에 디스크커터와 암석에 발생하는 최대 온도를 파악하고 그로부터 디스크커터의 변형정도를 추정하고자 적외선 열화상 측정을 병행하였다.

적외선 열화상 카메라를 이용한 측정방법은 대단면에 대해서도 빠른 속도로 온도를 측정하여 촬영대상 피사체의 변형을 파악할 수 있으며, 특정 위치에서 시간 경과에 따른 온도변화를 파악할 수 있다는 장점을 가지고 있다. 또한 디지털 카메라를 장착할 경우, 실제 화면과 열화상 화면을 동시에 촬영하여 상호 간의 중첩과 비교가 가능하다.
본 연구에서 사용된 적외선 열화상 카메라는 비냉각식 FPA Microbolometer로서, 측정 가능한 온도범위는 -40℃~+1,200℃이고 정밀도는 0.03℃이다. 또한 디지털 이미지의 분해능은 1,280×960 픽셀(pixel)이며 파장대역은 7.5~14 μm이다. 본 연구에서 수행된 실시간 적외선 열화상 측정 장면은 그림 8과 같다.
적외선 열화상 측정결과의 분석은 촬영화면상의 특정위치에서 시간에 따른 온도 측정결과를 분석하는 방법과 특정시간에서 촬영화면상의 일정영역을 격자 형식으로 분할하여 격자들의 교차 점에서 얻어진 온도를 분석하는 방법으로 구분할 수 있다. 본 연구에서는 전자의 방법에 따라 그림 9와 같이 커터 하우징 직하단부의 커터 링에서 3개 측점(D1, D2, D3) 그리고 암석 실험체의 절삭라인 상에 위치한 3개 측점(R1, R2, R3)을 지정하여 해당 위치에서 시간경과에 따른 온도변화를 파악 하였다. 또한 이상의 6개 측점 이외에 커터와 암석 실험체 주변의 가로 0.66 m × 세로 0.2 m인 직사각형 2차원 영역을 설정하여, 해당 영역에서 실험 중에 발생하는 최대 온도를 함께 측정하였다.
3. 커터 링의 변형특성 측정 결과
3.1 변형률게이지에 의한 커터 링 변형 측정결과
절삭거리에 따른 커터 링의 원주방향 변형률의 측정결과는 다음의 그림 10과 같다. 이때 압축 성분의 변형률을 양(+)으로 표시하였으며, 각 게이지별로 최대 변형률이 발생한 그래프의 상단에 표시한 하중 값은 해당 절삭거리에서 측정된 디스크커터의 연직 작용력(normal force)이다. 변형 률게이지의 부착위치가 암석면과 접촉하게 되면 커터 링에 압축 변형이 급격히 발생하고, 해당 게이지 위치가 암석면에서 다시 벗어나게 되면 변형률이 0으로 감소하는 전형적인 탄성거동을 나타냄을 확인할 수 있다.
또한 앞선 2.3절에서 설명한 바와 같이, 변형률게이지를 15°간격으로 설치하였기 때문에 직경 432 mm의 디스크커터에서 변형률게이지 사이의 원주길이는 약 56 mm가 되며 이를 그림 10의 측정결과로부터 확인할 수 있다.
이상의 측정결과로부터 커터 링의 강성과 변형 특성을 분석하기 위하여, 식 (1)과 같이 디스크 커터의 연직 작용력을 암석면과의 단위 접촉면적당 연직응력으로 변환하여 분석한 결과는 다음의 그림 11과 같다.
 (1)
(1)
여기서  은 암석면과의 단위 접촉면적당 커터 연직응력(MPa),
은 암석면과의 단위 접촉면적당 커터 연직응력(MPa),  은 커터의 연직 작용력(kN),
은 커터의 연직 작용력(kN),  는 디스크커터 tip의 너비(본 연구에서 18 mm) 그리고
는 디스크커터 tip의 너비(본 연구에서 18 mm) 그리고  은 단위 절삭길이(mm)이다.
은 단위 절삭길이(mm)이다.
그림 11의 분석결과, 커터 링에 발생한 연직응력과 원주방향 변형률 사이에는 매우 뚜렷한 선형적인 관계가 있는 것으로 나타나 앞서 설명한 바와 같이 본 연구에서 수행한 선형절삭실험 조건에서 커터 링은 선형탄성 거동을 보이는 것으로 나타났다. 또한 회귀분석을 통해 얻어진 커터 연직응력과 변형률 사이의 최적 회귀식들은 다음의 식 (2)~(4)와 같이 본 연구에서 사용된 커터 종류에 따른 차이가 거의 없는 것으로 나타났다. 따라서 본 연구에서 사용된 두 가지 커터 링의 강성은 거의 동일한 것으로 판단된다.
 (r2=0.966,커터A) (2)
(r2=0.966,커터A) (2)
 (r2=0.952,커터B) (3)
(r2=0.952,커터B) (3)
 (r2=0.955,전체자료) (4)
(r2=0.955,전체자료) (4)
여기서  은 커터 링에 발생한 원주방향의 변형률(×10-6 strain)이다.
은 커터 링에 발생한 원주방향의 변형률(×10-6 strain)이다.
또한 디스크커터의 절삭 시 불규칙한 암석 파편(chip)의 발생으로 인해 동일한 절삭조건에서도 그림 10과 같이 커터에 발생하는 최대 커터 연직 작용력의 차이는 있지만, 전체적으로 본 연구에서 사용된 두 커터 링에 발생한 원주방향의 최대 변형률과 최대 연직응력은 각각 8,000×10-6 strain 및 2,000 MPa 이내로 나타났다.
3.2 적외선 열화상 측정에 의한 커터 링과 암석의 실시간 발생온도 측정결과
그림 12는 각 절삭라인별로 최대 온도가 발생한 순간의 적외선 열화상 측정화면이다. 커터가 암석을 절삭하면서 암석과 커터 사이에 불꽃이 발생하고 이로 인해 순간적으로 급격한 온도 상승이 관찰되었다. 각 절삭라인과 측점 위치별로 적외선 열화상 계측에 의해 측정된 온도결과들을 정리 하면 다음의 그림 13~14 및 표 3과 같다.

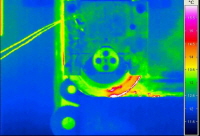
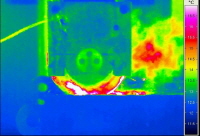
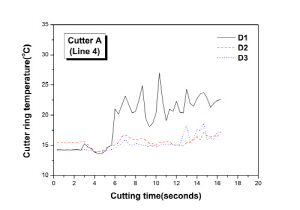
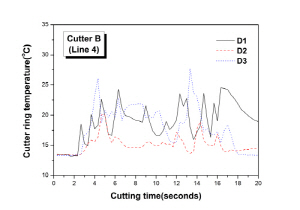
표 3에 따르면 커터 A와 커터 B의 커터 링에 발생한 최대 온도는 모두 27.7℃이었으며, 최대 온도와 최소온도(실험 시 커터 링의 초기온도)와의 최대 차이는 14.4℃에 불과하였다. 또한 인접한 커터 간격 사이에서 암석의 치핑(chipping)이 발생할 경우에만 10℃내외로 온도가 상승하였고, 그렇지 않은 경우에는 커터 링의 초기온도 수준으로 온도가 급격히 감소함을 확인하였다(그림 13).
|
|
(a) 커터 A | (b) 커터 B |
그림 13. 디스크커터 종류별 커터 링의 온도이력(절삭라인 4번) | |
|
|
(a) 커터 A | (b) 커터 B |
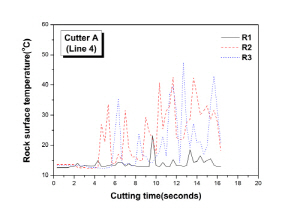
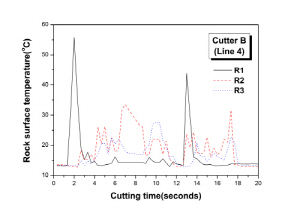
그림 14. 디스크커터 종류별 암석 실험체의 온도이력(절삭라인 4번) | |
이상으로부터 본 연구에서 수행한 암석의 선형절삭실험 조건에서는 암석 절삭으로 인한 커터 링의 온도 상승 영향이 크지 않았음을 파악할 수 있다. 외부의 영향으로 인해 재료에 발생하는 온도 증가와 재료의 변형량이 비례한다는 사실을 고려하면(Gere and Timoshenko, 1990), 앞선 그림 11의 결과에서 확인한 바와 같이 본 연구의 선형절삭실험 조건에서 커터 링은 뚜렷한 선형탄성 거동을 보이며 절삭으로 인한 변형도 크지 않았음을 알 수 있다.
반면, 디스크커터의 절삭으로 인해 암석 실험체에 발생한 최대온도는 커터 A와 커터 B의 경우에 각각 76.0℃와 122.5℃로서, 암석의 초기온도와 비교하여 각각 63.8℃와 109.6℃ 증가한 것으로 나타났다(표 3). 이는 커터 링 하부의 접촉부에서 발생하는 암석의 국부적인 압축파괴로 인한 것으로 판단되며, 커터 링의 경우와 마찬가지로 치핑에 의한 파괴가 발생하지 않거나 절삭이 종료된 직후에는 초기온도 수준으로 암석의 온도가 급격히 감소하였다(그림 14).
또한 앞선 2.4절에서 설명한 바와 같이 디스크커터와 암석 실험체 주변의 직사각형 분석영역에서 측정된 최대온도는 커터 A와 커터 B에 대해 각각 102.8℃와 155.1℃로 나타나 암석 실험체에 발생한 최대온도보다는 약 40℃ 크게 나타났다. 이는 앞선 그림 12에서 설명한 바와 같이 절삭으로 인해 커터 링과 암석 실험체 사이에서 순간적으로 발생하는 불꽃의 발생 온도인 것으로 추정된다.
4. 결 론
본 연구에서는 경암의 선형절삭실험 시에 두 가지 종류의 디스크커터에 발생하는 변형 특성을 커터 링의 변형률 계측과 적외선 열화상 측정을 통해 분석하였다. 이상의 연구로부터 도출된 주요 결과들을 정리하면 다음과 같다.
1.커터 링에 15°간격으로 부착한 총 18개의 변형률게이지로부터 측정된 커터 링의 변형률과 커터 링에 발생한 연직응력 사이에는 매우 뚜렷한 선형관계가 존재하였다. 특히, 변형률게이지의 부착 위치가 암석면과 접촉하지 않게 되면 커터 링의 변형률이 초기 변형률 수준으로 급격히 감소하는 탄성거동이 관찰되었다. 또한 측정결과에 대한 회귀분석 결과, 본 연구에서 사용한 보론강 계열의 커터 링 시작품과 비교 대상으로 적용한 기존 커터 링의 강성은 거의 동일하게 나타났다.
2.적외선 열화상 측정결과, 본 연구에서 수행한 선형절삭실험에 의해 커터 링에 발생한 최대온도는 27.7℃로서 커터 링의 초기온도와 비교할 때 최대 14.4℃만이 상승하였다. 특히, 인접한 절삭 라인 사이에서 암석의 치핑이 발생할 경우에만 커터 링의 온도가 10℃내외로 소폭 상승하였고, 치핑이 발생하지 않거나 절삭실험이 종료된 직후에는 커터 링의 초기온도 수준으로 온도가 급격히 감소하였다. 따라서 커터 링의 변형률 계측결과와 마찬가지로, 암석 절삭에 의한 커터 링의 온도상승과 변형 발생이 크지 않았음을 적외선 열화상 측정결과로부터 재확인하였다.
3.디스크커터의 절삭으로 인해 암석 실험체에 발생한 최대온도는 122.5℃로서, 암석의 초기온도와 비교할 때 최대 109.6℃가 상승하였다. 이는 커터 링과 암석의 접촉면 하부에서 발생하는 암석의 국부적인 압축파괴로 인한 것으로 판단되며, 커터 링의 측정결과와 마찬가지로 절삭 중에 치핑에 의한 파괴가 발생하지 않거나 절삭이 종료된 직후에는 측정 온도가 암석의 초기온도 수준으로 급격히 감소함을 확인하였다.
4.이상의 결과로부터, 본 연구에서 수행한 선형절삭실험 조건에서는 절삭으로 인한 커터 링의 온도상승과 변형이 크지 않았음을 알 수 있었다. 하지만, 본 연구에서 얻어진 결과는 짧은 시간 내에 이루어지는 실험실 규모의 실물 절삭실험에서 얻어진 것으로서, 디스크커터에 의해 연속적으로 암반이 절삭되는 TBM의 실제 굴착조건에 대한 디스크커터의 변형 특성을 규명하기 위해서는 장시간의 반복 절삭실험이나 현장 계측에 의한 추가 보완 연구가 필요할 것으로 판단된다.
